最全归总--孔轴极限偏差
- 格式:xls
- 大小:77.00 KB
- 文档页数:29
![2.标准公差值及孔和轴的极限偏差值[001]](https://uimg.taocdn.com/000a525c7e21af45b307a887.webp)
公差与配合
1.基本偏差系列及配合种类
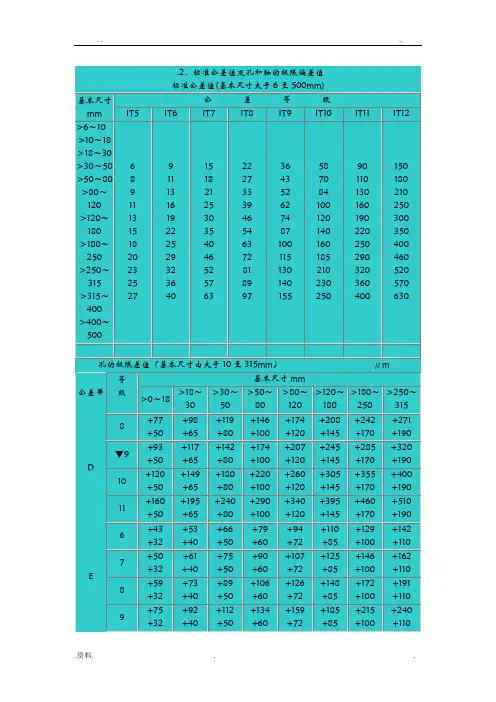
.2.标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)
孔的极限差值(基本尺寸由大于10至315mm)μm
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
圆度和圆柱度公差 μm 主参数d(D)图例
直线度和平面度公差μm 主参数L 图例
平行度、垂直度和倾斜度公差μm
主参数L、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良μm
主参数d(D)、B 、L 图例
表面粗糙度
表面粗糙度Ra 值的应用范围
光洁度(旧国标)为▽5,Ra的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,Ra的最大允许值取
3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。

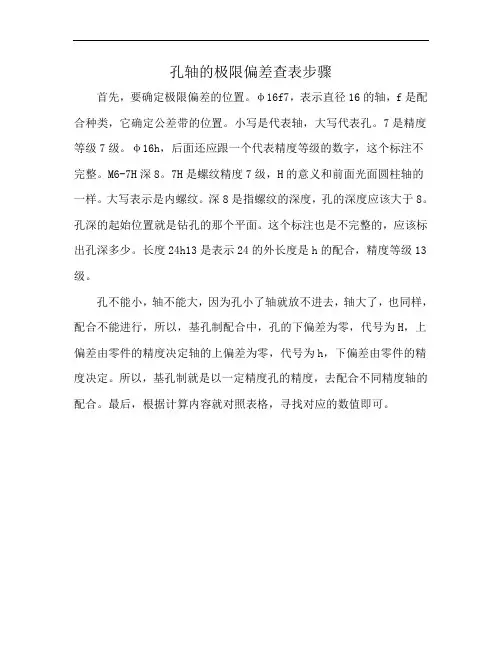
孔轴的极限偏差查表步骤
首先,要确定极限偏差的位置。
φ16f7,表示直径16的轴,f是配合种类,它确定公差带的位置。
小写是代表轴,大写代表孔。
7是精度等级7级。
φ16h,后面还应跟一个代表精度等级的数字,这个标注不完整。
M6-7H深8。
7H是螺纹精度7级,H的意义和前面光面圆柱轴的一样。
大写表示是内螺纹。
深8是指螺纹的深度,孔的深度应该大于8。
孔深的起始位置就是钻孔的那个平面。
这个标注也是不完整的,应该标出孔深多少。
长度24h13是表示24的外长度是h的配合,精度等级13级。
孔不能小,轴不能大,因为孔小了轴就放不进去,轴大了,也同样,配合不能进行,所以,基孔制配合中,孔的下偏差为零,代号为H,上偏差由零件的精度决定轴的上偏差为零,代号为h,下偏差由零件的精度决定。
所以,基孔制就是以一定精度孔的精度,去配合不同精度轴的配合。
最后,根据计算内容就对照表格,寻找对应的数值即可。
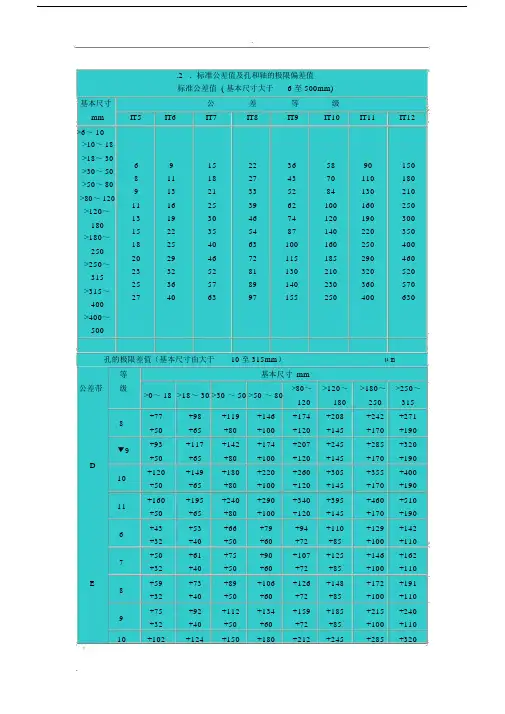
.2.标准公差值及孔和轴的极限偏差值标准公差值 ( 基本尺寸大于 6 至 500mm)基本尺寸公差等级mm IT5IT6IT7IT8IT9IT10IT11IT12 >6~ 10>10~ 18>18~ 30691522365890150 >30~ 5081118274370110180 >50~ 8091321335284130210 >80~ 1201116253962100160250 >120~1319304674120190300 1801522355487140220350 >180~18254063100160250400 25020294672115185290460 >250~23325281130210320520 31525365789140230360570 >315~27406397155250400630 400>400~500孔的极限差值(基本尺寸由大于10 至 315mm)μm 等基本尺寸 mm公差带级>0~ 18>18~ 30 >30 ~ 50 >50 ~ 80>80~>120~>180~>250~1201802503158+77+98+119+146+174+208+242+271 +50+65+80+100+120+145+170+190▼9+93+117+142+174+207+245+285+320 +50+65+80+100+120+145+170+190D+120+149+180+220+260+305+355+400 10+50+65+80+100+120+145+170+19011+160+195+240+290+340+395+460+510 +50+65+80+100+120+145+170+1906+43+53+66+79+94+110+129+142 +32+40+50+60+72+85+100+1107+50+61+75+90+107+125+146+162 +32+40+50+60+72+85+100+110E8+59+73+89+106+126+148+172+191 +32+40+50+60+72+85+100+1109+75+92+112+134+159+185+215+240 +32+40+50+60+72+85+100+11010+102+124+150+180+212+245+285+320+32 +40 +50 +60 +72 +85 +100 +110+27 +33 +41 +49 +58 +68 +79 +886 +20 +25 +30 +36 +43 +50 +56 +16+34 +41 +50 +60 +71 +83 +96 +1087+20 +25 +30 +36 +43 +50 +56 F+16 +43 +53 +64 +76 +90 +106 +122 +137▼8+20 +25 +30 +36 +43 +50 +56 +16+59 +72 +87 +104 +123 +143 +165 +1869+20 +25 +30 +36 +43 +50 +56 +16+11 +13 +16 +19 +22 +25 +29 +3260 0 0 0 0 0 0 0+18 +21 +25 +30 +35 +40 +46 +52 H▼70 0 0 0 0 0 0 0+27 +33 +39 +46 +54 +63 +72 +81▼80 0 0 0 0 0 0 0+43 +52 +62 +74 +87 +100 +115 +130▼90 0 0 0 0 0 0 0+70 +84 +100 +120 +140 +160 +185 +210100 0 0 0 0 0 0 0+110 +130 +160 +190 +220 +250 +290 +320▼110 0 0 0 0 0 0 0+2 +2 +3 +4 +4 +4 +5 +56- 11 - 13 - 15 - 18 - 21 - 24 - 27- 9 K+6 +6 +7 +9 +10 +12 +13 +16 ▼7 - 15 - 18 - 21 - 25 - 28 - 33 - 36 - 12+8 +10 +12 +14 +16 +20 +22 +258 - 23 - 27 - 32 - 38 - 43 - 50 - 56 - 19- 9 - 11 - 12 - 14 - 16 - 20 - 22 - 256- 28 - 24 - 33 - 38 - 45 - 51 - 57- 20 N- 5 - 7 - 8 - 9 - 10 - 12 - 14 - 14 ▼7- 28 - 33 - 39 - 45 - 52 - 60 - 66 - 23- 3 - 3 - 3 - 4 - 4 - 4 - 5 - 58- 36 - 42 - 50 - 58 - 67 - 77 - 86 - 30- 15 - 18 - 21 - 26 - 30 - 36 - 41 - 476- 31 - 37 - 45 - 52 - 61 - 70 - 79 P- 26 - 11 - 14 - 17 - 21 - 24 - 28- 33- 36▼7- 35- 42- 51- 59- 68- 79- 88- 29 轴的极限偏差(基本尺寸由于大于 10 至 315mm )等 基本尺寸 mm公差带级>80~ >120~ >180~>250~ 315>10~ 18 >18 ~ 30 >30~ 50 >50~ 80120180 250d6-- 65 - 80- 100- 120- 145- 170- 19050- 78 - 96- 119- 142- 170- 199- 222-617-- 65 - 80- 100- 120- 145- 170- 19050- 86 - 105- 130- 155- 185- 216- 242-688-- 65 - 80- 100- 120- 145- 170- 19050- 98 - 119- 146- 174- 208- 242- 271-77▼9-- 65 - 80- 100- 120- 145- 170- 19050-- 142- 174- 207- 245- 285- 320-1179310-- 65 - 80- 100- 120- 145- 170- 19050-- 180- 220- 260- 305- 355- 400-149120f▼7-- 20- 25- 30- 36- 43- 50- 5616- 41- 50- 60- 71- 83- 96- 108-348-- 20- 25- 30- 36- 43- 50- 5616- 53- 64- 76- 90- 106- 122- 137-439-- 20- 25- 30- 36- 43- 50- 5616- 72- 87- 104- 123- 143- 165- 186-59g5- 6 - 7- 9- 10- 12- 14- 15- 17-- 16- 20- 23- 27- 32- 35- 4014▼6- 6 - 7- 9- 10- 12- 14- 15- 17-- 20- 25- 29- 34- 39- 44- 49177- 6 - 7- 9- 10- 12- 14- 15- 17-- 28- 34- 40- 47- 54- 61- 6924h500000000— 8— 9— 11— 13— 15— 18— 20— 230000000▼6 — 1— 32— 13— 16— 19— 22— 25— 2910000000▼7 — 1— 52— 21— 25— 30— 35— 40— 46800000008— 2— 81— 33— 39— 46— 54— 63— 7270000000▼9 — 4— 130— 52— 62— 74— 87— 100— 1153K+9+11+13+15+18+21+24+275+4 +1+2+2+2+3+3+4+12+15+18+21+25+28+33+36▼6+4 +1+2+2+2+3+3+3+19+23+27+32+38+43+50+567+4 +1+2+2+2+3+3+4M+15+17+20+24+28+33+37+435+20 +7+8+9+11+13+15+17+18+21+25+30+35+40+46+526+20 +7+8+9+11+13+15+17+25+29+34+41+48+55+63+727+20 +7+8+9+11+13+15+17N+20+24+28+33+38+45+51+575+34 +12+15+17+22+23+27+31+23+28+33+39+45+52+60+66▼6+34 +12+15+17+20+23+27+31+30+36+42+50+58+67+77+867+34 +12+15+17+20+23+27+31p5+26 +31+37+45+52+61+70+79+18 +22+26+32+37+43+50+56+29+35+42+51+59+68+79+88+56▼6+22+26+32+37+43+50+18+36+43+51+62+72+83+96+108 +567+22+26+32+37+43+50+18注:标注▼者为优先公差等级,应优先选用。
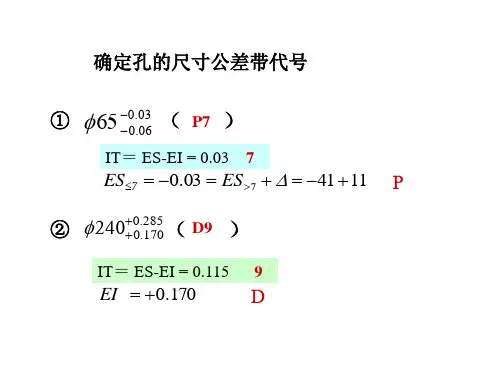
标准公差等级和孔轴极限偏差
标准公差等级和孔轴极限偏差是机械加工中非常重要的概念。
标准公差等级是用来确定公差带大小的等级制度,而孔轴极限偏差则是用来确定孔和轴的尺寸变动范围的界限值。
标准公差等级分为20个等级,从IT01到IT18,数字越大,公差等级越低,即尺寸精度逐渐降低。
这些等级用于确定公差带的大小,即允许尺寸的变动范围。
标准公差是基本尺寸的函数,可以根据基本尺寸计算出来。
孔和轴的极限偏差包括上极限偏差和下极限偏差,它们是以基本尺寸为基数来确定。
上偏差=最大极限尺寸-基本尺寸,下偏差=最小极限尺寸-基本尺寸。
这些偏差用于确定孔和轴的实际尺寸变动范围。
在标注时,上偏差代号为ES、下偏差代号为EI(孔)以及es、ei(轴)。
总的来说,标准公差等级和孔轴极限偏差是机械加工中为了确保零件的尺寸精度和质量而规定的重要参数。
公差与配合:一文搞定极限和孔轴配合的相关知识嘿,朋友!咱们今天来聊聊公差与配合这档子事儿,特别是极限和孔轴配合的那些知识,保证让您一文搞懂!您想想,这世界上的东西,哪能个个都做得严丝合缝、分毫不差呀?就像咱做衣服,总不能每件都量体裁衣,那得多费劲!公差这玩意儿,就是给制造过程留了点儿余地。
极限呢,就好比是个边界线。
超过这个线,那可就不行啦!比如说,您规定一个零件的长度极限是 10 厘米,多一毫米少一毫米都不行,这就是极限的威力。
再说说孔轴配合,这就像是两个人跳舞,得配合得恰到好处。
孔太大,轴在里面晃悠,能行吗?孔太小,轴根本插不进去,那不是白搭?咱们生活中其实到处都有孔轴配合的例子。
就像您骑的自行车,那车轮和车轴之间的配合,要是不合适,您还能骑得顺溜?公差的设定那可得讲究。
设小了,制造难度大,成本高;设大了,质量又没保障。
这就像做菜放盐,放少了没味道,放多了齁得慌。
孔轴配合也分好几种情况。
有间隙配合,就像宽松的伙伴,自由自在;有过盈配合,紧紧相拥,不离不弃;还有过渡配合,时松时紧,捉摸不定。
您要是搞机械制造的,不把这公差与配合弄明白,那可就麻烦大啦!生产出来的零件不合要求,一堆废品,这不是浪费资源又耽误事儿吗?要想掌握好极限和孔轴配合的知识,得多实践,多琢磨。
不能光纸上谈兵,得亲手操作,感受感受其中的门道。
您说,要是这世界上没有公差与配合的概念,那得乱成啥样?汽车零件装不上,飞机发动机转不动,那可就糟了不是?所以啊,朋友们,好好研究公差与配合,让咱们制造的东西都精精细细、稳稳当当的!这极限和孔轴配合的知识,您可一定要拿下!。
p5+26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56 ▼6+29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+56 7+36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm主参数d(D)图例公差等级主参数d(D)mm应用举例>6~10>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315>315~400>400~5005 1.5 2 2.5 2.5 3 4 5 7 8 9 10 安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
6 2.5 3 4 4 5 6 8 10 12 13 157 4 5 6 7 8 10 12 14 16 18 20 千斤顶或压力油缸的活塞,水泵及减速器的轴8 6 8 9 11 13 15 18 20 23 25 27颈,液压传动系统的分配机构9 9 11 13 16 19 22 25 29 32 36 40 起重机、卷扬机用滑动轴承等10 15 18 21 25 30 35 40 46 52 57 63直线度和平面度公差μm主参数L图例公差等级主要参数L mm应用举例≤1>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 2 2.5 3 4 56 8 10 12 15 普通精度的机床导轨6 3 4 5 6 8 10 12 15 20 257 5 6 8 10 12 15 20 25 30 40 轴承体的支承面,减速器的壳体,轴系支承轴承的接合面8 8 10 12 15 20 25 30 40 50 609 12 15 20 25 30 40 50 60 80 100 辅助机构及手动机械的支承面,液压管件和法兰的连接面10 20 25 30 40 50 60 80 100 120 150平行度、垂直度和倾斜度公差μm主参数L、d (D)图例公差等级主参数L、d(D)mm应用举例≤10>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 56 8 10 12 15 20 25 30 40垂直度用于发动机的轴和离合器的凸缘,装D、E级轴承和装C、D级轴承之箱体的凸肩6 8 10 12 15 20 25 30 40 50 60平行度用于中等精度钻模的工作面,7~10级精度齿轮传动壳体孔的中心线7 12 15 20 25 30 40 50 60 80 100垂直度用于装F、G级轴承之壳体孔的轴线,按h6与g6连接的锥形轴减速机的机体孔中心线8 20 25 30 40 50 60 80 100 120 150平行度用于重型机械轴承盖的端面、手动传动装置中的传动轴同轴度、对称度、圆跳动和全跳动公差确良μm主参数d(D)、B、L图例公差等级主参数d(D)、B、Lmm应用举例>3~6 >6~10>10~18>18~30>30~50>50~120>120~250>250~5005 3 4 56 8 10 12 15 6和7级精度齿轮轴的配合面,较高精度的快速轴,较高精度机床的轴套6 5 6 8 10 12 15 20 257 8 10 12 15 20 25 30 40 8和9级精度齿轮轴的配合面,普通精度高速轴(100r/min以下),长度在1m以下的主传动轴,起重运输机的鼓轮配合孔和导轮的滚动面M 12 15 20 25 30 40 50 60表面粗糙度表面粗糙度R a值的应用围粗糙度代号光洁度代号表面形状、特征加工方法应用围ⅠⅡ除净毛刺铸、锻、冲压、热轧、冷轧用于保持原供应状况的表面微见刀痕粗车,刨,立铣,平铣,钻毛坯粗加工后的表面可见加工痕迹车,镗,刨,钻,平铣,立铣,锉,粗铰,磨,铣齿比较精确的粗加工表面,如车端面、倒角微见加工痕迹车,镗,刨,铣,刮1~2点/cm2,拉,磨,锉滚压,铣齿不重要零件的非结合面,如轴、盖的端面,倒角,齿轮及皮带轮的侧面、平键及键槽的上下面,轴或孔的退刀槽看不见加工痕迹车,镗,刨,铣,铰,拉,磨,滚压,铣齿,刮1~2点/cm2IT12级公差的零件的结合面,如盖板、套筒等与其它零件联接但不形成配合的表面,齿轮的非工作面,键与键槽的工作面,轴与毡圈的摩擦面可辨加工痕迹的方向车,镗,拉,磨,立铣,铰,滚压,刮3~10点/cm2IT8~IT12级公差的零件的结合面,如皮带轮的工作面,普通精度齿轮的齿面,与低精度滚动轴承相配合的箱体孔微辨加工痕迹的方向铰,磨,镗,拉,滚压,刮3~10点/cm2IT6~IT8厅级公差的零件的结合面;与齿轮、蜗轮、套筒等的配合面;与高精度滚动轴承相配合的轴颈;7级精度大小齿轮的工作面;滑动轴承轴瓦的工作面;7~8 级精度蜗杆的齿面不可辨加工痕迹的方向布轮磨,磨,研磨,超级加工IT5、IT6级公差的零件的结合面,与C级精度滚动轴承配合的轴颈;3、4、5级精度齿轮的工作面暗光泽面超级加工仪器导轨表面;要求密封的液压传动的工作面;塞的外表面;活汽缸的表面注:1. 粗糙度代号I为第一种过渡方式。
+18 +22 +26 +32 +37 +43 +50 +56▼6+29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+567 +36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm主参数d(D)图例公差等级主参数d(D) mm应用举例>6~10>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315>315~400>400~5005 1.5 2 2.5 2.5 3 4 5 7 8 9 10 安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
6 2.5 3 4 4 5 6 8 10 12 13 157 4 5 6 7 8 10 12 14 16 18 20 千斤顶或压力油缸的活塞,水泵及减速器的轴颈,液压传8 6 8 9 11 13 15 18 20 23 25 27动系统的分配机构9 9 11 13 16 19 22 25 29 32 36 40 起重机、卷扬机用滑动轴承等10 15 18 21 25 30 35 40 46 52 57 63直线度和平面度公差μm主参数L图例公差等级主要参数L mm应用举例≤1>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 2 2.5 3 4 56 8 10 12 15 普通精度的机床导轨6 3 4 5 6 8 10 12 15 20 257 5 6 8 10 12 15 20 25 30 40 轴承体的支承面,减速器的壳体,轴系支承轴承的接合面8 8 10 12 15 20 25 30 40 50 609 12 15 20 25 30 40 50 60 80 100 辅助机构及手动机械的支承面,液压管件和法兰的连接面10 20 25 30 40 50 60 80 100 120 150平行度、垂直度和倾斜度公差μm主参数L、d (D)图例公差等级主参数L、d(D) mm应用举例≤10>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 56 8 10 12 15 20 25 30 40垂直度用于发动机的轴和离合器的凸缘,装D、E级轴承和装C、D级轴承之箱体的凸肩6 8 10 12 15 20 25 30 40 50 60平行度用于中等精度钻模的工作面,7~10级精度齿轮传动壳体孔的中心线7 12 15 20 25 30 40 50 60 80 100垂直度用于装F、G级轴承之壳体孔的轴线,按h6与g6连接的锥形轴减速机的机体孔中心线8 20 25 30 40 50 60 80 100 120 150平行度用于重型机械轴承盖的端面、手动传动装置中的传动轴同轴度、对称度、圆跳动和全跳动公差确良μm主参数d(D)、B、L图例公差等级主参数d(D)、B、Lmm应用举例>3~6 >6~10>10~18>18~30>30~50>50~120>120~250>250~5005 3 4 56 8 10 12 15 6和7级精度齿轮轴的配合面,较高精度的快速轴,较高精度机床的轴套6 5 6 8 10 12 15 20 257 8 10 12 15 20 25 30 40 8和9级精度齿轮轴的配合面,普通精度高速轴(100r/min以下),长度在1m以下的主传动轴,起重运输机的鼓轮配合孔和导轮的滚动面M 12 15 20 25 30 40 50 60表面粗糙度表面粗糙度R a值的应用围粗糙度代号光洁度代号表面形状、特征加工方法应用围ⅠⅡ除净毛刺铸、锻、冲压、热轧、冷轧用于保持原供应状况的表面微见刀痕粗车,刨,立铣,平铣,钻毛坯粗加工后的表面可见加工痕迹车,镗,刨,钻,平铣,立铣,锉,粗铰,磨,铣齿比较精确的粗加工表面,如车端面、倒角微见加工痕迹车,镗,刨,铣,刮1~2点/cm2,拉,磨,锉滚压,铣齿不重要零件的非结合面,如轴、盖的端面,倒角,齿轮及皮带轮的侧面、平键及键槽的上下面,轴或孔的退刀槽看不见加工痕迹车,镗,刨,铣,铰,拉,磨,滚压,铣齿,刮1~2点/cm2IT12级公差的零件的结合面,如盖板、套筒等与其它零件联接但不形成配合的表面,齿轮的非工作面,键与键槽的工作面,轴与毡圈的摩擦面可辨加工痕迹的方向车,镗,拉,磨,立铣,铰,滚压,刮3~10点/cm2IT8~IT12级公差的零件的结合面,如皮带轮的工作面,普通精度齿轮的齿面,与低精度滚动轴承相配合的箱体孔微辨加工痕迹的方向铰,磨,镗,拉,滚压,刮3~10点/cm2IT6~IT8厅级公差的零件的结合面;与齿轮、蜗轮、套筒等的配合面;与高精度滚动轴承相配合的轴颈;7级精度大小齿轮的工作面;滑动轴承轴瓦的工作面;7~8 级精度蜗杆的齿面不可辨加工痕迹的方向布轮磨,磨,研磨,超级加工IT5、IT6级公差的零件的结合面,与C级精度滚动轴承配合的轴颈;3、4、5级精度齿轮的工作面暗光泽面超级加工仪器导轨表面;要求密封的液压传动的工作面;塞的外表面;活汽缸的表面注:1. 粗糙度代号I为第一种过渡方式。