分条整经机位移量的探究
- 格式:pdf
- 大小:433.82 KB
- 文档页数:5
收稿日期36作者简介黄克辉(),男,年毕业于桂林工学院地球探测与信息技术专业,工学硕士,工程师。
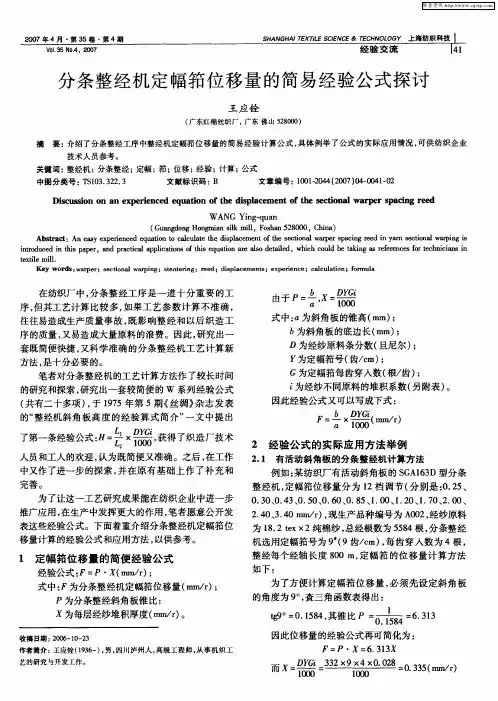
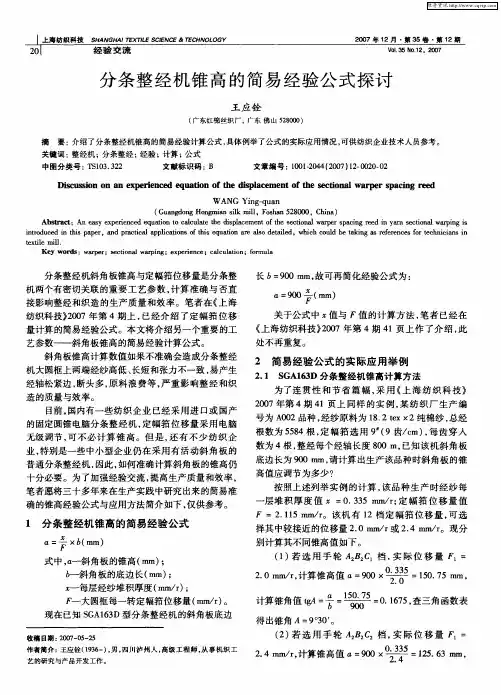
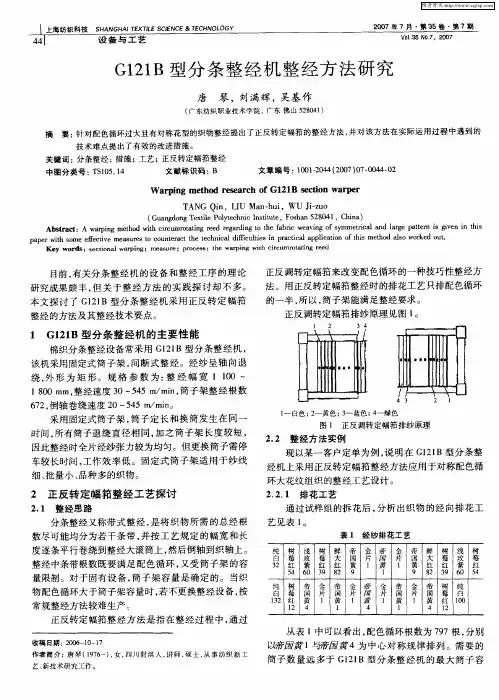
文章编号:16727479(2010)03000702分段基准线法轨道测量实践与精度分析黄克辉(中船勘察设计研究院有限公司,上海200063)P ractice of T rac k Surveyi ng w ith Subsection StandardL i ne M ethod and Ana lysis on P recisionH uang K ehu i摘要目前特大型轨道测量尚无特殊仪器设备和方法,笔者采用分段基准线法进行某特大型龙门吊轨道测量并进行精度分析,测量成果可以达到较高精度。
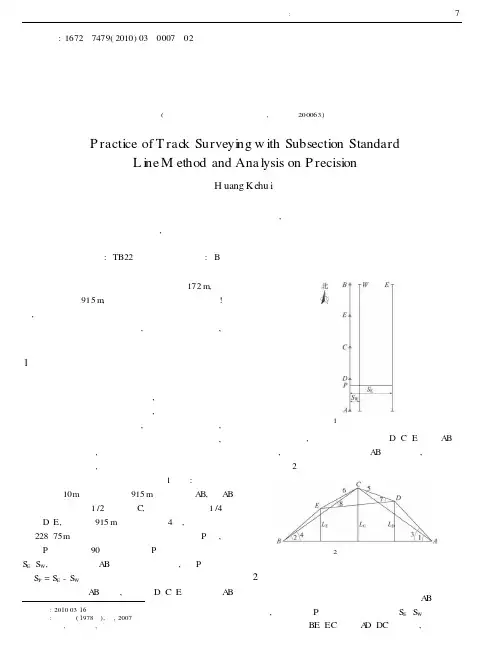
关键词龙门吊分段基准线测量中图分类号:TB22文献标识码:B 某特大型龙门吊轨道东西向轨距为172m,南北向轨道长度为915m ,由于设备行进中出现啃轨!现象,需要现场测量其两根轨道的准直度和两轨道之间轨距。
因轨道长度和轨距很大,加之现场环境复杂,给测量工作造成了很大困难。
1分段基准线法轨道测量实践基准线法的原理是通过建筑物或平行于建筑物轴线固定不变的铅直平面为基准面,一般用来测定建筑物的水平位移。
当基准线很长时,照准误差影响会增大。
为了获得较高的观测精度,可以分段进行观测,即先测定基准线中少数分段点相对基准线的偏离值,再将它们作为起始点,然后在各分段中测定测点相对分段基准点的偏离值,最后归算到两端点的基准线上。
本次龙门吊轨道测量方案如图1所示:在平行于轨道西侧10m 处设置一条915m 长基准线A B,在A B 基准线中点测定1/2分段点C,同理分别测定1/4分段点D 、E,如此把915m 基准线分成4段,每段基准线长22875m 。
首先在分段基准线上定出相应P 点,然后在P 点设站拨90角分别测量P 到东西轨道的距离S E 、S W ,通过归算到A B 求得轨道准直度,而P 点处轨距S P =S E -S W 。
机织学复习材料第一章络筒1、络筒工序的目的及工艺要求络筒的目的:(1)改变纱线的卷装,增加纱线卷装的容纱量,提高后道工序的生产率(2)检查纱线直径,清除纱线上的疵点和杂质,改善纱线品质工艺要求:①卷绕张力适当,波动小,不损伤纱线原有的物理机械性能。
②筒子卷绕容量大,成形良好,利于储存和运输。
③筒子的形状和结构应保证后道工序的顺利退绕。
④染色用筒子结构均匀。
⑤纱线接头小而牢2、筒子成形有哪两种基本运动组成?完成两种运动的方式是什么?(1)筒子成形由导纱运动和回转运动组成。
(2)①摩擦传动卷绕机构②锭轴传动卷绕机构3、何谓纱圈卷绕角?它的大小与什么因素有关?卷绕角α:纱线卷绕到筒子表面某点时,纱线的切线方向与筒子表面该点圆周速度方向所夹的锐角。
tanα= V2 / V1, V2为导纱运动的速度,V1为回转运动的速度。
4、络筒时纱线为何需要具有一定大小的张力?张力不当有何不利?(1)适度的络筒张力的作用:①能使筒子成形良好、具有一定的卷绕密度且不损伤其物理机械性能。
②纱线的弱节发生断裂,可为后道工序消除隐患,提高后道工序的生产效率。
(2)张力过大,将使纱线弹性损失,织造断头增加;张力过小,则引起筒子成形不良,造成筒子疵点。
5、管纱退绕时影响张力的因素是什么?如何均匀管纱退绕张力?管纱退绕时影响张力的因素有:①退绕每个层级②管纱退绕时直径③纱线特数④导纱距离⑤络筒速度均匀纱线退绕张力的措施:①正确选择导纱距离②使用气圈破裂器6、何为气圈、导纱距离、分离点、退绕点?气圈:管纱退绕时纱线一方面沿纱管轴线上升,同时又绕轴线作回转运动。
由于纱线的这种运动,形成一个旋转曲面,称为气圈。
导纱距离:纱管顶端到导纱部件的距离。
分离点:纱线开始脱离卷装表面或纱管的裸露部分而进入气圈的过渡点。
退绕点:在管纱卷装表面上纱线受到退绕影响的一段纱线的终点。
7、常见络筒张力装置的作用及对张力装置的要求。
累加法、倍积法、间接法的原理及各自的特点。
整经机的结构性能分析整经作为织造的一个重要步骤,其方法可分为:分批整经、分条整经、分段整经和球经整经。
它们有一个共同点:将筒子架上的几百根纱线同时卷绕到整经滚筒或整经轴上。
一、分条整经机本文主要介绍GA169系列新型分条整经机是由原国家八五科技公关项目-分条整经机组的主要设计人员于2002年推出的最新产品,设计人员依据十多年的的设计与制造分条机的经验、并参照前国际同类产品性能特征,对原分条整经机张力控制系统及主要的机械结构-整经传动,位移传动,刹车及阻尼系统做了较大的技术改进,使该产品,性能完全达到国际先进水平,是替代进口产品的理想选择。
GA169系列分条整经机适合用于精毛纺织物、粗毛纺织物、化纤长丝织物、色织物、真丝织物、毛巾织物及特种产业用纺织品等品种的分条整经。
可作为剑杆、片梭、喷气、喷水等无梭织机的织前准备设备,只织造厂开发各种高档织物、特种织物,提高产品质量和生产效率的优选设备。
主要功能及技术特征:1、机、电、气一体化设计、德国西门子PLC控制、高性能、智能化操作。
2、整机机构。
本机采用主机整体安装于地轨上,整体机架在地轨上由伺服电机控制移动,倒轴部分,分绞筘架,筒子架固定,整经工作时,条带相对于分绞架和筒子架中心不变,边纱张力均匀。
3、整经滚筒与传动。
固定锥体的钢质大滚筒经高精度动平衡校验,整经传动为交流变频器控制交流电机驱动大滚筒实现恒线速运动,整经线速和整经慢速度在触摸屏上设定。
4、导条位移。
由交流数字伺服驱动的导条位移机构直接接受大滚筒传感器的数字信号,随动式同步工作,响应快,精度高。
同时整经机伺服传动一改传统的丝杠传动或齿轮条传动,采用直接驱动主动滚轮,避免机器抖动,减少机器安装难度。
5、等距离卷绕。
整经操作台前后移动是由步进驱动系统控制的,整经过程中整经台均匀后退,导纱线张力均匀。
6、定幅筘。
前定幅筘安装在带滑块的导轨上,通过气缸可自动控制定幅筘的位置,工作时定幅筘紧靠导纱辊,有利于减少条带扩散,停机时自动后退,方便操作。
分条整经机位移计算公式1. 概述分条整经机是一种常用于织布行业的设备,其主要功能是将纱线进行整理并梳平,以便于后续的加工。
在整个机组运转的过程中,往往需要进行位移的计算,以便于控制机器的运转,保证生产的质量和效率。
本文将介绍分条整经机位移计算公式的相关内容。
2. 分条整经机位移计算公式(1)公式1分条整经机的速度通常使用米/分钟作为单位,因此位移计算的公式就是:位移 = 速度× 时间其中,位移的单位为米,速度的单位为米/分钟,时间的单位为分钟。
(2)公式2当分条整经机的速度是以每秒钟多少米为单位时,位移计算公式就变成了:位移 = 速度× 时间其中,位移的单位为米,速度的单位为米/秒,时间的单位为秒。
3. 注意事项在使用分条整经机位移计算公式时,还需要注意以下几点:(1)位移的方向在实际生产中,由于分条整经机是一个三维空间内的运动,因此需要考虑位移的方向。
通常我们将分条整经机的运动分为水平方向和竖直方向,因此在计算位移的时候,需要明确位移的方向。
(2)时间的精度时间的精度也对最终的计算结果有影响。
在实际生产中,通常使用秒和分钟作为单位,因此需要明确时间的精度,并根据实际情况进行单位换算。
(3)机器的稳定性分条整经机位移计算的关键,在于能够准确掌握机器的运行状态和稳定性。
只有在机器的状态稳定的情况下,才能保证位移的计算结果更加准确。
4. 结论本文介绍了分条整经机位移计算公式的相关内容。
分条整经机在纺织行业中有着广泛的应用,因此合理掌握位移计算公式,能够帮助我们有效掌握机器的运行状态,保证生产的质量和效率。
同时,在实际生产中需要根据机器的实际情况进行调整,并进行精细计算,才能保证对生产的准确掌握和有效控制。

分条整经机位移量计算
分条整经机是一种机械加工设备,其产出的产品用于纺织品制造加工及其它应用。
它通过两个独立的定子面,一端放置多条整件条,另一端安装多条经纱条。
两个定子面之间可以调节距离,以调节整经间距。
运行时,整件条线和经纱条在定子面上通过多次来回运动,在定子面上移动,直至各条经纱条满足给定的整经间距。
计算分条整经机的位移量的主要方法是采用视觉检测。
特别是当经纱条有不同粗细、形状时,可以采用相机安装在分条整经机上,同时采用计算机图像处理技术,从图像中检测两个定子面之间的偏差来估计分条整经机的位移量。
此外,可以采用位移传感器技术来实现分条整经机位移量的测量。
这种设备安装在分条整经机上,在两个定子面上设置传感器,当两个定子面之间的位移量变化时,传感器可以检测出经纱条的偏差,从而估算出分条整经机的位移量。
通过上述技术,可以实现对分条整经机的位移量测量,有效地提高生产效率,保证生产精度和质量,为纺织品制造加工提供了可靠的支持。
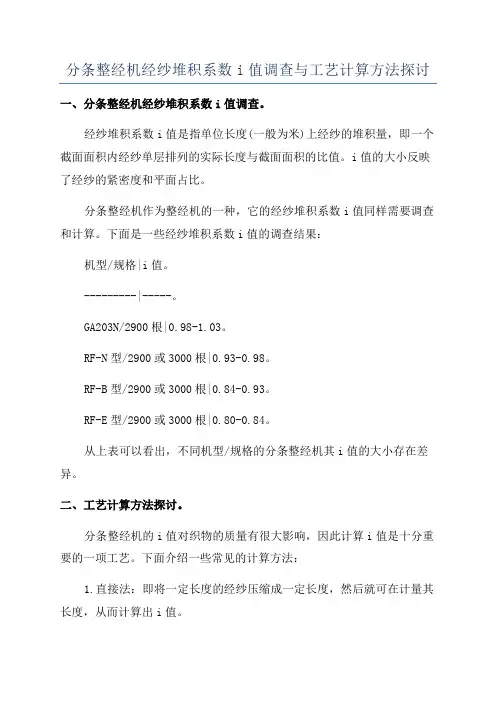
分条整经机经纱堆积系数i值调查与工艺计算方法探讨一、分条整经机经纱堆积系数i值调查。
经纱堆积系数i值是指单位长度(一般为米)上经纱的堆积量,即一个截面面积内经纱单层排列的实际长度与截面面积的比值。
i值的大小反映了经纱的紧密度和平面占比。
分条整经机作为整经机的一种,它的经纱堆积系数i值同样需要调查和计算。
下面是一些经纱堆积系数i值的调查结果:
机型/规格|i值。
---------|-----。
GA203N/2900根|0.98-1.03。
RF-N型/2900或3000根|0.93-0.98。
RF-B型/2900或3000根|0.84-0.93。
RF-E型/2900或3000根|0.80-0.84。
从上表可以看出,不同机型/规格的分条整经机其i值的大小存在差异。
二、工艺计算方法探讨。
分条整经机的i值对织物的质量有很大影响,因此计算i值是十分重要的一项工艺。
下面介绍一些常见的计算方法:
1.直接法:即将一定长度的经纱压缩成一定长度,然后就可在计量其长度,从而计算出i值。
2.间接法:先从一段经纱的长度和截面面积计算出体积,然后再测量在该截面面积内经纱的实际重量,由此计算出单位长度上的经纱重量,最终求得i值。
其中,直接法计算简单,但不够准确;间接法计算稍显复杂,但可以更准确地计算i值。
一般来说,为了保证计算准确,建议采用间接法进行计算。
三、总结。
分条整经机i值的大小直接影响着织物的质量。
因此,了解分条整经机的i值调查结果和工艺计算方法是保证织物生产质量的重要环节。
HF928高速阔幅分条整经机
1. 适用范围
HF928高速分条整经机适应于精毛纺织物、真丝织物、化纤长丝织物、特种筛网、色织物、毛巾织物及特种工业用布的分条整经。
2. 主要技术特征
(1)高精密、高强度的直线导轨和滚珠螺杆,具有低摩擦、运转顺畅等优点,提供了更高的进给精度。
(2)整经台的轴向位移由高精度伺服电机单独控制,起点定位、位移一次按键自动完成。
(3)整经固定锥体大滚筒,采用优质钢板制作,经高精度动平衡校验。
(4)整经台随着经纱面厚度的增加而自动后移,由伺服电机独立控制,使定幅筘与成型纱面等距离卷绕,防止条带扩散现象。
(5)整机移动由高精度伺服电机单独控制移动,导条位移随动响应快、精度高。
平整辊使纱线卷绕密度密实匀称,获得最佳平整效果。
(6)两次自动高精度测量确定分条整经进给量,从而获得最佳成型效果。
整经台定幅筘上下寸动、防止筘的定点磨损。
(7)整个分条整经设备由可编程控制器控制,各个单元和PLC的通讯通过一条电缆CANOPEN连接。
在开关箱内有一个联通CDMA网络装置可以将你的机器连接到相关的华方工作站上,维保技术人员可以通过网络查询设备状态,便于维护;并设有生产信息管理系统。
(选用)。
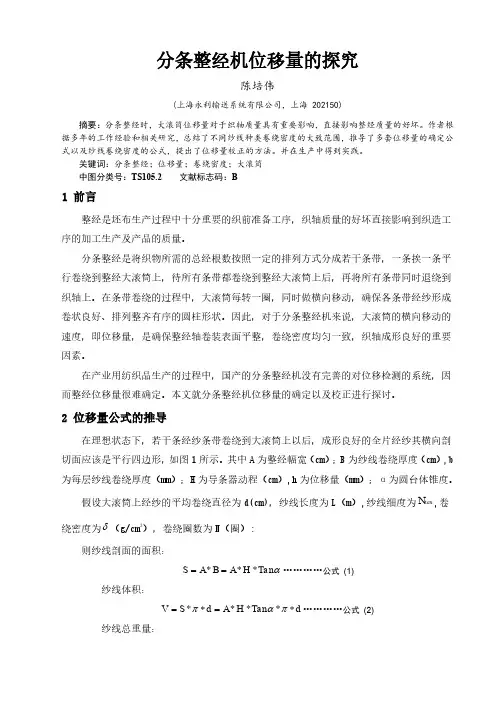
分条整经机工艺计算的研究
张瑞林
【期刊名称】《纺织学报》
【年(卷),期】1997(018)003
【摘要】本文在研究分条整经机工艺计算的基础上,考虑了丝层厚度增加对卷绕丝线长度的影响,推导了一套分条整经机工艺计算公式。
这些计算公式特别适合于织轴大卷装的分条整经机(如贝宁格分条整经机)的工艺计算,也适合于其他分条整经机的工艺计算。
本文还提出了整经卷绕密度的测量方法及计算公式,对整经生产有指导作用。
【总页数】4页(P30-33)
【作者】张瑞林
【作者单位】浙江丝绸工学院
【正文语种】中文
【中图分类】TS103.322
【相关文献】
1.哈克巴分条整经机成形及定长工艺探讨 [J], 周恤
2.哈克巴分条整经机成形及定长工艺探讨 [J], 周恤
3.分条整经机新工艺计算法的研究 [J], 王应铨
4.G121-250分条整经机主要工艺参数经验计算分析 [J], 雪银魁
5.分条整经机经纱堆积系数i值调查与工艺计算方法探讨 [J], 王应铨
因版权原因,仅展示原文概要,查看原文内容请购买。