传动轴加工工艺路线编制—PPT秦元昊修改.
- 格式:ppt
- 大小:881.00 KB
- 文档页数:3
传动轴的数控加工工艺与编程设计传动轴是机械传动中常用的零部件,主要用于将动力从发动机传输到车轮、飞机螺旋桨或其他设备中。
在传动轴的制作过程中,数控加工是一种常见的工艺方法。
本文将介绍传动轴数控加工的工艺步骤和编程设计,以及注意事项和优缺点。
一、传动轴数控加工的工艺步骤1. 设计绘图:根据传动轴的应用需求和制造标准,通过CAD软件进行设计绘图。
通常,传动轴需要细致的外观设计和精确尺寸的计算,以确保其精准度和可靠性。
2. 材料准备:选择合适的材料,根据传动轴的长度和直径进行切割、开槽、车削等工艺步骤。
常用的材料有碳钢、合金钢、不锈钢等。
3. 电极加工:在数控机床上制作电极,通过放电加工、加热等方式处理工件,使其具备所需形状和尺寸,并确保工件表面平整光滑。
4. 雕刻和蚀刻:使用雕刻和蚀刻工艺,将必要的标志、槽口和孔洞制成,以满足传动轴的规格和总装安装的需要。
5. 车削和打孔:通过数控车床和数控铣床进行车削和打孔操作,以确保传动轴的精度和质量。
6. 淬火及抛光:将车削和打孔的部件进行淬火处理,使其具备良好的硬度和耐磨性能。
最后,根据传动轴的表面光洁度要求进行抛光处理。
二、传动轴数控加工的编程设计数控加工需要用编程来指挥计算机完成精密操作。
传动轴数控加工的编程设计包括以下步骤:1. 确定加工对象的空间坐标系,以及数控机床的坐标系。
根据加工对象和数控机床不同的坐标系统,确定程序格式。
2. 对加工对象进行CAD绘图,生成CAD文件,进行几何误差检查和纠正。
将CAD文件导入编程软件中。
3. 根据加工要求,设计加工工艺,设置切削速度、进给速度和切削深度等切削参数,并根据机床系统特点,优化程序代码。
4. 根据预设加工轨迹,生成相应的G代码,并设置程序开始和停止操作指令。
5. 在数控机床上安装工件,调试程序之前的加工参数,然后运行程序进行加工。
三、传动轴数控加工的注意事项1. 保持机床和工件清洁整洁,以确保加工质量和机床寿命。
机械制造工艺学课程设计--传动轴加工工艺设计班级: _____________指导老师:_____________ 组员:传动轴机械加工工艺轴类零件是常见的典型零件之一。
按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。
它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。
台阶轴的加工工艺较为典型,反映了轴类零件加工的大部分内容与基本规律。
下面就以减速箱中的传动轴为例,介绍一般台阶轴的加工工艺。
1.零件图样分析图A-1图A-1所示零件是减速器中的传动轴。
它属于台阶轴类零件,由圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等组成。
轴肩 般用来确定安装在轴上零件的轴向位置, 各环槽的作用是使零件装配V7时有一个正确的位置,并使加工中磨削外圆或车螺纹时退刀方便; 用于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母根据工作性能与条件,该传动轴图样(图A-1)规定了主要轴颈M, N, 外圆P 、Q 以及轴肩G H 、I 有较高的尺寸、位置精度和较小的表面粗 糙度值,并有热处理要求。
这些技术要求必须在加工中给予保证。
因此, 该传动轴的关键工序是轴颈 M N 和外圆P 、Q 的加工。
毛坯图2. 确定毛坯该传动轴材料为45钢,因其属于一般传动轴,故选 45钢可满足其要求。
本例传动轴属于中、小传动轴,并且各外圆直径尺寸相差不大,故选择0 60mm 勺热轧圆钢作毛坯键槽■-kr丿&W77~ ■ry L -—Jr 16.-- /- '777777777777/〈/////■///Z/ZAI3.确定主要表面的加工方法传动轴大都是回转表面,主要采用车削与外圆磨削成形。
由于该传动轴的主要表面M N、P、Q的公差等级(IT6)较高,表面粗糙度Ra 值(Ra=0.8 um)较小,故车削后还需磨削。
外圆表面的加工方案(参考表A-3)可为:粗车-半精车-磨削古柿厶邑—分対片妊离4.确定定位基准合理地选择定位基准,对于保证零件的尺寸和位置精度有着决定性的作用。
规程设计》传动轴机械加工工艺规程设计说明书设计人:陈浩专业:机制班级:1006学号:22 号规程设计》目录摘要........................................... (...3)关键词......................................... (...3)1.零件图样分析.................................. (.. 3)2.毛坯的确定 ................................... (... 4)3.工艺分析 ..................................... (... 5)4.工艺路线的拟定 ............................... (... 6)5.切削用量的选择 ............................... (... 6)6.工序尺寸及其公差的确定 ....................... (.. 9)7.机械加工程序 ................................. (... 9)7.1确定加工方法.. (9)7.2机床选择 (10)7.3刀具选择 (10)7.4量具选择 (11)8.设计总结 (12)9.参考文献 ..................................... (...13)10.工序卡片编制................................. (...14)11.附录规程设计》传动轴的加工工艺设计摘要:本设计通过传动轴零件图的分析,确定了该零件的毛坯材料及并对零件在加工过程中使用的设关键词:传动轴;尺寸;加工工艺1、零件图样分析属于典型的轴类零件。
其形Φ 20± 0.01mm的外圆与Φ 25± 0.025mm的外圆公共轴线为基准,作为35 000011圆和35 00 025 mm外圆轴线有规程设计》..0.03mm,零件表面粗糙度最小数值为Ra0.8μm,零件45 号钢在加工过程中有调质的要求,这样有利于改善零件的加工综合性能,故加工过程中应适时转序。
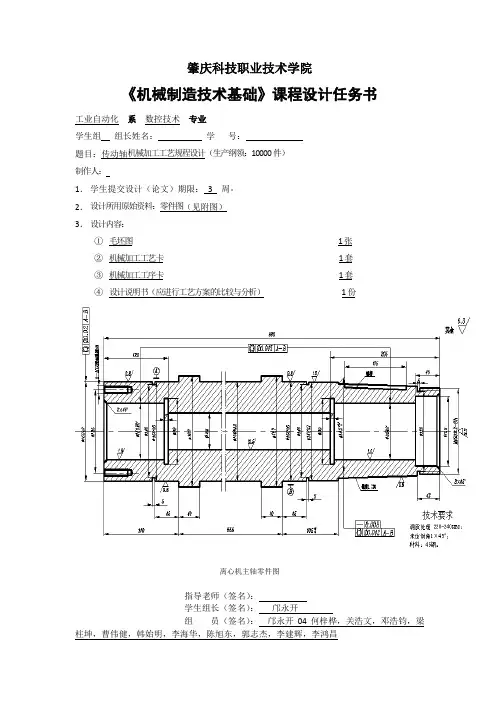
肇庆科技职业技术学院《机械制造技术基础》课程设计任务书工业自动化系数控技术专业学生组组长姓名:学号:题目:传动轴机械加工工艺规程设计(生产纲领:10000件)制作人:1.学生提交设计(论文)期限:3 周。
2.设计所用原始资料:零件图(见附图)3.设计内容:①毛坯图1张②机械加工工艺卡1套③机械加工工序卡1套④设计说明书(应进行工艺方案的比较与分析)1份离心机主轴零件图指导老师(签名):学生组长(签名):邝永开组员(签名):邝永开04何梓桦,关浩文,邓浩钧,梁柱坤,曹伟健,韩始明,李海华,陈旭东,郭志杰,李建辉,李鸿昌离心机主轴(一)、离心机主轴工艺分析及生产类型确定:因为离心机主轴的生产纲领为10000件,参考文献《机械制造技术基础》表2.3和2.4所得,所以生产类型为大批量生产,零件型别为轻型零件锻件重量:已知:45钢密度ρ =7.8g/mm3,长度L=990mm,直径D=150mm,没有通孔时质量计算如下:M1=*错误!未找到引用源。
(*140+*80+*475+*45+*60+1052*45+1362*145)*7.8≈132.1kg由零件图可知,加工前零件没有通孔,可以计算出通孔的质量如下:M2=*(852*120+552*665+852*160+1052*42)*7.8≈27.76 kgM= M1 -M2=132.1-27.76=104.34 kg根据计算可得机械加工后零件的质量为离心机主轴的重量估计值为104.3kg。
由M1可初步估计机械加工前锻件毛坯的重量为160kg。
(二)零件的分析1.零件的结构分析(1)该传动轴属于多阶梯带通孔的空心轴零件。
(2)该传动轴长径比990/167=5.928。
(3)右端面带键槽锥度配合面。
(4)螺纹加工面。
(5)起程槽。
(6)退刀槽。
(7)两顶尖孔定位2.零件的技术要求分析1)支承轴颈 尺寸精度要求:02.002.0150++ϕ 为IT 7级位置精度要求: 表面粗糙度要求:Ra 值支承轴颈的各项技术要求最高,是本传动轴的关键技术要求. 2)装夹表面 传动零件的装夹表面 尺寸精度要求:φ1500-0。
零件的工艺设计与实施课程设计说明书设计题目传动轴的机械加工工艺设计(生产纲领:200)班别数控加工113设计者指导教师评定成绩设计日期 2013年4月5日至 4月26 日目录 (4) (4) (6)........................................................................................................................... 错误!未定义书签。
5、工序集中和分散考虑 (8)7、工艺路线的确定 (10)8、加工路线的确定 (11) (11) (13)11、切削用量的选择 (13) (14)13 .刀具的选择 (15)加工刀具表 (16)机械加工工艺过程卡 (17)设计总结 (20)参考文献............................................................................................................ 错误!未定义书签。
湖南铁道职业技术学院零件的工艺设计与实施设计题目:传动轴的机械加工工艺设计设计内容: 1. 产品零件图<手工图/CAD图> 2张2.产品毛坯图1张3.机械加工工艺过程卡1份4.机械加工工序卡1份5.课程设计说明书1份班别数控加工113 设计者曾育林指导教师彭京城教研室主任2013年4 月26 日机械制造工艺学课程设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的链接,也是一次理论联系实际的训练。
因此,它在我们的大学学习生活中占有十分重要的地位。
就我个人而言,我希望通过这次课程设计对自己未来将从事的工作进行一次适应性的训练,从中锻炼自己分析问题、解决问题的能力,为今后祖国的现代化建设打下一个良好的基础。
机械制造工艺学课程设计题目减速器传动轴加工工艺学院职业技术学院专业机械设计制造及其自动化学生姓名学号班级机自职111 指导教师2013年 12月 25日【摘要】:随着科技的加速发展,数控技术在企业中发挥的作用越来越大。
本设次计通过对数控加工的工艺特点、加工零件工艺性等进行分析,选择了较为优化的加工方法,合理的加工工艺,将传动轴的加工成本降低到最小。
说明书以数控车床车削轴类零件为例,根据被加工工件的材料性能、轮廓形状、加工精度等选用合适的机床,制定最优加工方案,确定零件的加工顺序,各工序所用刀具,夹具和参数等,编写加工零件的工序。
【关键词】:减速器传动轴加工工艺尺寸链换算目录一.目的 (3)二.零件的分析 (4)2.1零件结构工艺性分析 (4)2.2零件技术要求分析 (4)三.毛坯的选择 (5)3.1毛坯的选择 (5)3.3毛坯形状及尺寸的确定 (6)四.定位基准的选择 (6)五.零件表面加工顺序及工艺路线的选择 (6)七.工序余量和尺寸的确定 (8)八.设备选择 (11)1. 机床选择 (11)2.刀具选择 (11)3.量具选择 (11)九.课程设计总结 (11)十.致谢 (12)十一.参考文献 (13)一.目的机械加工工艺规程,是规定零件机械加工工艺过程和操作方法的重要工艺文件。
它不仅是企业生产中重要的技术文件,也是机械制造过程的基本依据,还是新建和改建工厂或车间的基本资料。
本次课程设计是在学习了《机械制造工艺学》课程之后,本人综合所学的基础和专业知识,在陈慧老师的悉心指导下进行系统、全面的一次综合性生产实践的检验。
课程设计说明书概括性的介绍了设计过程,对设计中各部分内容作了重点的说明、分析、论证和必要的计算,系统性整理、表达了在机械加工工艺设计过程中涉及到的专业知识和基本要求,表达了自己对工艺规程作用的见解。
本次设计中,由于生产经验和专业知识有限,设计中一定存在较多的缺点和错误,还恳请批评指正。
传动轴机械加工工艺规程陕西国防工业职业技术学院目录1.工艺过程卡 (1)2.工序卡 (5)3.零件图 (18)4.零件毛坯合图 (19)5.夹具总装图 (20)6.零件图01 (21)7.零件图02 (22)8.刀具工作图 (23)9.量具工作图 (24)机械加工工艺过程卡片产品型号零件图号ZJ18-01产品名称零件名称传动轴共 4 页第 1 页材料牌号毛坯种类毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件05 下料10 锻造模锻模锻机15 热处理正火20 铣两端面钻中心孔专用机床25 粗车粗车右端外圆φ52φ46φ35φ24C616 偏刀、游标卡尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期、机械加工工艺过程卡片产品型号零件图号JZ18-02产品名称零件名称共 4 页第 2 页材料牌号毛坯种类毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件30 粗车粗车左端外圆φ44φ35φ30φ24C616 偏刀、游标卡尺32 检验33 热处理调质35 车修磨中心孔40 半精车半精车右端外圆φ52φ46φ35φ24C620 偏刀、游标卡尺、千分尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工艺过程卡片产品型号零件图号JZ18-03产品名称零件名称共 4 页第 3 页材料牌号毛坯种类毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件45 半精车半精车左端外圆Φ44Φ35φ30φ24C620 偏刀、游标卡尺、千分尺50 车车Φ24、Φ35,Φ35、Φ46,Φ46、Φ52,Φ44、Φ35,Φ35、Φ30,Φ30、Φ24之间的环形槽并倒角C620 偏刀、游标卡尺55 车车右端M24X1.5螺纹C620 螺纹车刀、游标卡尺、螺纹中径千分尺60 车车左端M24X1.5螺纹C620 螺纹车刀、游标卡尺、螺纹中径千分尺61 铣槽铣槽12(0,-0.200)、8(0,-0.036)、6 X52K 铣刀、游标卡尺、塞规66 热处理时效设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工艺过程卡片产品型号零件图号JZ18-04产品名称零件名称共 4 页第 4 页材料牌号毛坯种类毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件67 研磨研磨中心孔70 磨外圆粗磨右端外圆φ35φ46M131 砂轮、游标卡尺、卡规、千分尺75 磨外圆粗磨左端外圆Φ30φ35M131 砂轮、游标卡尺、卡规、千分尺76 研磨研磨中心孔80 磨外圆精磨右端外圆φ35φ46M1080B 砂轮、游标卡尺、卡规、千分尺85 磨外圆精磨左端外圆φ35φ30M1080B 砂轮、游标卡尺、卡规、千分尺91 检验按图纸要求检验95 入库封油入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号 零件图号 ZJ18-05产品名称零件名称共13 页 第 1 页车间工序号 工序名称材 料 牌 号20 铣俩端面钻中心孔40Cr 毛 坯 种 类 毛坯外形尺寸每毛坯可制件数每 台 件 数模锻件 设备名称 设备型号设备编号同时加工件数专用机床夹具编号夹具名称 切削液铣床夹具工位器具编号工位器具名称工序工时 (分) 准终 单件工步号工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/rmm机动 辅助 1 装夹工件2同时铣削俩个端面,保证尺寸25926.026.0+-铣刀、 游标卡尺、中心钻φ3600500.524设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)机械加工工序卡片产品型号零件图号JZ18-06产品名称零件名称共13 页第 2 页车间工序号工序名称材料牌号机加车间25 粗车毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻设备名称设备型号设备编号同时加工件数车床C616夹具编号夹具名称切削液三爪卡盘、顶尖工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹工件,粗车φ52,保证尺寸φ53.80190.0-,45.5274.0+偏刀、游标卡尺250-300 45 0.5 1.1 22 粗车φ46φ35,保证尺寸φ47.90160.0-,,36.90160.0-偏刀、游标卡尺350-400 40-45 0.4 1.05-1.1 33 粗车φ24,保证尺寸φ25.50130.0-偏刀、游标卡尺500-550 40 0.5 5.5 11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号JZ18-07产品名称零件名称共13 页第 3 页车间工序号工序名称材料牌号机加车间30 粗车40Cr毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻设备名称设备型号设备编号同时加工件数车床C616夹具编号夹具名称切削液三爪卡盘、顶尖工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹工件,粗车φ44,保证尺寸φ45.80160.0-偏刀、游标卡尺350 48 0.5 1.05 22 粗车φ35、φ30,保证尺寸φ36.90160.0-,32.30130.0-偏刀、游标卡尺400-450 42-45 0.3 1.05 4-53 粗车φ24,保证尺寸φ25.50130.0-偏刀、游标卡尺600 45 0.5 3.99 8设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号JZ18-08产品名称零件名称共13 页第 4 页机加车间工序号工序名称材料牌号40 半精车40Cr毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻设备名称设备型号设备编号同时加工件数车床C620夹具编号夹具名称切削液三爪卡盘、顶尖工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1装夹工件,半精车φ52φ46保证尺寸φ52023.0023.0+-,φ46.40039.0-偏刀、游标卡尺、千分尺300-350 50 0.18 1.5-1.8 4-52 半精车φ35φ24,保证尺寸φ35.40039.0-,24(065.0065.0+-偏刀、游标卡尺、千分尺450-650 50 0.18 1.5 4-5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号 零件图号 JZ18-09产品名称零件名称共13 页 第 5 页车间 工序号 工序名称 材 料 牌 号机加车间 45 半精车毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数模锻 设备名称 设备型号 设备编号同时加工件数车床 C620夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分) 准终 单件工步号工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/rmm机动 辅助 1 装夹工件,半精车φ44保证尺寸φ440195.00195.0+- 偏刀、游标卡尺、千分尺 350 50 0.18 1.8 52半精车φ30φ24,保证尺寸φ30.30033.0-,24065.0065.0+-偏刀、游标卡尺、千分尺550-650500.181.5-2.04-5设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)机械加工工序卡片产品型号零件图号JZ18-10产品名称零件名称共13 页第 6 页车间工序号工序名称材料牌号机加车间50 车40Cr毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻设备名称设备型号设备编号同时加工件数车床C620夹具编号夹具名称切削液两顶尖工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹工件,车φ24、φ30之间的槽,保证槽深1.5,槽宽3切槽刀、游标卡尺450 50 0.5 1-1.5 12 车φ30、φ35、φ44、φ52、φ46、φ35之间的槽,保证槽深0.5,槽宽3切槽刀、游标卡尺450 50 0.5 1-1.5 13 倒角C1 切槽刀450 50 1 1 7设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号JZ18-11产品名称零件名称共13 页第7 页车间工序号工序名称材料牌号机加车间55 车毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻设备名称设备型号设备编号同时加工件数车床C620夹具编号夹具名称切削液两顶尖工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹工件,车左端螺纹,保证尺寸M24X1.5,1518.0车刀、游标卡尺、螺纹中径千分尺200 15 0.75 0.75 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号JZ18-12产品名称零件名称共13 页第8 页车间工序号工序名称材料牌号机加车间60 车毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻设备名称设备型号设备编号同时加工件数车床C620夹具编号夹具名称切削液两顶尖工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹工件,车右端螺纹,保证尺寸M24X1.5,1318.0偏刀、游标卡尺、螺纹中径千分尺200 15 0.75 0.75 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号JZ18-13产品名称零件名称共13 页第9 页车间工序号工序名称材料牌号机加车间61 铣槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻设备名称设备型号设备编号同时加工件数铣床X5032夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹工件,铣右端键槽,保证尺寸120200.0-,41.200200.0-铣刀、游标卡尺、塞规200 30 0.5 5 102 铣螺尾槽,保证尺寸21,1618.0+铣刀、游标卡尺、塞规300 30 0.5 3 63 铣左端键槽,保证尺寸26.150200.0-,80036.0-铣刀,游标卡尺、塞规400 30 0.5 5 10设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号JZ18-14产品名称零件名称共13 页第10 页车间工序号工序名称材料牌号机加车间70 粗磨毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻设备名称设备型号设备编号同时加工件数磨床M131夹具编号夹具名称切削液两顶尖工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹工件,磨右端外圆φ46φ35,保证尺寸φ46.150025.0-Φ35.150025.0-砂轮、卡规、游标卡尺、千分尺450-600 66 0.0111 0. 25-0.25 6设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号JZ18-15产品名称零件名称共13 页第11 页车间工序号工序名称材料牌号机加车间75 粗磨毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻设备名称设备型号设备编号同时加工件数磨床M131夹具编号夹具名称切削液两顶尖工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹工件,磨左端外圆φ35φ30,保证尺寸φ35.150025.0-φ,30.10021.0-砂轮、卡规、游标卡尺、千分尺600-650 65 0.0152 0. 2-0.25 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号JZ18-16产品名称零件名称共13 页第12 页车间工序号工序名称材料牌号机加车间80 精磨毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻设备名称设备型号设备编号同时加工件数磨床M1080B夹具编号夹具名称切削液两顶尖工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1装夹工件,精磨右端外圆φ46φ35,保证尺寸φ46008.0008.0+-φ35008.0008.0+-砂轮、游标卡尺、卡规、千分尺650-700 75 0.0123 0.15 8设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号JZ18-17产品名称零件名称共13 页第13 页车间工序号工序名称材料牌号机加车间85 精磨毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻设备名称设备型号设备编号同时加工件数磨床M1080B夹具编号夹具名称切削液两顶尖工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1装夹工件,磨左端外圆φ35φ30,保证尺寸φ35008.0008.0+-,φ300065.00065.0+-砂轮、游标卡尺、卡规、千分尺700-750 78 0.0123 0.15 8设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
湖南工业大学机械制造工艺学课程设计资料袋机械工程学院(系、部)______ 2011 〜2012 学年第_J _______ 学期课程名称机械制造工艺学指导教师________________ 职称教授学生姓名 _____ 专业班级__________ 学号_________题目 ________________________ 传动轴的机械加工工艺规程设计______________ 成绩 _________________ 起止日期2011年_12月_19日〜2011年_12__月_26_日目录清单湖南工业大学课程设计任务书2011 —2012学年第一学期机械工程学院(系、部)机械工程及其自动化专业机工091班级课程名称:______________________________ 机械制造工艺学设计题目:_________________________ 传动轴的机械加工工艺规程设计完成期限:自2011年12 月日至2011 年12 月26_日共J_周指导教师(签字):________________ 年月日系(教研室)主任(签字):____________________ 年月日机械制造工艺学课程设计说明书课题名称: 传动轴的机械加工工艺规程设计班级:__________________________________姓名:__________________________________学号:_____________________________指导老师:______________________________成绩:机械工程学院2011年12月目录、传动轴的工艺性分析 (1)1. 传动轴的工作原理 (1)2. 零件图样分析 (1)3. 零件的工艺分析 (1)4. 审查零件的结构工艺性 (2)二、选择毛坯的制造方式 (2)1. 毛坯的选择 (2)2. 确定毛坯的尺寸 (2)三、传动轴的基准选择、加工方案、制定工艺路线•• (3)1 .定位基准的选择 (3)2. 零件表面加工方法的确定 (3)3. 加工阶段的划分 (4)4. 加工顺序的安排 (5)5. 传动轴工艺路线的确定 (5)四、机床设备的选用 (7)1. ................................................................................................................................................... 机床设备的选用.. (7)2. ................................................................................................................................................... 工艺装备的选用.. (7)五、工序加工余量的确定,工序尺寸及公差的计算 (7)六、确定工序的切削用量 (13)七、课程设计体会 (16)八................................. 参考资料17一、传动轴的工艺性分析1•传动轴的工作原理轴上的两个齿轮或是带轮均置于箱体外,作用是传递动力,所以材料具有较高的抗弯强度、扭转强度。
传动轴配合件零件的数控加工工艺设计针对传动轴配合件零件的数控加工,从轴类零件的数控加工、零件的工艺分析、拟定工艺路线、确定工艺路线工艺的角度对加工工艺进行了设计分析。
标签:轴类零件的数控加工;零件的工艺分析;拟定工艺路线;确定工艺路线1 零件的分析1.1 分析图纸及产品装配图首先应分析零件图和该零件所在部件或总成的装配图,了解该零件在部件或总成中的位置和功能以及部件或总成对该零件提出的技术要求,分析其主要的技术关键和相应采取的工艺措施,形成生产加工零件的总体构思。
1.2 确定毛坯毛坯选择的正确与否,对产品质量与生产成本有很大的影响,提高毛坯的加工质量,可以减少机械加工的劳动量,降低机械加工的成本,应采用精密锻造,冷轧等先进的方法制造毛坯。
配合件的材料为45#,棒料直径为50mm。
2 拟定工艺路线(1)表面加工方法的选择:配合件表面加工方法选用车削加工;(2)加工阶段的划分:配合件加工方法采用粗加工精加工;(3)工序集中与工序分散:配合件的加工采用工序集中的方法;(4)工序顺序的安排:先基面后其它;先粗后精;先面后孔;先主后次;(5)各加工表面的装夹方式:粗车外圆-三爪自定心夹盘装夹;粗精车内孔、螺纹-三爪自定心夹盘装夹;精车外圆、螺纹-三爪自定心夹盘装夹。
3 确定工艺路线加工路线按由内到外,由粗到精,由右到左的加工原则。
首先自右向左进行粗车,然后从右到左进行精车,最后车螺纹。
(1)先加工A件右端面。
棒料伸出卡盘外约40mm,找正后夹紧。
(2)用外圆车刀,采用G71指令进行A零件右端部分的轮廓循环粗加工。
(3)用外圆车刀对G71循环粗加工后进行A零件右端部分的轮廓循环精加工。
(4)用宽5mm的切刀加工A件右侧螺纹退刀槽。
(5)用60°螺纹车刀,采用G76指令进行A件右侧螺纹循环加工。
(6)卸下工件,用铜皮包住已加工过的φ20外圆,调头使零件上φ20长26.5mm台阶端面与卡盘端面紧密接触后夹紧,找正后准备加工零件的左端面。
专用机械传动轴的加工工艺流程设计摘要机械加工工艺流程设计能力是从事机械制造专业的科研、工程技术人员必须具备的基本素质之一。
机械加工工艺流程设计作为高等工科院校教学的基本科目,在实践中占有极其重要的地位,工艺流程设计在加深对专业课程基本理论的理解和加强对解决工程实际问题的能力培养方面所发挥的作用是显而易见的。
本设计是传动轴的加工工艺流程设计,其结构虽然规则,但是精度要求比较高,所以工艺要求比较复杂。
需要粗车、数车、铣车、磨销,其中数车是加工关键。
数控车床加工工艺是以机械制造中的工艺基本理论为基础,结合数控车床的特点,综合运用多方面的知识解决数控车床加工过程中面临的工艺问题。
工艺流程是保证机械产品高质量、低成本的一种重要的工艺依据,工艺流程设计在机械加工中就显得更为突出,因此中小型零件加工的流程设计常被选作毕业设计的主要内容之一。
关键词:传动轴,工艺流程,粗车,数控车床,编程THE DESIGN OF DRIVE SHAFTMACHINTNG PROCESSABSTRACTThe ability of machine-finishing process design is one of the basic abilities which the machinery manufacture specialized scientific researcher, engineers and technicians are engaged in must be have.The machine-finishing process design as a basical subject that all the higher engineering course colleges and universities teaching took,holding the extremely important position in the practice.The machine-finishing process design has a significantly function which is deepening on the specialized curriculum elementary theory understanding and strengthening the ability to solve the function that the project actual problem.This design is drive shaft's machine-finishing process design,it’s structure is rule, but the accuracy requirement is quite high.needing rough turning, NC processing, milling, grinding, and NC processing is the key. CNC processing machinery is in the process based on the basic theory, combining the characteristics of CNC, comprehensive use of various aspects of knowledge to solve CNC in the process of facing the problem.The machine-finishing process design is an important craft basis that guarantee high grade, low cost machine-finishing. The process design appears more prominent in the machine-finishing,therefore middle and small scale components machine-finishing process design is selected frequently to do graduation project.KEY WORDS:drive shaft,technical process,rough turning,CNC,programming目录前言 (1)第1章零件分析 (2)§1.1计算生产纲领,确定生产类型 (2)§1.2轴类零件的作用、分类及技术要求 (2)§1.3工艺分析 (5)第2章工艺流程设计 (7)§2.1确定毛坯制造形式及尺寸 (7)§2.2基准的选择 (7)§2.2.1 粗基准的选择 (7)§2.2.2 精基准的选择 (8)§2.3主要工序加工方法 (8)§2.4工艺流程的拟定 (10)第3章工序设计 (13)§3.1选择加工设备和工艺设备 (13)§3.1.1 选择机床 (13)§3.1.2 选择夹具 (13)§3.1.2 选择刀具 (13)§3.1.3 选择量具 (16)§3.2确定工序尺寸 (17)§3.3确定切削用量 (18)§3.3.1确定工序4的切削用量 (18)§3.3.2确定工序6~12的切削用量 (20)§3.3.3确定工序13的切削用量 (30)§3.3.4确定工序15的切削用量 (31)结论 (32)参考文献 (33)致谢 (34)前言在现在机械制造工业中,切削加工仍然是将金属毛坯加工成规定的几何形状、尺寸和表面质量的主要加工方法。