车铣复合PPT课件
- 格式:ppt
- 大小:6.49 MB
- 文档页数:9
航空产品零件突出表现为多品种、小批量、工艺过程复杂,并且广泛采用整体薄壁结构和难加工材料,因此制造过程中普遍存在制造周期长、材料切除量大、加工效率低及加工变形严重等瓶颈。
为了提高航空复杂产品的加工效率和加工精度,工艺人员一直在寻求更为精密的加工工艺方法。
车铣复合机床加工设备的出现为提高航空零件的加工精度和效率提供了一种有效解决方案。
车铣复合加工中心(Turning- Milling-Compound-MachiningCenter)是在一台机床上集约了包括车床、铣床一并加工的场所。
车铣复合加工中心的出现为提高航空零件的加工精度和效率提供了一种有效的解决方案,对一个国家的航空航天、军事、科研、精密器械及高精医疗设备等行业有着举足轻重的影响力。
1航空制造车铣复合加工应用现状目前,车铣复合联动数控加工中心及系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子及大型柴油机曲轴等加工最高效的手段。
车铣复合联动加工中心有高效率、高精度的特点,工件一次装夹就可完成复杂的加工,能够适应如汽车零部件、飞机结构件等现代模具的加工。
车铣复合加工中心和五面体加工中心有很大区别。
车铣复合加工中心有x、y、z、a、c五个轴,x、y、z轴和a、c轴形成车铣复合联动加工,擅长空间曲面加工、异形加工、镂空加工、打孔、斜孔及斜切等。
而“五面体加工中心”则是类似于三轴加工中心,只是其可以同时做五个面,但是无法做异形加工、打斜孔及切割斜面等。
典型案例如大隈车铣复合系列拳头产品MULTUS B300Ⅱ(见图1),一直受到非常高的评价,该装备采用Thermo-Friendly Concept(热亲和概念),确保了其稳定的加工精度,搭载Collision Avoidance System(防撞击系统)实现了放心操作。
通过车铣复合实现从毛坯到成品一次装夹完成全部车、铣、钻、攻螺纹及深镗孔等多种工序的集成粗精加工。
图1 大隈MUlTUS B300Ⅱ车铣复合加工机床复合化是机床发展的重要方向之一。
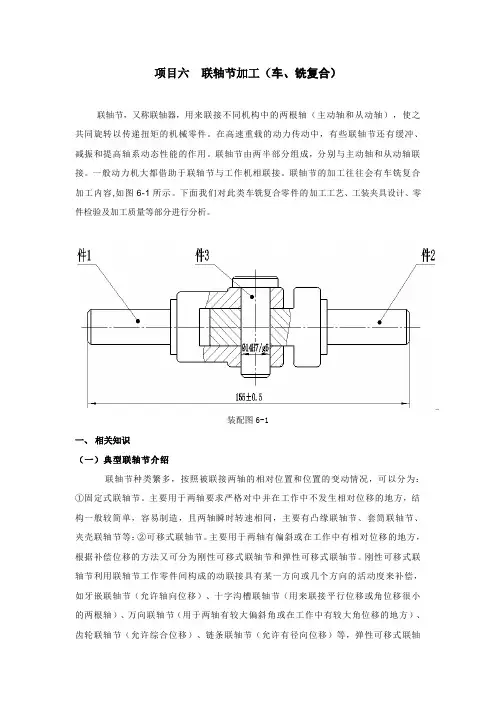
项目六联轴节加工(车、铣复合)联轴节,又称联轴器,用来联接不同机构中的两根轴(主动轴和从动轴),使之共同旋转以传递扭矩的机械零件。
在高速重载的动力传动中,有些联轴节还有缓冲、减振和提高轴系动态性能的作用。
联轴节由两半部分组成,分别与主动轴和从动轴联接。
一般动力机大都借助于联轴节与工作机相联接。
联轴节的加工往往会有车铣复合加工内容,如图6-1所示。
下面我们对此类车铣复合零件的加工工艺、工装夹具设计、零件检验及加工质量等部分进行分析。
装配图6-1一、相关知识(一)典型联轴节介绍联轴节种类繁多,按照被联接两轴的相对位置和位置的变动情况,可以分为:①固定式联轴节。
主要用于两轴要求严格对中并在工作中不发生相对位移的地方,结构一般较简单,容易制造,且两轴瞬时转速相同,主要有凸缘联轴节、套筒联轴节、夹壳联轴节等;②可移式联轴节。
主要用于两轴有偏斜或在工作中有相对位移的地方,根据补偿位移的方法又可分为刚性可移式联轴节和弹性可移式联轴节。
刚性可移式联轴节利用联轴节工作零件间构成的动联接具有某一方向或几个方向的活动度来补偿,如牙嵌联轴节(允许轴向位移)、十字沟槽联轴节(用来联接平行位移或角位移很小的两根轴)、万向联轴节(用于两轴有较大偏斜角或在工作中有较大角位移的地方)、齿轮联轴节(允许综合位移)、链条联轴节(允许有径向位移)等,弹性可移式联轴节(简称弹性联轴节)利用弹性元件的弹性变形来补偿两轴的偏斜和位移,同时弹性元件也具有缓冲和减振性能,如蛇形弹簧联轴节、径向多层板簧联轴节、弹性圈栓销联轴节、尼龙栓销联轴节、橡胶套筒联轴节等。
联轴节有些已经标准化。
选择时先应根据工作要求选定合适的类型,然后按照轴的直径计算扭矩和转速,再从有关手册中查出适用的型号,最后对某些关键零件作必要的验算。
1、联轴节的类型与特点联轴节类型常用的精密联轴节有:弹性联轴节、膜片联轴节、波纹管联轴节、滑块联轴节、梅花联轴节、刚性联轴节及万向联轴节等。