单面焊双面成形 仰焊 ppt课件
- 格式:ppt
- 大小:3.46 MB
- 文档页数:97
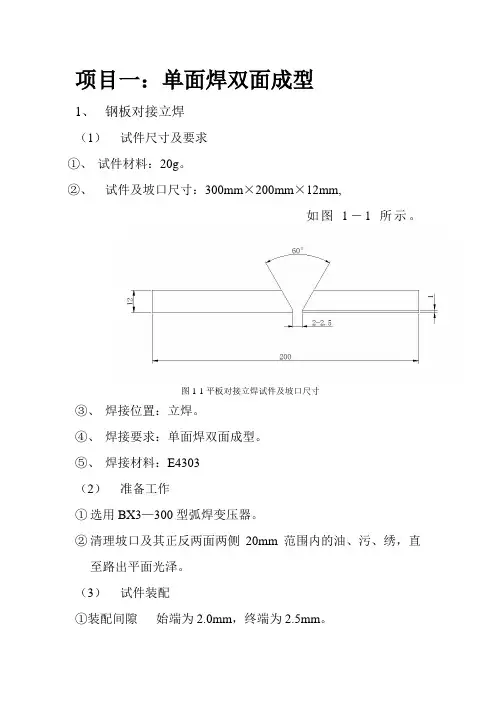
项目一:单面焊双面成型1、钢板对接立焊(1)试件尺寸及要求①、试件材料:20g。
②、试件及坡口尺寸:300mm×200mm×12mm,如图1-1所示。
图1-1平板对接立焊试件及坡口尺寸③、焊接位置:立焊。
④、焊接要求:单面焊双面成型。
⑤、焊接材料:E4303(2)准备工作①选用BX3—300型弧焊变压器。
②清理坡口及其正反两面两侧20mm范围内的油、污、绣,直至路出平面光泽。
(3)试件装配①装配间隙始端为2.0mm,终端为2.5mm。
②定位焊采用与焊接试件相应型号焊条进行定位焊,并在试件坡口内两端点焊,点焊长度为10~15mm,将焊点接头端打磨成斜坡③预置饭变形量3°°~4°。
④错边量≤1.2mm。
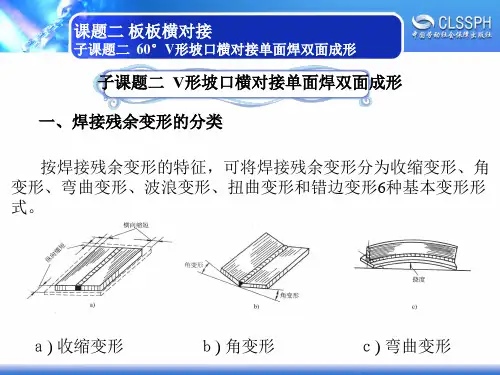
(4)焊接工艺参数(表1—1)(5)操作要点及注意事项分四层、四道施焊,如图(1―2)图1-2钢板对接立焊示意图项目二:钢板对接横焊1、试件焊前准备1)试件尺寸要求①试件材料:16Mn。
②试件及坡口尺寸:300mm×200mm×12mm,如图。
③焊接位置:横焊。
④焊接要求:单面焊双面成型。
⑤焊接材料:E5015。
2、准备工作选用ZX5—400型弧焊整流器,采用直流反接,基本要求与“对接立焊”相关内容相同。
3、试件装配①装配间隙始端为3.0mm,终端为4.0mm。
②定位焊采用与焊接试件相应型号焊条进行定位焊,并点焊于试件坡口内两端,焊点长度不得超过20mm,将焊点接头端打磨成斜坡。
③预置反变形量预置反变形量6°。
④错边量错边量≤1.2mm。
4、焊接工艺参数(表2—1)(5)操作要点及注意事项可采用连接或断弧焊。
采用四层八道焊接,如图2-2项目三:垂直固定管焊接1、焊接前的准备①试件材料:20.②试件及坡口尺寸:300mm×200mm×12mm,如图:图:垂直固定管焊接试件及坡口尺寸③焊接位置:垂直固定。
④焊接要求:单面焊。



![立焊单面焊双面成形[优质PPT]](https://uimg.taocdn.com/7820ccf987c24028905fc36d.webp)