水轮发电机A级检修作业指导书机械部分模板
- 格式:doc
- 大小:344.50 KB
- 文档页数:37
水电站水轮发电机组检修作业指导书编写:审核:批准:2013年12月一、水轮机检修作业指导书1 目的1.1 保证水轮机拆机符合技术管理要求。
1.2 为所有参加本项目的工作人员确定必须遵循的质量保证程序。
2 适用范围本作业指导书仅适用于水电站水轮机(HLA351-WJ-93)部分的拆机标准。
3 引用标准3.1 DL/T817-2002《卧式水轮发电机检修技术规程》。
3.2《中华人民共和国电力工业部电业安全工作规程》(热力和机械部分-1994版)。
4 作业条件4.1.1工作人员需是专业从事水轮机机械部分检修人员。
4.1.3职责与权限;4.1.4水轮机部分的拆机由现场工作负责人负责,工作负责人依工作情况确定适当人数;4.1.5指定专人做好记录,确保记录真实、准确、工整;4.1.6对施工现场进行安全监护,做好安全防护标示。
5 作业准备5.1安全准备5.1.1工作负责人应填写《水轮机机械部分检修》工作票并由签发人签发后提前一天送达运行中控室;5.1.2工作负责人组织工作人员开展危险点分析,按要求做好现场安全措施;5.2工具、材料准备5.2.1拆卸水轮机的工具、材料准备;序号所需工具及材料数量1 活动扳手12寸2把2 呆扳手(24―27)2把3 梅花扳手(24―27)2把4 钢丝绳(200mm)2米5 专用扳手2把6 重力扳手1套7 油漆刷2把6 作业开始6.1拆机准备工作6.1.1工作负责人办理工作票许可,检查安全措施,交待工作范围,有疑问时应提出;6.1.2工作负责人、工作票签发人和工作许可人,分别在工作票上签名,许可开工。
工作票一式两份,一份留中控室,一份带到工作现场;6.1.3召开班前会,进行开工前“三交待”,并根据情况对工作任务进行具体分工。
6.1.4检查主阀是否关闭,旁通阀是否关闭。
检查尾水闸门是否关闭,打开尾水弯管上软铜管观察尾水水位在尾水锥以下。
6.2水轮机拆卸1)拆开尾水短管上补气管,尾水短管,尾水弯管,在尾水锥上加盖检修专用密封盖。
水轮发电机组A级检修技术及施工方案一、概述二、技术要点1.设备准备进行A级检修前,需要对设备进行准备工作。
包括停机检查、排空冰冻水、清理杂物等。
2.拆卸检查对水轮发电机组的重要部件进行拆卸检查,包括定子、转子、附件等。
检查磨损情况、裂纹、变形等缺陷,并进行记录。
3.清洗清理将拆卸下来的部件进行清洗清理,除去灰尘、污垢等。
尤其是定子和转子的绝缘层要进行专门的清理工作,确保其绝缘性能良好。
4.磨损修复对检查出来的磨损部位进行修复,包括磨平、磨削、补焊等处理措施。
确保设备在运行时能够更好地与其他部件协同工作。
5.隐患排查对水轮发电机组的电气系统进行隐患排查,包括绝缘性能、接线连接、开关的灵敏度等。
针对检查出来的问题及时进行修复,以确保设备安全运行。
6.润滑维护对润滑部件进行润滑维护,包括清洗润滑油、更换润滑油等。
确保润滑系统的正常运行,减少设备磨损和摩擦。
7.装配调试将清洗清理好的部件进行装配,并进行调试工作。
保证备件按照正确的方式连接,确保设备在运行时能够发挥最佳效能。
8.故障排除检测水轮发电机组是否存在故障,包括绝缘电阻、振动水平、温度升高等指标。
对检测出来的问题进行排除和修复,确保设备能够正常工作。
三、施工方案1.制定详细的施工计划,包括所有检修工作的具体内容、施工时间、人员安排等。
2.配备专业的工具和设备,确保施工过程中能够顺利进行。
例如吊装设备、清洗设备、检测设备等。
3.制定安全措施,确保施工人员的人身安全和设备的安全。
例如佩戴防护装备、设立安全围栏、使用安全工具等。
4.确定检修人员的技术要求,为检修人员提供相关的培训和指导。
确保他们掌握专业的技能,并能正确进行操作。
5.施工过程中要加强监督和检查,确保各项工作符合要求,不出现疏漏。
6.完工后要进行验收和测试,确保设备的各项指标符合要求,能够正常投入使用。
四、结论水轮发电机组A级检修技术及施工方案是保证设备运行正常、提高发电效率的重要步骤。
通过对设备的拆卸检查、清洗清理、磨损修复、隐患排查、润滑维护、装配调试和故障排除等工作,能够保持设备的良好状态,延长设备的使用寿命。
水轮机水导检修作业指导书(总10页)-本页仅作为预览文档封面,使用时请删除本页-编号:JX/×××天王沟水电站水轮机 (水导轴承)检修作业指导书甘电投大容公司1适用范围本作业指导书适用于天王沟水电站水轮机水导检修作业。
2检修前期准备工作准备工作安排仪器和工具2图纸资料GB8564——88 水轮发电机安装技术规范GB11120——89 水轮发电机安装技术规范GB/T10969_1996 水轮机通流部件技术条件3材料2.5人员标准43安全、技术、组织措施3.1安全措施技术措施56组织措施4 危险点分析5 检修程序5.1开工675.2检修项目和操作标准72水导轴承处理水导轴承分解后,应彻底清扫检查,瓦面合金应无脱壳,裂纹等情况,检查所打记号位置,记录组合垫片的厚度。
检查测绘轴瓦面受力磨损或研伤情况。
轴瓦按原来垫片重新把合,打入合缝面定位销后把紧,分上、中、下三处,每处测定轴承内径,对照分解前实测的间隙值和轴径尺寸,考察间隙值是否符合要求,一般都用加减合缝面垫片厚度的办法使间隙符合规定。
检查和处理水轮机轴径表面的毛刺、高点和锈污,修理时要用细油石水平方向顺轴表面研磨,再用清净毛毡研磨膏将轴表面磨光。
对轴瓦表面的修刮要修去划伤沟纹边缘高出部分,修去高点及硬点,对油花磨光连成一片的部位,要挑开挑匀。
水导冷却器进行~水压试验1小时,应无渗漏。
检查修理各把合螺丝及定位销钉,有损坏的要进行更换油面计应完好无损。
观察孔有机玻璃,如有模糊不清的,应换新的或用研磨膏擦亮。
水导轴承各部件刷耐油漆。
1水导瓦刮研检查:瓦面无磨损、毛刺、着力点均布,每平方厘米1~2个点,占全瓦面的85%,油路畅通无杂物。
2水导瓦直径测定:水导瓦与轴径总间隙在~范围内,测量误差为椭圆度及上下端总间隙之差均不大于实测平均总间隙的10%3水导瓦修刮水导瓦是抛物面瓦,无须刮研瓦面,只要修刮毛刺、高点即可。
轴瓦的组合,组合面应严密,塞尺不应通过,对口垫,无凸出,合金面无错牙,外把合面无错牙,销钉、螺栓可靠紧固。

混流式水轮发电机组上下机架A级检修作业指导书I目次1 目的 (1)2 范围 (1)3 规范性引用文件 (1)4 检修工作内容 (1)5 检修作业工序、工艺卡 (2)5.1 修前各部振动、摆度测量 (2)5.2 修前下机架扰度测量 (5)5.3 上机架中心、高程、水平测量 (8)5.4 上机架拆除 (12)5.5 上机架吊出机坑 (16)5.6 上机架检查处理 (19)5.7 上机架吊装 (23)5.8 上机架吊装后检查 (26)5.9 下机架中心、高程、水平测量 (30)5.10 下机架拆除 (33)5.11 下机架吊出机坑 (37)5.12 下机架检查处理 (40)5.13 下机架吊装 (44)5.14 下机架吊装后检查 (47)5.15 修后下机架扰度测量 (50)6 上、下机架A级检修让步验收单 (53)7 上、下机架A级检修完工报告单 (53)8 上、下机架A级检修作业指导书修订记录表 (53)附录A (资料性附录)上、下机架A级检修作业流程图 (54)附录B (资料性附录)上、下机架A级检修让步验收单 (55)附录C (资料性附录)上、下机架A级检修完工报告单 (56)附录D (资料性附录)上、下机架A级检修作业指导书修订记录表 (58)I I×号机组上、下机架A级检修作业指导书1 目的为规范×号机组上、下机架A级检修作业行为,保证上、下机架检修符合工艺质量和文明生产管理的要求,确保上、下机架A级检修工作能安全、可靠地完成,编制该作业指导书。
为所有参加本项目的工作人员,质检人员确定必须遵循的质量保证程序。
2 范围本指导书适用于混流式水轮发电机组(700MW)上、下机架A级检修工作。
3 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 8564 水轮发电机组安装技术规范GB 26164.1 电业安全工作规程第1部分:热力和机械GB 26860 电力安全工作规程SF700-56/16090 上机架装配4 检修工作内容机组上、下机架A级检修作业修前各部振动、摆度测量、修前下机架扰度测量、上机架中心测量等19项作业,作业流程见附录A,作业内容见表1。
灯泡贯流式水轮发电机组发电机定子A级检修作业指导书目次1 目的 (2)2 范围 (2)3 规范性引用文件 (2)4 检修工作内容 (2)5 检修作业工艺、工艺卡 (3)6 发电机定子A级检修作业流程图 (39)7 让步验收单 (39)8 完工报告 (39)9 发电机定子A级检修作业指导书修订记录表 (39)附录A (资料性附录)发电机定子A级检修作业流程图 (40)附录B (资料性附录)让步验收单 (41)附录C (资料性附录)发电机定子A级检修完工报告单 (42)附录D (资料性附录)发电定子A级检修作业指导书修订意见表 (44)灯泡贯流式机组发电机定子A级检修作业指导书1 目的为规范灯泡贯流式机组发电机定子A级检修作业行为,保证灯泡贯流式机组发电机定子A 级检修符合工艺质量和文明生产管理的要求,确保灯泡贯流式机组发电机定子A级检修工作能安全、可靠地完成。
为所有参加本项目的工作人员,质检人员确定必须遵循的质量保证程序。
2 范围本检修作业指导书规定了灯泡贯流式机组发电机定子A 级检修项目、工序及质量标准等。
本检修作业指导书适用于灯泡贯流式机组发电机定子A 级检修现场检修及验收工作。
3 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 26164.1 电业安全工作规程GB/T 8564 水轮发电机组安装技术规范DL/T 838 发电企业设备检修导则DL/T 5038 灯泡体贯流式水轮发电机组安装工艺规程QCDT 207.0005 水力发电机组A级检修管理导则(试行)百龙滩电厂发电机安装手册(富士电机)4 检修工作内容机组发电机定子拆除前空气间隙测量、定子拆除吊出机坑、定子在安装间水平调整及定子圆度检查等9项作业,作业流程见附录A,作业内容见表1。
表1 发电机定子A级检修工作内容5 检修作业工艺、工艺卡“一人一帽一档案”编号人员签字工作负责人:检修单位:监理:业主:四、准备工作(W1)1.□作业文件准备,工具、材料及各备品配件清点、检查及检验。
水轮发电机组作业指导书
一、发电机作业指导书
目录
1 准备阶段 (5)
1.1工作安排 (5)
1.2危险点分析及安全控制措施 (6)
2 作业阶段 (9)
3 工作结束 (10)
附件1 主要工器具 (11)
附件2 主要材料 (13)
1准备阶段1.1工作安排
1.2危险点分析及安全控制措施
2 作业阶段
3 工作结束
附件1:主要工器具
附件2:主要材料
二、水轮机作业指导书
目录
1 准备阶段 (18)
1.1工作安排 (18)
1.2危险点分析及安全控制措施 (19)
2 作业阶段 (22)
3 工作结束 (23)
附件1 主要工器具 (24)
附件2 主要材料 (26)
1准备阶段
1.1工作安排
1.2危险点分析及安全控制措施
2 作业阶段
3 工作结束
附件1:主要工器具
附件2:主要材料
三、调速器作业指导书
目录
1 准备阶段 (31)
1.1工作安排 (31)
1.2危险点分析及安全控制措施 (32)
2 作业阶段 (35)
3 工作结束 (36)
附件1 主要工器具 (37)
附件2 主要材料 (39)
1准备阶段1.1工作安排
1.2危险点分析及安全控制措施
2 作业阶段
3 工作结束
附件1:主要工器具
准备人:回收人:年月日
以上工器具以实际需要增加或减少。
附件2:主要材料
准备人:回收人:年月日
以上材料以实际需要增加或减少。

发电机检修作业指导书引言:概述:正文:一、检修前的准备工作1.了解发电机的基本原理和结构2.熟悉发电机的使用说明书和维修手册3.准备必要的工具和设备4.检查发电机的运行记录和故障记录5.制定检修计划和安全计划二、机械结构的检修1.检查发电机外观,清洁发电机表面2.检查发电机的支承结构和联轴器的磨损情况3.检查发电机的轴承和密封件4.检查发电机的转子和定子绕组5.检查机械连接件和紧固件的松动情况三、电气元件的检修1.检查发电机的电气接线是否松动2.检查发电机的绝缘状况和绝缘电阻3.检查发电机的电刷和电刷摩擦面4.检查继电器、保护器和控制电路的工作状态5.检查电气控制盘和仪表的工作情况四、冷却系统的检修1.检查冷却风扇和风叶的清洁情况2.清洗并更换冷却系统的滤网和滤芯3.检查发电机的冷却水位和冷却液温度4.检查冷却系统的泵和管路是否正常5.检查冷却半径和冷却效果是否符合要求五、检修后的维护措施1.制定发电机的维护计划和运行监测措施2.建立发电机的故障诊断和排除机制3.定期检查和更换发电机的易损件和润滑油4.做好发电机的防腐保养工作5.做好发电机的备件储备和设备更新计划总结:发电机检修是确保发电机正常运行和延长其使用寿命的重要措施。
通过对发电机的机械结构、电气元件和冷却系统进行全面的检查和维护,可以提前发现问题并及时进行处理。
同时,制定合理的维护计划和监测措施,做好备件储备和设备更新工作,可以保证发电机的持久稳定运行。
只有在定期检修和维护的基础上,发电机才能发挥其最佳效能,为人们的生产和生活提供可靠的电力支持。
发电机机械部分A级检修报告1.定子1)上部齿压板及其调整螺栓检查用扳手检查各紧固螺丝,无松动异常,检查各焊缝,无裂纹、破损。
2)各部清扫检查用破布、专用电机清洗剂将定子端部各部清扫干净,用电机清洗剂、破布将线棒及上部齿压板接缝处清理干净。
3)消防管道及喷嘴检查检查消防管道以及喷嘴无堵塞,管道各处无裂纹以及损伤。
4)定子铁芯松动情况检查检查定子铁芯紧固,各部没有松动的现象。
5)定子所有紧固螺栓检查及处理检查定子所有紧固螺栓,无松动,机组在进行过速试验后再次检查定子螺栓,螺栓紧固无松动。
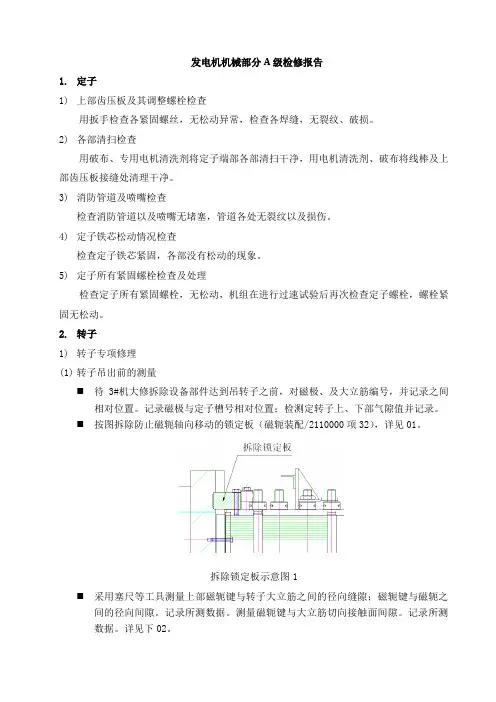
2.转子1)转子专项修理(1)转子吊出前的测量⏹待3#机大修拆除设备部件达到吊转子之前,对磁极、及大立筋编号,并记录之间相对位置。
记录磁极与定子槽号相对位置;检测定转子上、下部气隙值并记录。
⏹按图拆除防止磁轭轴向移动的锁定板(磁轭装配/2110000项32),详见01。
拆除锁定板示意图1⏹采用塞尺等工具测量上部磁轭键与转子大立筋之间的径向缝隙;磁轭键与磁轭之间的径向间隙。
记录所测数据。
测量磁轭键与大立筋切向接触面间隙。
记录所测数据。
详见下02。
磁轭键与大立筋、磁轭各部间隙测量示意图2(2)转子吊出机坑放置在安装间⏹在安装间布置转子中心体组装圆筒支架,放置楔子板并调整至厂家和规范要求内,并将支撑1按设计位置摆放。
详见下03。
预埋基础板连接螺栓平台支撑架,16套M叠片平台磁轭支撑架,4套详图M套管连接转子测圆架,业主提供转子专项检修工装布置示意图3⏹待转子吊出前的各项测量完毕,拆除联轴螺栓,将其吊出机坑按设计方位放置在转子组装工位处的支架及支墩上。
⏹测量调整转子中心体的水平、中心直到满足规范要求。
(3)转子测圆架安装在转子中心体的顶部安装中心柱测圆架,详见下04。
调整测圆架水平和中心满足要求。
转子测圆架安装示意图4(4)转子外径测量测量转子外径,每个磁极都要测,轴向上中下三点。
详见下05。
检查磁极的同心度、圆度、垂直度、半径、中心高程,所有磁极中心线的平均高程,并作好记录。
机组 A 级检修作业指导书格式Q/CDT-LYCP1企业标准Q/CDT-LYCP 106001—2019编号 :SOP-2019-05A-**-***5 号机组 A 级检修作业指导书作业项目:作业日期:批准:审核:初审:编制:2019-05-30 发布2019-09-01 实施1发布目次1范围⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯×2本指导书涉及的资料和图纸⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯×3安全措施⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯×4备品备件清单⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯×5现场准备及工具⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯×6检修工序及质量标准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯×7检修记录⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯×8设备试运、调试、试验⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯×9不符合项通知单(可选)⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯×10完工报告单⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯×11质量签证单⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯××××××检修作业指导书1范围××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××××。
省金湖电力有限责任公司企业标准水轮发电机组检修测试规程(机械部分)Q/FJKD11201-2001 1 总则1.1 水轮发电机组的检修,是提高设备健康水平,保证安全、满发。
经济运行的重要措施。
检修工作必须坚决贯彻执行电力生产“安全第一”、“质量第一”的方针,坚持计划检修,切实做到应修必修,修必修好,使设备经常处于良好状态。
1.2 检修工作由生产副厂长或总工程师统一组织指挥,各部门、班组应按责分工,密切配合进行检修。
检修工作要贯彻挖潜、革新、改造的方针,努力做到检修工作安全好、质量好、工效高、用料省、多发电,不断采用新技术、新工艺、努力创造检修水平。
1.3 检修工作要坚持“二票三制”制度。
1.4 本规程经生产副厂长或总工程师批准后实施。
2 检修管理工作2.1 检修工作的一般注意事项:2.1.1 检修工作人员必须遵守有关安全规程和质量标准要求,在检修工作中确保人身和设备安全。
2.1.2 检修工作必须有明确的工作负责人和监护人,开工前,由工作负责人办理合格的工作票,检修人员必须协助运行人员,依照工作票拟定的安全措施逐一检查落实。
安全措施有不当之处,运行人员有权说明或更正,最后经运行值班人员签字同意后,方可开工。
2.1.3检修中应搞好班组之间、人员之间的团结协作,端正劳动态度和发挥工人阶________________________________________________________________________ 省金湖电力有限责任公司发布实施•112- 1•Q/FJKD11201-2001________________________________________________________________________ 级的主人翁精神。
2.1.4 检修中应认真做好下列工作:2.1.4.1 检查、预诊设备缺陷及技术状况的变化情况。
2.1.4.2 做好技术管理工作,随时做好测绘图纸及各项技术数据、工时、材料消耗的原始数据。