武汉科技大学机械制造工艺学习题答案 ppt课件
- 格式:pdf
- 大小:6.27 MB
- 文档页数:30

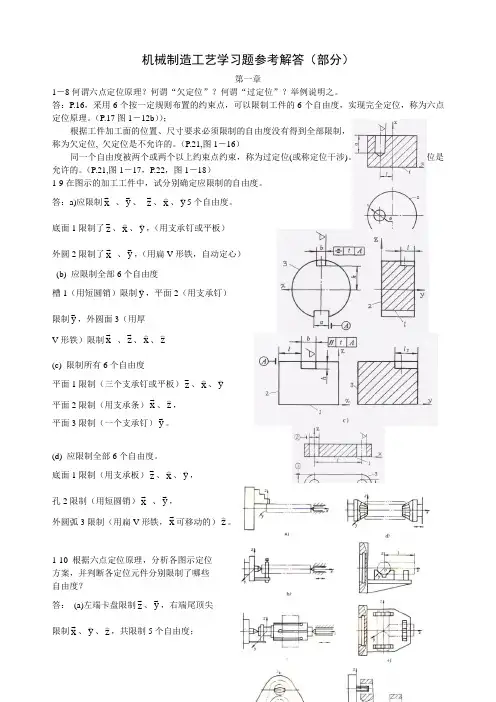
机械制造工艺学复习题及参考答案第一章什么叫生产过程、工艺过程、工艺规程生产过程是指从原材料变为成品的劳动过程的总和。
在生产过程中凡属直接改变生产对象的形状、尺寸、性能及相对位置关系的过程,称为工艺过程。
在具体生产条件下,将最合理的或较合理的工艺过程,用文字按规定的表格形式写成的工艺文件,称为机械加工工艺规程,简称工艺规程。
、某机床厂年产CA6140卧式车床2000台,已知机床主轴的备品率为15%,机械加工废品率为5%。
试计算主轴的年生产纲领,并说明属于何种生产类型,工艺过程有何特点若一年工作日为280天,试计算每月(按22天计算)的生产批量。
N=Qn(1 + a )(1+3 )= (1 + 15%) (1 + 5%) =2415 台/年,生产批量计算:M 2415x22 止,打三—=--------- = 1SQ,7^ “牛)+•F 2S0解:生产纲领公式查表属于成批生产谁,测量基谁,装配基准-4答:fiit:是用来确定生r寸象的点或面,包括设计斟翩1工艺基涵d设计基也在零件图上标洼设计尺寸所采用的基也主工艺基也在零件的工艺过程中所采用的基隹叫做工莒基按其场台不环可分为工序基准、定位基隹、狈嗤基4和装再es准。
屮工序基准:在工序图中,用以确定本工}^被加工^面协工后的尺寸,形状、位置所采用的g 准.屮老位基淮,加工时,用以确定工件在机床上威夹具中的正确位毎4測量环加工中或IJDX后,测障工件形狀尺寸采用的些尙4裝配基也装配时用以确定零件或咅阱在产品上相对位置所采用的基a。
"(a)如一阶扌耕由零件,中60外圆的设计基准是中40外圆的中心线屮4.工件装主ffi 含义是什么?在机《加工中有BB 几种装夹工件的方法?®述各种装夬方袪的特磁应用场合.t ®:工件的装夹包括定位和夹紧.定位的任务,使工件育溝终在机床或夬具中占有正确的位置:夹紧的任务,这一正确的位置在加血程中不因切削力r 惯性力.重力的作用而 装夹的方法 特点应用场舍 直接找正装 夹加工精度要求不高,生产率较低单件肝比生产划线找正装 夹 加工表面复杂,加工精度要求不太高,空产 率低单件中小批生产的铸件加 工夹具装夹无需划线和找正,定位精度高,操作简单, 生产率高用于成ifc 和大量主产中£ “工杵夹紧后,位萱不动了,其所有自由度就都被限制了3这种说漩f 吗? 6.什么是六点定位履理?什么是完全定位与不完全定位?什么i 欠定位与过定位各举例说明。
典型习题和解答第一章机械加工工艺规程的制定〔例1.3〕试举例说明下列各组的概念、特点以及它们之间的区别:(1)零件尺寸链、工艺过程尺寸链,工艺系统尺寸链,装配尺寸链;(2)封闭环.组成环,增环.减环。
〔例 1。
10〕设某一零件图上规定的外圆直径为Ф32005.0-mm ,渗碳深度为0.5~0.8 mm 。
现为使此零件可和另一种零件同炉进行渗碳,限定其工艺渗碳层深度为0.8~1.0 mm 。
试计算渗碳前车削工序的直径尺寸及其上、下偏差?[解] 渗碳深度是间接保证的尺寸,应为封闭环.并作出尺寸链计算图.车削外圆的半径及公差R δR为组成环之一.求R δR: 0。
8=1+16—R min ,R min =16。
2mm0.5=0.8+15.975—R max , R max =16.275mm故车削工序的直径尺寸及公差应标注为Φ32.55015.0- mm.〔例 1。
11〕設一零件,材料为2Cr13,其内孔的加工顺序如下:(1)车内孔Φ31。
814.00+(2)氰化,要求工艺氧化层深度为磨内孔Φ320.0350.010++,要求保证氧化层深度为0.1~0。
3mm, 试求氰化工序的工艺氧化层深度tTδ?[解] 按加工顺序画出形成氰化层深度0。
1 ~0。
3mm 的尺寸链计算图。
图中0。
1~0.3 mm 是最后形成的尺寸应为封闭环.计算 tTδ: 0。
3=t max +15。
97—16.0050.1=t min +15。
9-16.0175得 t max =0。
335mmt min =0.2175mm 故氰化工序的工艺氰化层深度tTδ=0。
21751175.00+mm.〔例 1。
12〕某小轴系成批生产,工艺过程为车、粗磨、精磨、镀铬。
所得尺寸应为Ф300045.0-㎜,镀层厚度为0.03~0.04㎜.试求镀铬前精磨小轴的外径尺寸及公差。
[解] 列尺寸链如图示,镀铬后外径尺寸Φ300045.0-mm 为封闭环30=A 1max +0.08 得 A 1max =29。