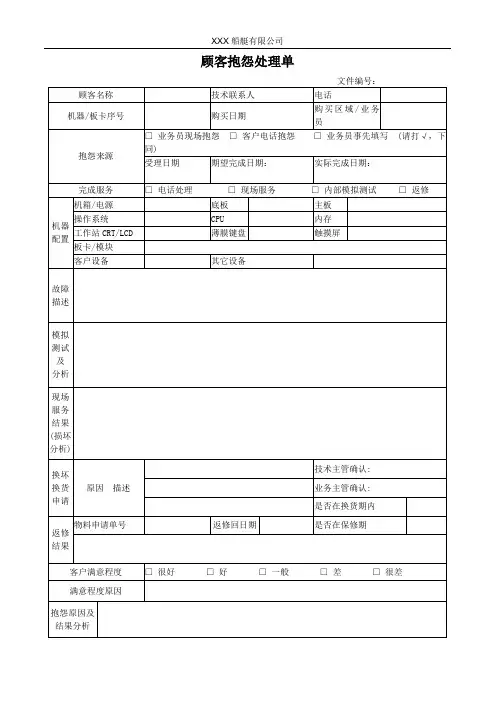
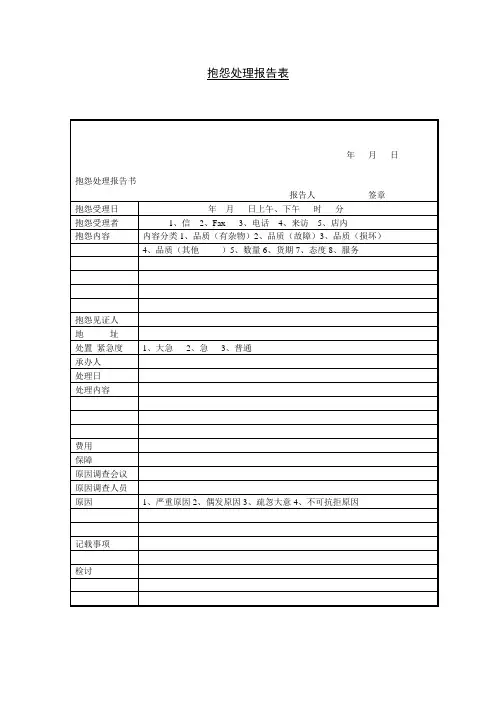
抱怨处理报告书表格格式
- 格式:docx
- 大小:739.70 KB
- 文档页数:2
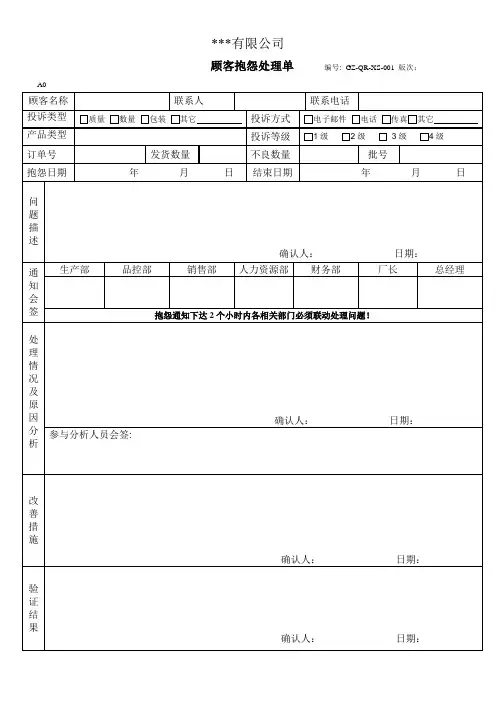
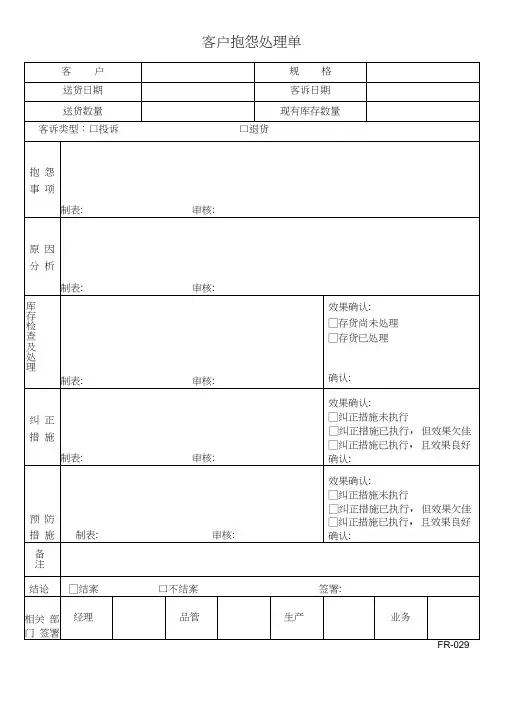
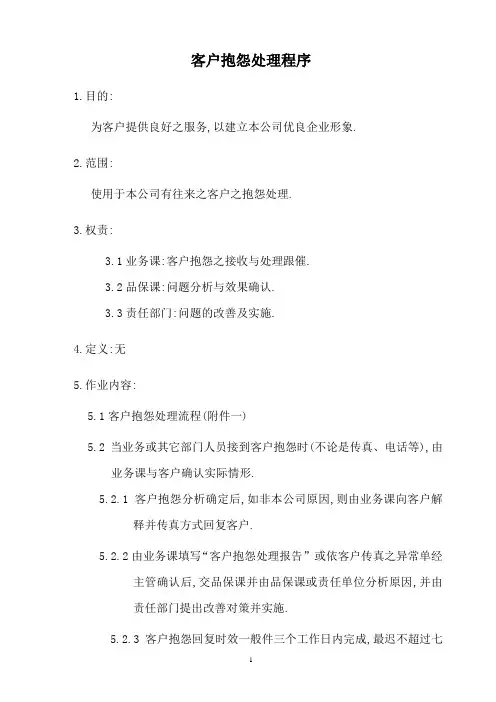
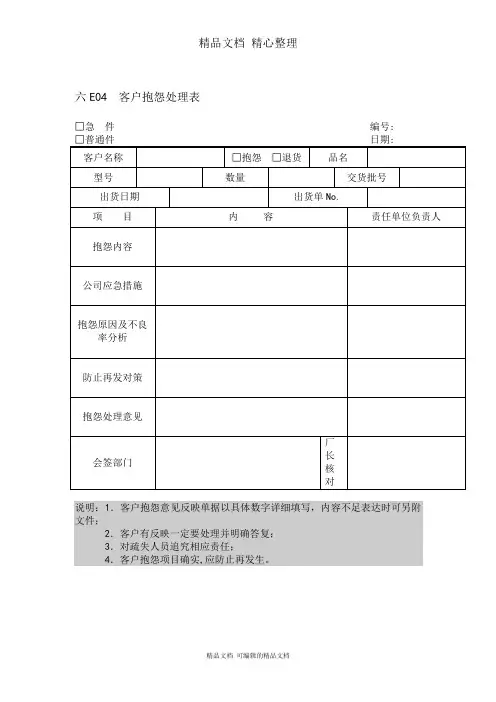
客户抱怨处理程序1.目的:为客户提供良好之服务,以建立本公司优良企业形象.2.范围:使用于本公司有往来之客户之抱怨处理.3.权责:3.1业务课:客户抱怨之接收与处理跟催.3.2品保课:问题分析与效果确认.3.3责任部门:问题的改善及实施.4.定义:无5.作业内容:5.1客户抱怨处理流程(附件一)5.2当业务或其它部门人员接到客户抱怨时(不论是传真、电话等),由业务课与客户确认实际情形.5.2.1客户抱怨分析确定后,如非本公司原因,则由业务课向客户解释并传真方式回复客户.5.2.2由业务课填写“客户抱怨处理报告”或依客户传真之异常单经主管确认后,交品保课并由品保课或责任单位分析原因,并由责任部门提出改善对策并实施.5.2.3客户抱怨回复时效一般件三个工作日内完成,最迟不超过七个工作日,特急件需于二十四小时内回复客户.5.3客户退货不合格时,按<<不合格品管制程序>>处理.5.4“客户抱怨处理报告”的改善效果由品保课确认并提出预防措施以防止不良再发生.5.5如改善效果不明显,则由品保课重新分析原因,提出改善对策由责任单位执行,直至效果确认后.5.6经确认后的“客户抱怨处理报告”或客户传真之异常单,由业务课传真给客户,至客户确认为止.5.7客户抱怨单及处理报告等记录,由业务课和品保课保存至少一年.5.8客户抱怨数据按<<矫正与预防措施管制程序>>做矫正与预预防措施的分析处理.6.相关文件:6.1不合格品管制程序6.2矫正与预防措施管制程序7.使用窗体:7.1客户抱怨处理报告附件一:客户抱怨处理流程图。
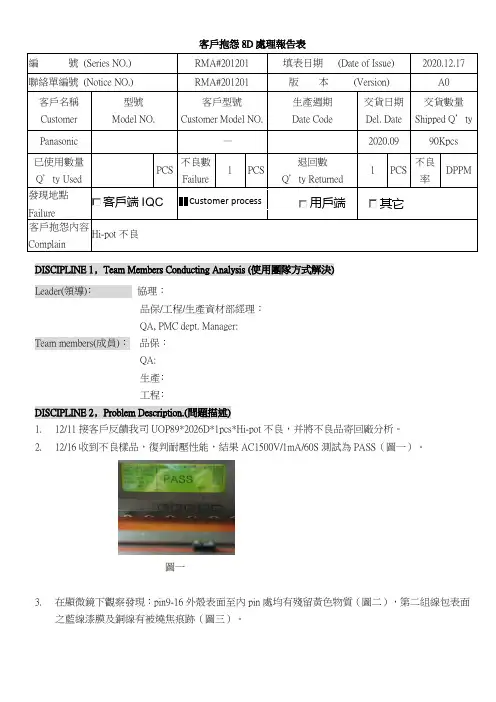
客戶抱怨8D處理報告表編號(Series NO.) RMA#201201 填表日期(Date of Issue) 2020.12.17 聯絡單編號(Notice NO.) RMA#201201 版本(Version) A0 客戶名稱Customer型號Model NO.客戶型號Customer Model NO.生產週期Date Code交貨日期Del. Date交貨數量Shipped Q’ty Panasonic —2020.09 90Kpcs已使用數量Q’ty UsedPCS不良數Failure1 PCS退回數Q’ty Returned1 PCS不良率DPPM 發現地點Failure客戶端IQC用戶端其它客戶抱怨內容ComplainHi-pot不良DISCIPLINE 1﹐Team Members Conducting Analysis (使用團隊方式解決)Leader(領導)﹕協理:品保/工程/生產資材部經理:QA, PMC dept. Manager:Team members(成員):品保:QA:生產﹕工程﹕DISCIPLINE 2﹐Problem Description.(問題描述)1.12/11接客戶反饋我司UOP89*2026D*1pcs*Hi-pot不良,并將不良品寄回廠分析。
2.12/16收到不良樣品,復判耐壓性能,結果AC1500V/1mA/60S測試為PASS(圖一)。
圖一3.在顯微鏡下觀察發現:pin9-16外殼表面至內pin處均有殘留黃色物質(圖二),第二組線包表面之藍線漆膜及銅線有被燒焦痕跡(圖三)。
Customer process圖二圖三DISCIPLINE 3﹐Containment & Short Term Corrective Actions (短暫且立即遏止問題之對策)DISCIPLINE 4﹐Define & Verify Root Cause (詳細說明與驗證根本原因) DISCIPLINE 5﹐Implement Permanent Corrective Action.(實施執行改善對策) DISCIPLINE 6﹐Verify Permanent Corrective Action.(驗證對策之有效性) DISCIPLINE 7﹐Prevent Recurrence (預防再發生) DISCIPLINE 8﹐Closure (結案)核 准(Approved By)審 核(Checked By)填 寫 人 (Prepared By)。