整经
- 格式:ppt
- 大小:3.40 MB
- 文档页数:100
整经工艺计算公式一、引言整经是纺织工艺中的一种重要加工工艺,其目的是将多股纱线或多根纱线通过整经机器,按照一定的规则排列成一定宽度的经纱。
整经工艺计算公式是整经工艺中的关键内容,通过公式的计算可以确定整经工艺中的各项参数,保证整经的质量和效率。
本文将介绍整经工艺计算公式的基本原理和具体应用。
二、整经工艺计算公式的基本原理1. 经纱密度计算公式经纱密度是指在单位长度内经纱的根数。
经纱密度的计算公式为:经纱密度 = 经纱总根数 / 经纱总长度2. 经纱总长度计算公式经纱总长度是指整经过程中使用的经纱的总长度。
经纱总长度的计算公式为:经纱总长度 = 平均纱密度× 经纱总根数3. 经纱总根数计算公式经纱总根数是指整经过程中使用的经纱的总根数。
经纱总根数的计算公式为:经纱总根数 = 经纱密度× 经纱总长度4. 经纱长度计算公式经纱长度是指经纱在整经机器上的拉伸长度。
经纱长度的计算公式为:经纱长度 = 经纱总长度 / 经纱总根数5. 经纱根数计算公式经纱根数是指经纱在整经机器上的根数。
经纱根数的计算公式为:经纱根数 = 经纱总根数 / 经纱总长度三、整经工艺计算公式的具体应用1. 经纱密度计算根据实际需求和经纱规格,可以通过经纱密度计算公式,计算出所需要的经纱密度。
根据经纱密度,可以选择合适的整经机器和整经工艺参数。
2. 经纱总长度计算根据实际需求和经纱密度,可以通过经纱总长度计算公式,计算出所需要的经纱总长度。
经纱总长度的计算结果可以用于经纱的采购和库存管理。
3. 经纱总根数计算根据实际需求和经纱密度,可以通过经纱总根数计算公式,计算出所需要的经纱总根数。
经纱总根数的计算结果可以用于经纱的采购和库存管理。
4. 经纱长度计算根据实际需求和经纱总长度,可以通过经纱长度计算公式,计算出经纱在整经机器上的拉伸长度。
经纱长度的计算结果可以用于整经机器的参数设置和调整。
5. 经纱根数计算根据实际需求和经纱总根数,可以通过经纱根数计算公式,计算出经纱在整经机器上的根数。

5.5 关于整经、浆纱、织造技术整经整经是将一定根数的经纱按工艺设计的长度和幅宽,以适宜的、均匀的张力平行平行卷绕在经轴或织轴上的过程。
广泛采用的整经方式可分为分批整经和分条整经。
(1)分批整经将全幅织物所需的总经根数分成几批,分别卷绕到宽度与织轴相近的经轴上,每一批的宽度都等于经轴的宽度,每个经轴上的纱线根数基本相等,卷绕长度整经工艺规定。
然后再把这几个经轴在浆纱机或并轴机上合并,并按工艺规定长度卷绕到织轴上。
最后通过合并做成织轴。
a.优点:生产效率高,整经质量好。
先整后浆,浆纱效果好。
b.缺点:浆回丝多、品种的适应性不广。
c.适用:原色或单色织物;花型较简单的色织物大批量生产。
(2)分条整经根据配色循环和筒子架容量, 将织物所需的总经根数分成根数相等的几份条带, 按规定的幅宽和长度一条挨一条平行卷绕到整经滚筒上, 最后将全部经纱条带倒卷到织轴上。
a.优点:品种适应性广,排花型方便,回丝少,不需上浆的产品可直接在分条整经机上获得织轴。
b.缺点:生产效率低,张力不易均匀,速度慢,先浆后整,浆膜易破坏,浆消质量较差。
c.适用:广泛适用于花色品种多变的小批量色织,毛织、丝织和复制生产中。
浆纱浆纱的目的是为了赋予经纱抵御外部复杂机械力作用的能力,提高经纱的可织性,保证织造过程顺利进行。
因此,除了股线、单纤长丝、加捻长丝、变形丝、网络度较高的网络丝外,几乎所有短纤纱和长丝均需要上浆加工。
1、上浆后经纱性能的变化a.纱线耐磨性增强b.纱线毛羽贴伏、表面光滑c.纤维间抱合力增强,纱线断裂强度提高d.纱线的弹性、可弯性及断裂伸长有所下降e.纱线具有合适的回潮率f.纱线变粗、重量增加2、对浆纱的要求a.浆膜完整、毛羽贴伏b.浆料性能好、成本低、来源广、无污染c.浆纱效率高、能耗低d.织轴卷绕平整、密度均匀3、浆料(1)浆料分为:粘着剂、助剂;粘着剂:对纤维具有一定粘着力的物质,是构成浆液的主体材料。
因此,浆液的性能主要决定于粘着剂的性能。

整经工序
整经是织布的第一道工序,也是浆好纱,织好布的基础。
随着织
造设备技术的提高,对织轴的要求也越来越高。
1.整经的任务:
根据工艺设计的规定,将一定根数和长度的经纱,从络纱筒子上
引出,组成一幅纱片,使经纱具有均匀的的张力,相互平行地紧密绕
在整经轴上,为形成织轴做好初步准备。
2.整经的要求:
(1)张力均匀。
整经时经纱须具有适当的张力,同时尽可能保持经纱
的弹性和张力。
在整经过程中,全幅经纱,张力应尽量均匀一致。
(2)纱线排列均匀。
经纱轴上的经纱排列和卷绕密度要均匀(指经轴
横向和内外层纱线),经轴表面要贺正,无凹凸不平现象。
(3)卷绕密度均匀。
整经根数、长度或色经排列循环必须符合织造工
艺设计的规定。
(4)整经机生产效率要高,回丝要少。
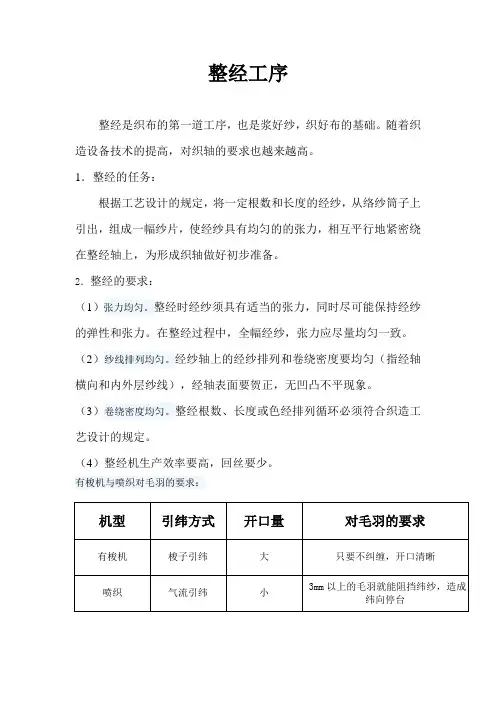
有梭机与喷织对毛羽的要求:
机型引纬方式开口量对毛羽的要求有梭机梭子引纬大只要不纠缠,开口清晰
喷织气流引纬小 3mm以上的毛羽就能阻挡纬纱,造成
纬向停台。
涉及络筒、整经、浆纱和穿结经的文章篇一:标题:关于络筒、整经、浆纱和穿结经的常见问题及解答正文:络筒、整经、浆纱和穿结经是纺织工艺中常见的四个步骤,涉及了棉纱的加工和成品的纺织。
下面对这些步骤进行详细介绍和解释。
1. 络筒(纱管)络筒是将棉纱通过卷绕、络制和梳理等工艺制成的纱管。
在络筒过程中,纱管中的棉纱被梳理成一定的长度,然后通过卷绕的方式将其固定在纱管上。
在这个过程中,需要注意控制纱的长度和宽度,以确保最终的成品具有良好的质量和外观。
2. 整经(经管)整经是将棉纱经过一定的梳理和折叠后制成的经管。
整经过程中,纱的经向和纬向需要进行适当的调整,以确保经向和纬向的长度和宽度相等,并且成品具有良好的弹性和柔软度。
整经还可以提高纱的强度和牢度。
3. 浆纱(纱浆)浆纱是将棉纱经过洗涤、整理和浸泡等工艺制成的纱浆。
浆纱的过程可以控制纱的颜色、质地和手感,并且可以提高纱的抗污性和耐磨损性。
4. 穿结经(经结)穿结经是将棉纱通过打结和穿绕等工艺制成的经结。
穿结经的过程可以控制经结的大小和形状,并且可以提高经结的牢固度和弹性。
穿结经还可以使成品的外观更加美观。
除了上述四个步骤,还有一些其他的加工过程,例如缩节、加捻和减缩等,这些过程也可以对棉纱的加工和成品的纺织产生影响。
总之,络筒、整经、浆纱和穿结经是纺织工艺中不可或缺的四个步骤,涉及到了棉纱的加工和成品的纺织。
了解这些步骤,可以帮助我们更好地掌握纺织技术,并制造出高质量的产品。
篇二:络筒、整经、浆纱和穿结经是纺织工艺中常用的四个步骤,涉及了纤维的梳理、染色、纺纱和织布等各个环节。
以下是对这些步骤的详细解释和拓展。
1. 络筒(Wad Stitching)络筒是一种将纤维束连接在一起的过程。
在络筒过程中,纱线被梳理成一定的长度,然后将纤维束通过一个特殊的工艺将其连接在一起,形成一条连续的纱线。
这个过程通常用于生产纱线,例如棉纱、羊毛纱、涤纶纱等。
络筒工艺可以分为不同的类型,例如顺梳和逆梳。
整经工艺流程
《整经工艺流程》
整经是布匹生产过程中的一个关键工艺环节,它能够增强布匹的表面平整度和强度,提高布匹的品质和使用寿命。
整经的工艺流程大致分为浆料制备、纱线上浆、整经加工和整经后处理四个步骤。
首先是浆料制备,这一步是整经工艺的第一步,也是整个整经工艺流程中最为关键的一步。
浆料的配方和制备会直接影响到整经后续工艺的效果和质量。
通常,浆料的配方会包括浆料、树脂、稀释剂、固化剂等成分,根据不同面料和需求可以进行不同的调整和配比。
其次是纱线上浆,上浆是整经工艺中的重要环节之一,它能够增加纱线的强度和平整度,减少纱线的断脱和断裂,提高整经效果。
上浆操作需要通过专业的设备,确保纱线均匀上浆,同时要注意浆料的渗透和固定效果。
然后是整经加工,整经是将上好浆的纱线穿入整经机,按不同的规格和要求进行整经。
整经机能够控制整经的密度和张力,使纱线在整经过程中获得均匀拉伸和整齐排列,保证整经的效果和质量。
最后是整经后处理,整经后的布匹需要进行后续的烘干、定型、修边等处理,以便最终获得符合要求的成品布匹。
整经后处理的工艺环节也是整经工艺流程中不可或缺的一环,它能够进一
步提高布匹的品质和使用寿命。
综上所述,整经工艺流程是一个复杂而关键的环节,需要仔细的操作和严格的管理,只有做好每一个工艺步骤,才能够确保整经布匹的品质和使用效果。
整经陈宇凤090401306整经是以一定数量的筒子纱,按设计要求的长度,配置成一定幅宽,以适宜的、均匀的张力,平行卷绕到整经轴活织轴上,为构成织物的经纱系统做准备。
整经工序使得经纱卷装由络筒筒子变成经轴或织轴,若所制成的是经轴,则再通过浆纱工序形成织轴。
若所制成的是织轴,则提供给穿经工序,为构成织物的经纱系统做进一步准备。
纱线经轴上的名义卷绕长度等于织轴上卷绕长度的整数倍。
因此,几只整经轴在浆纱机或并轴机上合并后,将先后生产出多只织轴。
为了避免浆纱时出现小轴,纱线在整经轴上的实际卷绕长度除了要考虑浆纱伸长(或缩短)外,还应加上浆纱机上机和了机的回纱长度。
经轴的轴向长度应稍大于织轴的轴向长度,以利于后道浆纱工序的上浆和烘干。
/blog/post/692.html 整经是十分重要的之前准备工序,它的加工质量将直接影响后道加工的生产效率和织物质量。
对整经工序的一般要求有以下几点。
①全篇经纱张力应均匀,并且在整经过程中保持张力恒定,从而减少后道加工中经纱断头和纱庛。
②整经过程不应恶化纱线的物理机械性能,应保持纱线的张力和弹性,尽量减少对纱身的摩擦损伤。
③全篇经纱排列均匀,整经轴卷装表面平整,卷绕密度均匀一致。
④整经根数、整经长度、纱线配置和排列应符合工艺设计规定。
⑤接头质量应符合规定标准。
在织造生产中,广泛采用的整经方式是整经方式可分为分批整经和分条整经。
⑴分批整经又称轴经整经。
分批整经是将全幅织物所需的总经根数(M)分成几批分别卷绕在几个(n)经轴上,然后通过浆纱机将经轴合并为织轴。
分批整经方法具有生产效率高,片纱张力均匀,经轴质量好,适宜于大批量生产的特点,它可应用于各种纱线的整经加工,但主要用于原色或单色织物生产,在用于多种经纱的色织物生产时,若纱线配置和排列复杂,或生产一同隐条、隐格织物,则整经比较困难。
分批整经工艺流程图2—12所示为分批整经的工艺流程简图,锥形筒子1放置在筒子架上,经纱从筒子l上引出,经过筒子架上的张力器、导纱部件及断头自停装置后,被引到整经机的车头,通过伸缩筘2后形成排列均匀、幅宽合适的片状经纱,再经导纱辊3,卷绕在整经轴4上。
整经工艺计算公式一、引言整经工艺是纺织品加工过程中的重要环节,它涉及到纺织品的染色、整理、印花等多个方面。
为了保证整经工艺的准确性和高效性,使用计算公式是必不可少的。
本文将介绍几种常见的整经工艺计算公式,并对其原理和应用进行详细说明。
二、整经密度计算公式整经密度是指单位长度内的经纱数目,它是确定纺织品质量和手感的重要指标。
整经密度的计算公式为:整经密度 =(经纱数目 / 经纱的单位长度)× 1000其中,经纱数目是指纺织品中经纱的总数目,经纱的单位长度是指纺织品中经纱的长度。
三、整经长度计算公式整经长度是指纺织品中经纱的总长度,它是确定纺织品产量和成本的重要指标。
整经长度的计算公式为:整经长度 =(经纱数目× 经纱的单位长度)/ 1000四、整经时间计算公式整经时间是指完成整经工艺所需要的时间,它是确定生产进度和效率的重要指标。
整经时间的计算公式为:整经时间 =(整经长度 / 机台速度)× 60其中,机台速度是指整经机台每分钟可以完成的整经长度。
五、整经染色药液用量计算公式整经染色药液用量是指完成整经染色工艺所需要的药液体积,它是确定染色成本和质量的重要指标。
整经染色药液用量的计算公式为:整经染色药液用量 =(整经长度× 药液浸泡比)/ 1000其中,药液浸泡比是指药液与纺织品的比例。
六、整经印花浆料用量计算公式整经印花浆料用量是指完成整经印花工艺所需的浆料体积,它是确定印花效果和成本的重要指标。
整经印花浆料用量的计算公式为:整经印花浆料用量 =(整经长度× 浆料浸泡比)/ 1000其中,浆料浸泡比是指浆料与纺织品的比例。
七、整经损耗率计算公式整经损耗率是指整经工艺中损失的纱线比例,它是确定生产成本和质量控制的重要指标。
整经损耗率的计算公式为:整经损耗率 =((经纱数目 - 出口纱数目)/ 经纱数目)× 100其中,经纱数目是指整经工艺中使用的纱线数目,出口纱数目是指整经工艺中出现问题而无法使用的纱线数目。