UP2000(2)中文操作
- 格式:doc
- 大小:856.00 KB
- 文档页数:29
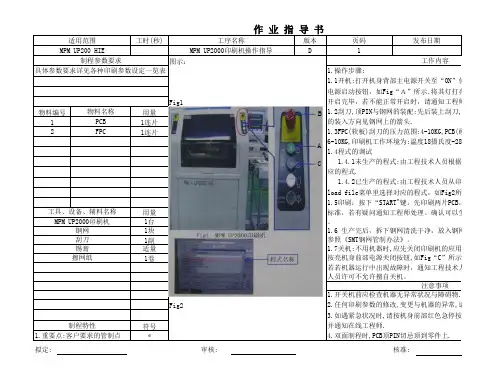
工时(秒)版本发布日期D图示:Fig1物料编号用量11连片2FPC1连片用量1台1块1副适量1卷Fig2符号*拟定:审核:核准:3.如遇紧急状况时,请按机身前部红色急停按钮制程特性并通知在线工程师.1.重要点:客户要求的管制点 4.双面制程时,PCB顶PIN切忌顶到零件上.注意事项1.开关机前应检查机器无异常状况与障碍物.2.任何印刷参数的修改,变更与机器的异常,请与擦网纸按亮机身前部电源关闭按钮,如Fig“C”所示,最若若机器运行中出现故障时,通知工程技术人员人员许可不允许擅自关机。
钢网 1.6 生产完后,拆下钢网清洗干净,放入钢网柜刮刀参照《SMT钢网管制办法》。
锡膏 1.7关机:不用机器时,应先关闭印刷机的应用程式与控制load file菜单里选择对应的程式,如Fig2所示1.5印刷:按下“START"键,先印刷两片PCB,并工具、设备、辅料名称标准,若有疑问通知工程师处理。
确认可以生产MPM UP2000印刷机开始生产,在生产过程中要检查每块PCB板的印。
1.3FPC(软板)刮刀的压力范围:4-10KG,PCB(硬板6-10KG,印刷机工作环境为:温度18摄氏度-28摄1.4程式的调试1.4.1未生产的程式:由工程技术人员根据产应的程式.1.4.2已生产的程式:由工程技术人员从印刷电源启动按钮,如Fig“A”所示.将其灯打亮,开启完毕,若不能正常开启时,请通知工程师。
物料名称 1.2刮刀,顶PIN与钢网的装配:先后装上刮刀,顶PCB 的装入方向见钢网上的箭头.制程参数要求工作内容具体参数要求详见各种印刷参数设定一览表1.操作步骤:1.1开机:打开机身背部主电源开关至“ON”位置作 业 指 导 书适用范围工序名称页码MPM UP200 HIE MPM UP2000印刷机操作指导1B AC。

UP2000 SETUP MENUSSETUP MENU PAGE 1#X size:描述PCB的长度。
Y size:描述PCB的宽度。
Thickness:描述PCB的厚度。
最高可输到0.5inchPre-position:不使用。
其值一般为零Position:不使用,其值一般为零。
Board stop x:表示自动印锡时,镜头在x方向上检测pcb进板的坐标值。
Board stop y:表示自动印锡时,镜头在y方向上检测pcb进板的坐标值。
Detent:当值为正时,表示pcb板会向进口方向后退所设的距离。
当值为负时,表示pcb会向出口方向前进所设的距离。
一般设0。
Load speed:进板速度。
0.3inch/秒-60inch/秒、修改此值需作“Cal Position Speed".Unload speed:出板速度.0.3inch/秒-60inch/秒Snap off:pcb与钢网之间的距离,可从-0.05inch到+0.1inch变化.新网为0inchVacuum:yes/0/1表示使用真空;no表示不使用真空;2表示table将板顶到钢网高度时真空消失,table下来时真空存在.二、Slow snap-offEnabled:yes表示使用慢速脱模功能;no表示不使用。
Down delay:表示机器脱模之前的延时时间。
Distance:表示慢速脱离的距离。
Speedy:表示慢速脱模时Z轴的速度等级。
分别为1=0.005inch/秒;2=0.01inch/秒;3=0.015秒;4=0.02inch/秒;5=0.025inch/秒;6=0.03/秒.三、SqueegeeEnable:是否使用刮刀;yes表示用;no表示不用Stroke type:印刷时刮刀动作的方式;有以下6种选择:Altern:交替使用前后刮刀进行印刷。
(推建使用这种模示〕Prt/Fld:仅使用于丝网印刷,这里不作祥细介绍。
MPMUP2000HIE中文指南AMPM UP2000 HIE中文指南A 操作说明MPM UP2000 HIE中文指南A目1. 目的 .............................................................................................................. 2 2. 范 .............................................................................................................. 2 3. 批准.. (2)4. ⒖加攵x (2)5. .............................................................................................................. 26. O淞斜 ...................................................................................................... 27. P于MPM UP2000 HIE ................................................................................3 8. 安全事 ......................................................................................................6 9. 机器部件...................................................................................................... 7 10. _源...................................................................................................... 11 11. 主操作屏幕 .. (13)1 2. 3. 4. 5. 6. 7. 8. 9.祟} (14)慢影粹o (18)^ ...................................................................................................... 19 清除故障按o ........................................................................................... 19 警告信息^ ............................................................................................... 20 O置菜伟粹o ........................................................................................... 20 操作控制面板按o (21)MPM Y料按o ......................................................................................... 22 r 像按o . (22)12. 印刷机O 置............................................................................................... 23 13. 印刷 .............................................................................. 错误!未定义书签。
Nanodrop 2000/2000C 分光光度计V1.0 用户守则基因有限公司仪器应用技术支持亲爱的用户,您好!非常感谢您选购我公司代理的仪器。
我们将竭诚为您提供优质的售后服务及免费的专业应用培训。
为了更好地进行仪器的应用培训,我们根据您所选购的仪器特点,将需要您配合准备的工作敬告如下:1.应用培训内容:仪器操作培训和软件应用培训。
仪器操作培训包括:仪器的操作、维护和仪器使用注意事项。
软件应用培训包括:用户本次所购买的同仪器配套的所有软件的软件应用培训。
2.培训时间:仪器正式安装调试后,本公司2周内派出专业技术人员进行应用培训。
3.应用培训中所需准备的试剂、耗材和仪器均需由用户提供,并在系统培训开始前准备好。
我公司将指派专业技术人员免费进行应用培训。
4.用户签收售后服务工作报告后,基因公司正式的系统培训内容即完成。
您以后在使用的过程中有任何疑问都可以向我们咨询,我们非常乐意为您们解决应用上遇到的问题。
5.在仪器的使用过程中,无论遇到您认为多么微小或繁琐的问题,请您及时和我们联系,一个及时的通知能节约您的时间,也能帮助我们更好的了解仪器和软件。
6.联系我们时请您提供:仪器型号、软件名称,版本、错误代码、实验目的、操作系统(98/2k/xp/NT)、维修历史等相关资料。
本守则提的信息仅供参考,本守则包含的所有信息应该是正确和完整的。
如果对本守则中的描述有疑问,请参考厂家的英文操作说明。
如果由于您的不正当使用而对仪器造成损坏或者导致仪器的性能损伤,本公司将不会对此负责。
1.仪器介绍仪器描述Thermo Scientific NanoDrop 2000/2000C分光光度计可以检测0.5-2ul的样本,而且检测是非常高的准确性和重复性。
ND2000C分光光度计不仅提供了NanoDrop样品保留专利技术的便利性,也可以使用传统的比色皿来进行样本检测。
样本保留系统应用了表面张力来把样本保留在两根检测光纤中间,这使得仪器可以检测较高浓度的样本而不用稀释。

基础教程--GENESIS2000入门教程中英文转换, GENESIS2000入门教程Padup谷大pad paddn缩小pad reroute 扰线路 Shave削pad linedown 缩线 line/signal 线 Layer 层 in 里面out外面 Same layer 同一层 spacing 间隙 cu 铜皮Other layer 另一层 positive 正 negative负 Temp 临时top 顶层 bot 底层 Soldermask 绿油层 silk 字符层power 电源导(负片) Vcc 电源层(负片) ground 地层(负片) apply 应用solder 焊锡 singnal 线路信号层 soldnmask绿油层 input 导入component 元器件 Close 关闭 zoom放大缩小 create 创建Reste 重新设置 corner 直角 step PCB文档 Center 中心snap 捕捉 board 板 Route 锣带 repair 修理、编辑resize (编辑)放大缩小 analysis 分析 Sinde 边、面 Advanced 高级measuer 测量 PTH hole 沉铜孔 NPTH hole 非沉铜孔 output 导出VIA hole 导通孔 smd pad 贴片PAD replace 替换 fill 填充Attribute 属性 round 圆 square 正方形 rectangle 矩形Select 选择 include 包含 exclude 不包含 step 工作单元Reshape 改变形状 profile 轮廓 drill 钻带 rout 锣带Actions 操作流程 analyis 分析 DFM 自动修改编辑 circuit 线性Identify 识别 translate 转换 job matrix 工作室 repair 修补、改正Misc 辅助层 dutum point 相对原点 corner 直角 optimization 优化origin 零点 center 中心 global 全部 check 检查reference layer 参考层 reference selection 参考选择 reverse selection 反选snap 对齐 invert 正负调换 symbol 元素 feature 半径histogram 元素 exist 存在 angle 角度 dimensions 标准尺寸panelization 拼图 fill parameters 填充参数 redundancy 沉余、清除层英文简写层属性顶层文字 Top silk screen CM1( gtl ) silk-scren 顶层阻焊 Top solder mask SM1 ( gts ) solder-mask 顶层线路 Top layer L1 ( gtl ) signal 内层第一层 power ground (gnd) PG2( l2-pw ) power-ground(负片)内层第二层 signal layer L3 signal (正片) 内层第三层 signal layer L4 signal (正片)内层第四层 power ground (vcc) L5 ( l5-vcc) power-ground(负片)外层底层 bottom layer L6 ( gbl ) signal 底层阻焊 bottom solder mask SM6 solder-mask 底层文字 bottom silk screen CM6 silk-scren 层菜单Display ---------------------- -----当前层显示的颜色Features histogram ---------------- 当前层的图像统计 Copy ---------------------- ------- 复制Merge ---------------------- ------ 合并层Unmerge ------------------- ----- 反合并层(将复合层分成正负两层) Optimize lerels ----------- ----- 层优化(当正负层太多时,要优化成最大3层)Fill profile ------------------- 填充profile(轮廓)Register ------------------ ---- 层自动对位matrix ------------------ ---- 层属性表 (新建、改名、删除)copper/exposed area ----------- 计算铜面积 (自动算出百分几) attribates ------------------ - 层属性 (较少用)notes ------------------ ------ 记事本 (较少用)clip area ------------------ - 删除区域 (可自定义,或定义profile) drill tools manager ----------- 钻孔管理(改孔的属性,大小等) drillfilter ------------------ 钻孔过滤hole sizes ------------------ 钻孔尺寸(在分孔图转钻孔经常用到)create drill map ------------- 利用钻孔做分孔图(如有槽孔,转出来有变) update verification coupons ---- 更新首尾孔的列表 re-read ------------------ 重读文件(当文件误删时无法恢复时,可重读)truncate ------------------ 删除整层数据 (无法用 ctrl+z恢复) compare ------------------ 层对比 (很有用,可以查看层与层之间改动过的地方)flaten ------------------ 翻转 (只有在拼版里面才会出现)text reference------------------文字参考create shapelist------------------产生形状列表 delete shapelist------------------删除形状列表 EDIT菜单undo------------------撤消上一次操作delete------------------删除move------------------移动,copy------------------复制,resize------------------修改图形大小形状, transform------------------旋转、镜像、缩放 connections------------------buffer------------------reshape------------------polarity------------------更改层的极性,cerate------------------建立,change------------------更改,attributes------------------属性edit之resizeglobal------------------所有图形元素surfaces------------------沿着表面resizc therrnals and donuts------------------散热盘及同圆contourize&resize------------------表面化及修改尺寸 poly line ------------------多边形by factor------------------按照比例edit之movesame layer------------------同层移动other layer------------------移动到另一层streteh parallel lines------------------平行线伸缩 orthogonalstrrtch------------------平角线伸缩 move triplets (fixed angele)------------------角度不变地移线(ALT,D)move triplets (fixed length)------------------长度不变地移线(ALT ,J)move&to panel------------------把STEP中的图形移动到其它的STEP中edit 之copysame layer------------------同层移动other layer------------------移动到另一层step&repeatsame layer------------------同层移动 other layer------------------同层排版edit之reshapechange symbolsame ------------------更改图形 break------------------打散break to Islands/holes------------------打散特殊图形 arc to lines------------------弧转线line to pad------------------线转padcontourize------------------创建铜面部件(不常用) drawn to surface------------------ 线变surface clean holes------------------清理空洞clean surface------------------清理surfacefill------------------填充 (可以将surface以线填充) design to rout ------------------设计到rout(做锣带常用,最佳值 43 2)substitue ------------------替代(常用,分孔图转钻孔) cutting data------------------填充成surface (常用来填充CAD数据)olarityrc direction------------------封闭区域edit之polarity(图像性质)positive------------------图像为正negative------------------图像为负invert------------------正负转换edit之ceate (建立)step------------------新建一个stepsymbol------------------新建一个symbolprofile------------------新建一个profileedit之change (更改)change text------------------更改字符串pads to slots------------------pad 变成slots (槽) space tracks evenly------------------自动平均线隙(很重要)ACTIONS菜单check lists ------------------检查清单re-read ERFS------------------重读erf文件netlist analyzer------------------网络分析netlist optimization------------------网络优化 output------------------输出clear selete&highlight------------------取消选择或高亮 reverse seleteion---------------参考选择(很重要,有TOUCH(接触)COVERED(完全接触))script action------------------设置脚本名称selete drawn------------------选择线(一般用来选大铜皮) convert netlist to layers------------------转化网络到层 notes------------------文本contour operations------------------bom view------------------surface操作OPTION菜单seletion------------------选择attributes------------------属性graphic control------------------显示图形控制 snap------------------抓取measuer------------------测量工具fill parameters------------------填充参数 line parameters------------------线参数 colors------------------显示颜色设置components------------------零件ANALYSIS菜单surface analyzer------------------查找铜面部件中的问题 drill checks------------------钻孔检查board-drill checks------------------查找钻孔层与补偿削铣层中潜在的工艺性缺陷signal layer checks------------------线路层检查 power/ground checks------------------内层检查 solder mask check------------------阻焊检查silk screen checks ------------------字符层检查 profile checks------------------profile检查 drill summary------------------生成padstack中的孔的统计数字,查找padtack中的最小焊环quote analysis------------------smd summary------------------对外层铜箔层执行操作,生成有关被检验层中的SMD定位和封装的统计报告 orbotech AOI checks------------------microvia checks------------------ 提供HDI设计的高效钻孔分析 rout layer checks------------------pads for drill------------------列出每种类型钻孔的焊盘尺寸以及焊盘的数量DFM菜单cleanup------------------redundancy cleaunp------------------repair------------------sliver------------------optimization------------------yield improvement------------------advanced------------------custom------------------legacy------------------dft------------------DFM之Cleanuplegnd detection------------------文本检测construct pads (auto)------------------自动转padconstruct pads (auto,all angles)------------------自动转pad(无论角度大小)建议不用construct pads (ref)------------------手动转pad (参照erf)DFM之redundancy cleanupaaredundant line removal------------------删除重线 nfp removal------------------------------删重孔、删独立PAD drawn to outline ------------------以线或轮廓来代替线绘区域减少层中的部件数量DFM之repairpad snapping------------------整体PAD对齐pinhole elimination------------------除残铜补沙眼neck down repair------------------修补未完全被其它线或焊盘覆盖的圆端或方端产生的颈锁断开(即修补未连接上的线)DFM之sliversliver´ angles------------------修补潜在加工缺陷的锐角sliver&peelable repair------------------查找修补信号层、地电层和阻焊层中的sliverlegend sliver fill------------------用于填充具有.nomenclature属性集的组件之间的slivertangency elimination------------------DFM之optimizationsignal layer opt ------------------线路层优化line width opt------------------</S。
2.1關於印刷週期Printing Cycle印刷週期包含下列過程1.基板搬入Loading Board2.基板定位Locating Board3.視覺系統對位Vision Alignment4.印刷平台上升Z Tower UP5.刮刀向前後刮印錫膏Printting6.慢速脫模Slow Snap-Off7.印刷平台下降Z Tower Down8.基板搬出Unloading Board2.2硬體2.2.1操作介面軌跡球或螢幕(Trackball or Monitor)Trackball軌跡球:1.移動螢幕上的指標↖2.移動各軸3.數入數字、參數等等…..3.軟體介面開機後,顯示如下的畫面For 7.0以上(因軟體版本新舊不一樣而不同) Ultraprint 2000內全部馬達,都是步進馬達,所以剛開機必需RESET重新回原點後才能開始使用。
啟動鋼板固定鈕啟動真空馬達鈕啟動刮刀座固定鈕啟動溶劑幫浦鈕啟動前後刮刀座鈕啟動照鋼板燈泡鈕啟動照基板燈泡鈕啟動捲紙馬達鈕3.1.1下拉式功能表 Print1.Auto Print 自動印刷,機器會做印錫膏的動作Press SELECT to begin or(按SELECT 開始自動印刷)Next to change Cycle Limits : No Limit 如下圖(按NEXT,以更換印刷片數:不限制)---Print Cycle Limits--- (印刷週期設定)---Print Cycle Limits--- Roll Trackball To Change Value Print Cycle Limit : 3 Press Exit When Done.Roll Trackball To Change Value (滾動軌跡球,以變更印刷片數) Print Cycle Limit : 3 (限定印刷週期: 3片)最高999片 Press Exit When Done. (當設定完成後,按EXIT)暫時停止印刷按鈕啟動加錫膏按鈕※(必須在設定第2頁Enable Buttons 內將Dispense 打開為Yes)Press SELECT to raise squeegee (按SELECT 後刷刀會上昇,以便產生 to allow move room when adding paste, 足夠空間,讓操作員加錫) or Press NEXT to continue (按NEXT 後在原地,讓使操作員加錫) 啟動一次擦拭鋼板按鈕 ※(必須在設定第2頁Enable Buttons 內將Wiper 打開為Yes)進入生產統計過程資料視窗按鈕2.Manual Print 手動印刷,機器會做印錫膏的動作3.Pass Through 將機器當做輸送帶4. Demo Print 展示印刷模式5.SPC Data 生產統計過程資料PAUSE DISPENSER PENDINGWIPER PENDING SPC DATAPress SELECT to raise squeegee to allow move room when adding paste, or Press Next to continue顯示機器在印刷時所花的時間,如有擦拭,時間必加長機器在印刷時所等待送板與出板時間顯示PCB板進入印刷位置與鋼板對位時X、Y 、THETA 軸修正值視覺系統辨別PCB 板與鋼板Mark 點亮度接受值顯示圖表視覺系統辨別PCB 板與鋼板Mark 點X 、Y 修正補償顯示圖表2D 錫面覆蓋率檢查顯示圖表(需有此項功能才能顯示)3D 錫膏厚度檢查顯示圖表(需有此項功能才能顯示)顯示機器內的溫度(需有ECU 溫溼度監控配備此項功能)顯示機器內的濕度(需有ECU 溫溼度監控配備此項功能)將生產統計過程資料存入磁片將生產統計過程資料全部刪除 將放大過資料與圖形向左邊移動將放大過資料與圖形向右邊移動將生產統計過程資料內(值及曲線)放大與縮小圖形回到主畫面按鈕選擇預覽生產統計過程資料Cycle Time Idle Time Correction Shape Score Alignment 2D Data 3D Data Temperature Humidy1.Teach Board重做新程式。
七彩灯钟中文说明书、使用方法商品简介:1、七彩色灯光循环变换,制造浪漫气氛。
2、体积小:适合于家庭及办公室。
3、超大LED数字显示屏,轻轻松松一目了然。
4、功能多:有时间、闹钟、年、月、日、星期和温度显示功能。
5、两种时间制式:12小时制和24小时制6、8种闹钟铃声可供选择。
7、两种温度制式:温度有摄氏(0℃-55℃)和华式(32℉-122℉)显示可供选择。
8、两种发光模式:有DEMO/ON和OFF两种模式* DEMO/ON模式:自动变换出七种彩色的灯光。
* OFF模式:处于待机状态,轻触顶部,就会发出柔和的橙色彩光照明。
9、使用LDE彩灯发光,非常省电。
10、产品尺寸:8×8×8CM使用事项:1、使用2 颗钮扣电池(产品中已包含,第一次使用时,请把钮扣电池中的绝缘小纸条抽出来,以便LCD显示屏通电运行),和4个7号干电池2、也可以使用4.5V变压器,如需购买另加8元。
操作参考:七彩钟中文说明书★正常时间功能:显示时间、日期(从2000年至2099年)、星期、温度,并可实现12/24小时制的转换。
★闹钟和贪睡功能:每日闹铃,闹铃音乐有8首可选,同时可开启贪睡功能。
★环境温度显示功能:温度测量0°C-50°C或32°F-122°F并可进行摄氏/华氏温度转换。
★七彩灯功能:可发出七种颜色的光,循环变色。
使用说明书:1、时间日期设置★上电后显示正常状态。
按SET键进入时间、日期的设置,并以下列顺序分别设置小时、分钟、年、月、日、星期等,通过UP/DOWN键配合来完成设置。
★设置范围:时为1-12或0-23、分为0-59,年为2000-2099、月为1-12、日为1-31在日期设置的同时,星期由MON至SUN相应的自动改变.★在设置状态,也可按AL键或无按键1分钟退出设置,并显示当前所设置的时间。
★在正常状态,按UP键进行12和24小时转换。
2、闹钟和贪睡设置★在正常状态,按AL键一次进入闹钟模式。
Nanodrop 2000/2000C 分光光度计V1.0 用户守则基因有限公司仪器应用技术支持亲爱的用户,您好!非常感谢您选购我公司代理的仪器。
我们将竭诚为您提供优质的售后服务及免费的专业应用培训。
为了更好地进行仪器的应用培训,我们根据您所选购的仪器特点,将需要您配合准备的工作敬告如下:1.应用培训内容:仪器操作培训和软件应用培训。
仪器操作培训包括:仪器的操作、维护和仪器使用注意事项。
软件应用培训包括:用户本次所购买的同仪器配套的所有软件的软件应用培训。
2.培训时间:仪器正式安装调试后,本公司2周内派出专业技术人员进行应用培训。
3.应用培训中所需准备的试剂、耗材和仪器均需由用户提供,并在系统培训开始前准备好。
我公司将指派专业技术人员免费进行应用培训。
4.用户签收售后服务工作报告后,基因公司正式的系统培训内容即完成。
您以后在使用的过程中有任何疑问都可以向我们咨询,我们非常乐意为您们解决应用上遇到的问题。
5.在仪器的使用过程中,无论遇到您认为多么微小或繁琐的问题,请您及时和我们联系,一个及时的通知能节约您的时间,也能帮助我们更好的了解仪器和软件。
6.联系我们时请您提供:仪器型号、软件名称,版本、错误代码、实验目的、操作系统(98/2k/xp/NT)、维修历史等相关资料。
本守则提的信息仅供参考,本守则包含的所有信息应该是正确和完整的。
如果对本守则中的描述有疑问,请参考厂家的英文操作说明。
如果由于您的不正当使用而对仪器造成损坏或者导致仪器的性能损伤,本公司将不会对此负责。
1.仪器介绍仪器描述Thermo Scientific NanoDrop 2000/2000C分光光度计可以检测0.5-2ul的样本,而且检测是非常高的准确性和重复性。
ND2000C分光光度计不仅提供了NanoDrop样品保留专利技术的便利性,也可以使用传统的比色皿来进行样本检测。
样本保留系统应用了表面张力来把样本保留在两根检测光纤中间,这使得仪器可以检测较高浓度的样本而不用稀释。
4.點取CANCEL(取消)按鈕,表示不要從磁片存入機器內硬碟機。
File transfer complete.1 files transferredPress NEXT to Continue.File transfer complete. (程式檔案存入到磁片已完成)1 files transferred(一個程式檔案存入到磁片)Press NEXT to Continue. (按NEXT繼續)※因程式檔案多寡,所顯示程式檔案訊息不同8.Save Timing File將目前程式檔案有關時間參數存入到磁片※此功能是將目前生產程式檔案內,有關時間參數存入到磁碟片中,如印刷完一片所需時間、等待時間等等…..1.Load Board載入PC板於中心點位置及視覺系統位置,頂到鋼板位置※Load Board進板指令集是將PC板送進機器內,Z AXIS將會升高到不同高度,當你在下拉式選項Utilities中選擇時,螢幕上會出現手動進板(Manual Load Board)的螢幕如上圖。
1.鋼板高度(Stencil Height):將PC板上升至鋼板的高度,這是可以查看PC板是否完全密和頂到鋼板及PC板與鋼板有無對位。
2.鏡頭高度(Vision Height):將PC板上升至視覺影像高度,這是可以查看PC板Mark點是否錯誤。
3.定位工具高度(Tooling Height):將PC板上升至定位工具高度,這是可以查看PC板吸真空是否定位良好及調整支撐PIN(Support PIN)位置。
4. Begin:開始送板到印刷區位置並依照上述設定上升高度5. Detent:載入PC板向前與向後於中心點位置6. Exit :跳出手動進板的畫面,回到主畫面2. Stencil Height測PCB板到鋼板厚度This utility will the set STENCIL height.Press NEXT to Continue, or EXIT to Quit.This utility will the set STENCIL height. (要開始使用偵測鋼板高度)Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開)你按NEXT之後,出現下列訊息及視窗:CAUTION, The machine is now going tomove. STAY CLEAR.Press NEXT to Continue, or EXIT to Quit.CAUTION, The machine is now going to(警告,機器現在要移動,內部不能有move. STAY CLEAR.任何東西,需清除)Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開)你按NEXT之後,出現下列訊息及視窗:Press SELECT to JOG the sensor clear ofpaste or stencil apertures,or Press NEXT to CONTINUE.Press SELECT or NEXT to Continue.Press SELECT to JOG the sensor clear of(按SELECT移動偵測感應器,以paste or stencil apertures,免碰到鋼板上錫膏及鋼板上PAD孔)or Press NEXT to CONTINUE. (按NEXT馬上開始在本位置偵測鋼板高度) Press SELECT or NEXT to Continue. (按SELECT 或NEXT繼續)你按SELECT之後,出現下列訊息及視窗:JOG ACTIVE…SQUEEGEE STROKE -112.050Press EXIT to quit.JOG ACTIVE…(移動現在刮刀行程位置)SQUEEGEE STROKE -112.050Press EXIT to quit. (按EXIT離開)你按NEXT與EXIT之後,出現下列訊息及視窗:Locating the board…(載入基板中………)CAUTION:Auto height sensor inprogress. Please wait…(注意:高度自動偵測進行,請稍後………)Stencil height FOUND.Press NEXT to Continus.Stencil height FOUND. (完成偵測鋼板高度)Press NEXT to Continue. (按NEXT繼續下一步驟)3. Set Stroke設定刮刀組行程This utility will allow you to set theSQUEEGEE STROKE used during printing.Press NEXT to Continue, or EXIT to Quit.This utility will allow you to set the (本功能可設定印刷時的刮刀行程) SQUEEGEE STROKE used during printing.Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開) 你按SELECT之後,出現下列訊息及視窗:Jog the SQUEEGEE to the desired +STROKE locatedtoward the rear of the stencil.Press NEXT to Continue, or EXIT to Quit.Jog the SQUEEGEE to the desired +STROKE (移動刮刀到朝向鋼板後方located toward the rear of the stencil.的正方向適當位置)Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開) 按NEXT之後,有一指標會往上跑到JOG區的SQUEEGEE STROKE---JOG ACTIVE ---RollTrackball for fine adjust, OR(滾動軌跡球做微調,或是按住SELECT Hold SELECT button and Roll Trackball按鈕並且滾動軌跡球做快速微調) For VELOCITY adjustment.Press EXIT to Leave JOG. (按EXIT離開JOG模式)你按SELECT之後,出現下列訊息及視窗:Jog the SQUEEGEE to the desired -STROKE locatedtoward the front of the stencil.Press NEXT to Continue, or EXIT to Quit.Jog the SQUEEGEE to the desired -STROKE (移動刮刀到朝向鋼板前方located toward the front of the stencil.的負方向適當位置)Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開) 按NEXT之後,有一指標會往上跑到JOG區的SQUEEGEE STROKE---JOG ACTIVE ---RollTrackball for fine adjust, OR(滾動軌跡球做微調,或是按住SELECT Hold SELECT button and Roll Trackball按鈕並且滾動軌跡球做快速微調) For VELOCITY adjustment.Press EXIT to Leave JOG. (按EXIT離開JOG模式)4.Level SqueegeeThis Utility will set the SQUEEGEE height.Press NEXT to Continue, or EXIT to quit.This Utility will set the SQUEEGEE height.(使用測刮刀高度)Press NEXT to Continue, or EXIT to quit. (按NEXT繼續, 按EXIT離開) 按NEXT之後,出現下列訊息視窗:Please install a stencil now.The FRAME CLAMPS will activate whenyou press NEXT.Press NEXT to Continue, or EXIT to quit.Please install a stencil now. (現在請放入鋼板)The FRAME CLAMPS will activate when(按NEXT之後,啟動鋼板固定夾) you press NEXT.Press NEXT to Continue, or EXIT to quit. (按NEXT繼續, 按EXIT離開)按NEXT之後,出現下列訊息視窗:You must now install the squeegee blade.Press NEXT to Continue, or EXIT to quit.You must now install the squeegee blade. (你現在必須安裝刮刀)Press NEXT to Continue, or EXIT to quit. (按NEXT繼續, 按EXIT離開) 按NEXT之後,出現下列訊息視窗:CAUTION, The machine is now going toMove the Z TOWER and cyclethe SQUEEGEE UP and DOWN.Press NEXT to Continue, or EXIT to Quit.CAUTION, The machine is now going to(注意,機器的Z軸和刮刀上下將Move the Z TOWER and cycle會移動)the SQUEEGEE UP and DOWN.Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開) 按NEXT之後,出現下列訊息視窗:Press SELECT to find Stencil Heightor NEXT to Bypass.Press NEXT to Continue, or EXIT to Quit.Press SELECT to find Stencil Height(按SELECT之後,再測一次鋼板高度or NEXT to Bypass.或按NEXT之後,不測鋼板高度)Press NEXT to Continue, or EXIT to Quit. (按NEXT繼續, 按EXIT離開)按NEXT之後,出現下列訊息視窗:Press SELECT to JOG the sensor clear ofpaste or stencil aperturesor press NEXT to CONTINUE.Press SELECT or NEXT to Continue.Press SELECT to JOG the sensor clear of(按SELECT移動偵測感應器,以paste or stencil apertures免碰到鋼板上錫膏及鋼板上PAD孔)or press NEXT to CONTINUE. (按NEXT馬上開始在本位置偵測刮刀高度)Press SELECT or NEXT to Continue. (按SELECT 或NEXT繼續)你按SELECT之後,出現下列訊息及視窗:JOG ACTIVE…SQUEEGEE STROKEPress EXIT to quit.JOG ACTIVE…(移動現在刮刀行程位置)SQUEEGEE STROKE -112.050Press EXIT to quit. (按EXIT離開)你按NEXT與EXIT之後,出現下列訊息及視窗並開始測前後刮刀高度:Leveling front blade.Leveling rear blade.CAUTION:Auto height sensor inprogress. Please wait…(開始偵測刮刀高度。