传动轴加工工艺过程卡片(1)
- 格式:doc
- 大小:624.50 KB
- 文档页数:22
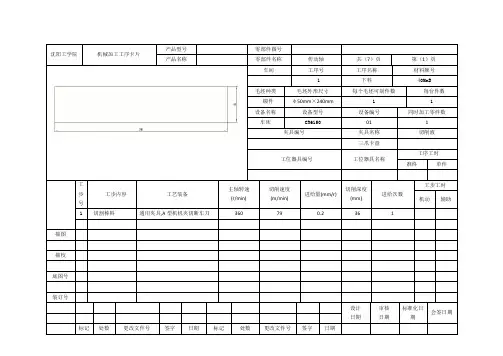
沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(1)页车间工序号工序名称材料牌号1 下料40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 切割棒料通用夹具,A型机机夹切断车刀360 79 0.2 36 1 描图描校底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(2)页车间工序号工序名称材料牌号2 粗车端面,钻中心孔40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车φ50端面通用夹具,45°端面车刀600 120 0.25 3 12 钻中心孔通用夹具,中心钻(B型)600 120 0.25 1.25 1 描图描校底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(3)页车间工序号工序名称材料牌号3 粗车外圆40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车φ30外圆顶尖,45°外圆车刀600 90 0.752 52 粗车φ45外圆顶尖,45°外圆车刀600 90 0.75 2.5 1 描图3 粗车φ30外圆顶尖,45°外圆车刀600 90 0.75 2 54 粗车φ22外圆顶尖,45°外圆车刀600 90 0.75 2 7 描校 5 去毛刺顶尖,45°外圆车刀600 80 0.75 0.05 1底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(4)页车间工序号工序名称材料牌号4 粗车槽40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车4x2槽顶尖,45°外圆车刀600 90 0.75 1 12 粗车4x0.5槽顶尖,45°外圆车刀600 90 0.25 2 描图描校底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(5)页车间工序号工序名称材料牌号5 精车40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 精车φ30外圆顶尖,45°外圆车刀600 131 0.14 1 12 精车φ45外圆顶尖,45°外圆车刀600 131 0.14 1 1 描图3 精车φ30外圆顶尖,45°外圆车刀600 131 0.14 1 14 车φ22螺纹顶尖,45°外圆车刀100 15 0.75 2 5 描校 5 倒角顶尖,45°外圆车刀400 131 0.14 1 1底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(6)页车间工序号工序名称材料牌号6 热处理40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数铣床X62W 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗铣槽专用夹具190 59.69 136.8 0.8 12 精铣槽专用夹具190 59.69 136.8 0.4 1 描图3 热处理,淬火淬硬深度1.5-2.5,HRC30描校底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(7)页车间工序号工序名称材料牌号7 检查40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 检查2 入库描图描校底图号装订号设计日期审核日期标准化日期会签日期。
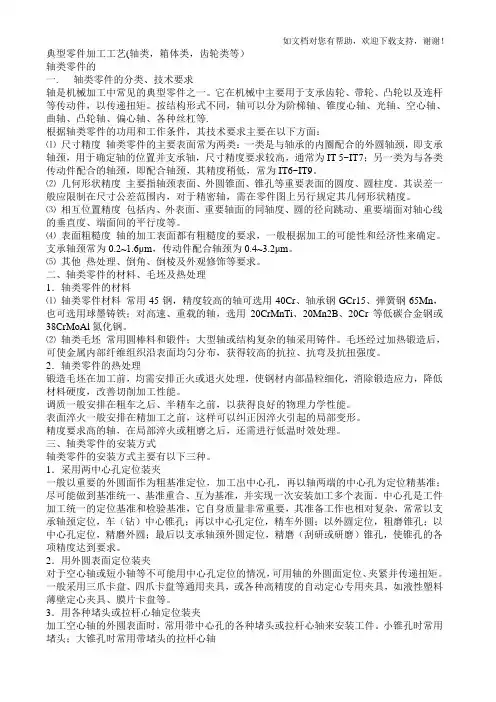
典型零件加工工艺(轴类,箱体类,齿轮类等)轴类零件的一. 轴类零件的分类、技术要求轴是机械加工中常见的典型零件之一。
它在机械中主要用于支承齿轮、带轮、凸轮以及连杆等传动件,以传递扭矩。
按结构形式不同,轴可以分为阶梯轴、锥度心轴、光轴、空心轴、曲轴、凸轮轴、偏心轴、各种丝杠等.根据轴类零件的功用和工作条件,其技术要求主要在以下方面:⑴尺寸精度轴类零件的主要表面常为两类:一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为IT 5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,常为IT6~IT9。
⑵几何形状精度主要指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度。
其误差一般应限制在尺寸公差范围内,对于精密轴,需在零件图上另行规定其几何形状精度。
⑶相互位置精度包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。
⑷表面粗糙度轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定。
支承轴颈常为0.2~1.6μm,传动件配合轴颈为0.4~3.2μm。
⑸其他热处理、倒角、倒棱及外观修饰等要求。
二、轴类零件的材料、毛坯及热处理1.轴类零件的材料⑴轴类零件材料常用45钢,精度较高的轴可选用40Cr、轴承钢GCr15、弹簧钢65Mn,也可选用球墨铸铁;对高速、重载的轴,选用20CrMnTi、20Mn2B、20Cr等低碳合金钢或38CrMoAl氮化钢。
⑵轴类毛坯常用圆棒料和锻件;大型轴或结构复杂的轴采用铸件。
毛坯经过加热锻造后,可使金属内部纤维组织沿表面均匀分布,获得较高的抗拉、抗弯及抗扭强度。
2.轴类零件的热处理锻造毛坯在加工前,均需安排正火或退火处理,使钢材内部晶粒细化,消除锻造应力,降低材料硬度,改善切削加工性能。
调质一般安排在粗车之后、半精车之前,以获得良好的物理力学性能。
表面淬火一般安排在精加工之前,这样可以纠正因淬火引起的局部变形。
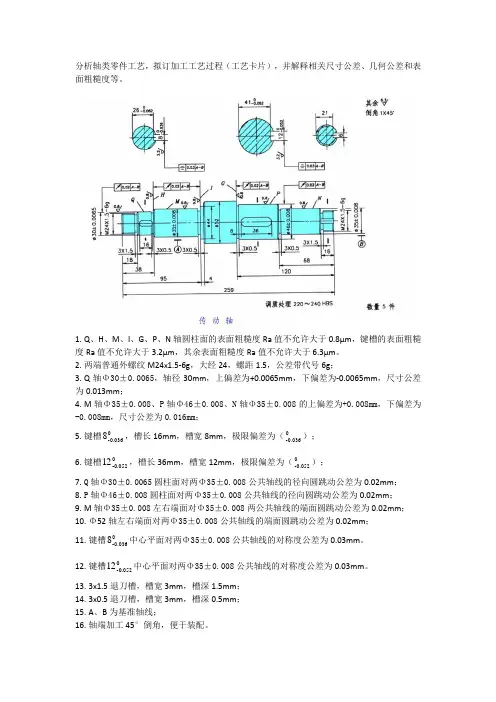
分析轴类零件工艺,拟订加工工艺过程(工艺卡片),并解释相关尺寸公差、几何公差和表面粗糙度等。
1. Q 、H 、M 、I 、G 、P 、N 轴圆柱面的表面粗糙度Ra 值不允许大于0.8μm ,键槽的表面粗糙度Ra 值不允许大于3.2μm ,其余表面粗糙度Ra 值不允许大于6.3μm 。
2. 两端普通外螺纹M24x1.5-6g ,大经24,螺距1.5,公差带代号6g ;3. Q 轴Φ30±0.0065,轴径30mm ,上偏差为+0.0065mm ,下偏差为-0.0065mm ,尺寸公差为0.013mm ;4. M 轴Φ35±0.008、P 轴Φ46±0.008、N 轴Φ35±0.008的上偏差为+0.008mm ,下偏差为-0.008mm ,尺寸公差为0.016mm ;5. 键槽0036.0-8,槽长16mm ,槽宽8mm ,极限偏差为(0036.0-);6. 键槽0052.0-12,槽长36mm ,槽宽12mm ,极限偏差为(0052.0-);7. Q 轴Φ30±0.0065圆柱面对两Φ35±0.008公共轴线的径向圆跳动公差为0.02mm ;8. P 轴Φ46±0.008圆柱面对两Φ35±0.008公共轴线的径向圆跳动公差为0.02mm ;9. M 轴Φ35±0.008左右端面对Φ35±0.008两公共轴线的端面圆跳动公差为0.02mm ;10. Φ52轴左右端面对两Φ35±0.008公共轴线的端面圆跳动公差为0.02mm ;11. 键槽0036.0-8中心平面对两Φ35±0.008公共轴线的对称度公差为0.03mm 。
12. 键槽0052.0-12中心平面对两Φ35±0.008公共轴线的对称度公差为0.03mm 。
13. 3x1.5退刀槽,槽宽3mm ,槽深1.5mm ;14. 3x0.5退刀槽,槽宽3mm ,槽深0.5mm ;15. A 、B 为基准轴线;16. 轴端加工45°倒角,便于装配。
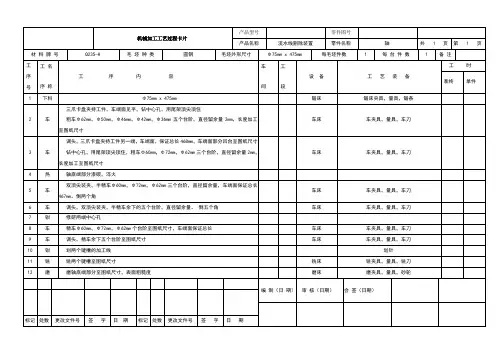
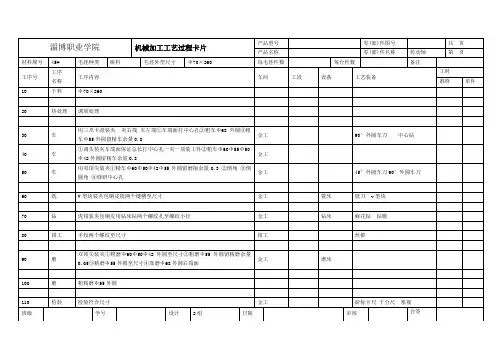
机械加工工艺过程卡片机械加工工序卡片夹具名称夹具编号切削液三抓卡盘工位器具工序工时工位器具编号单准终主轴转切削速切削深进给工步工进速度量度工步号备艺工内容装工步r/min mm mm/r m/min 辅机 1 下料760 2 三爪卡盘、顶尖、90°偏刀车轴端面1 9.8 114 0.5 1.5转中心孔 3 三爪卡盘、车床钻头760 °偏刀4 三爪卡盘、顶尖、90114 0.5 1 1.5 9.8 车轴另一端面三爪卡盘、车床钻头转中心孔机械加工工序卡片三抓卡盘工序工时工位器具名称工位器具编号单件准终切削速主轴转切削深进给量/s 工步工时进给次速工步号度度备装工艺工步内容mm/r m/min r/min mm 动机动辅 1 三爪卡盘、顶尖、90 °偏刀1 2.5 0.5 760 114 90 外圆面粗车φ43 粗车φ3721.7 90三爪卡盘、顶尖、0.5 760 3 1 102 2 °偏刀外圆面22.7 3.5 3 117 966 0.4 1 90三爪卡盘、顶尖、外圆面粗车φ30 °偏刀1 三爪卡盘、顶尖、外圆面966 0.5 130 1 40 36.3 4 90°偏刀粗车φ调头,966 0.5 粗车φ5 35 30 90三爪卡盘、顶尖、2.5 外圆面126.7 1 °偏刀三爪卡盘、顶尖、外圆面粗车φ302.5111.661 7.14909660.4°偏刀7 倒角三爪卡盘、顶尖、45°偏刀机械加工工序卡片三抓卡盘工序工时工位器具名称工位器具编号单件准终切削深主轴转切削速进给量/s 工步工时进给次度度工步号速备装工工步内容艺mm/rmm r/min m/min 动机动辅三爪卡盘、顶尖、900.4 17 1200 °偏刀146 外圆面1 半精车φ37 1 0.750.4 1200 °偏刀120 三爪卡盘、顶尖、2 外圆面半精车φ30 900.65 1 18.25966 36.3 126.7 外圆面调头,半精车φ40 °偏刀1 0.75 3 三爪卡盘、顶尖、900.5 24.5 °偏刀三爪卡盘、顶尖、900.75 1 外圆面半精车φ35 0.4 1200 138.6 4 18.25 °偏刀0.65 三爪卡盘、顶尖、1 90 1200 120 0.4 外圆面半精车φ30 1机械加工工序卡片工序工时工位器具名称工位器具编号准终纵向进主轴转走刀长向横进给工步工时进给度工步号速给量备装工步内容艺工量进/(mm/s) m/min min 辅动机给量粗磨φ303.9 外圆面1 1 2 40 平形砂轮0.0152 1530 平形砂轮352 粗磨φ外圆面0.0111 4 187 1 153 平形砂轮40调头,粗磨φ外圆面12.3 0.0111 1 76 2 154 平形砂轮3.9 0.0111 15 1 2 40 30粗磨φ外圆面21 平形砂轮0.01113715 1 粗磨φ90 4 5 外圆面机械加工工序卡片工序工时工位器具名称工位器具编号准终单件纵向主轴转走刀长向进横进给工步工时进给工步号量速给度装备工容工步内艺量进m/min /(mm/s) min 辅机动给量平形砂轮40 5.4 1 外圆面精磨φ301 15 0.0152 230 2 平形砂轮外圆面精磨φ351 0.0111 4 15 18713 外圆面调头,精磨φ40 0.0111 1 2 15 3 平形砂轮76外圆面精磨φ4 0.0111 302 15 1 5.4 40 平形砂轮外圆面5 精磨φ0.0111374 15 1 90 14.7 平形砂轮机械加工工序卡片专用夹具工序工时工位器具名称工位器具编号准终单件主轴切削深速进给量工步工时进给工步号度度艺工步工内容装备mm/rm/min mm 机辅0.5 2 90 2.5 15 1 外圆面铣φ35 专用夹具13 0.5 外圆面铣φ2 402.5 专用夹具60 2外圆面37精磨φ3 2.5 专用夹具13 2 0.5 90机械加工工序卡片工序工时工位器具名称工位器具编号单件准终切削深切削速主轴转进给量工步工时进给速工步号度度备艺容装工步工内mm/rmmm/min r/min 机辅钳工去毛刺1检验2进步。
机械加工工艺过程卡片机械加工工序卡片机械加工工序卡片产品型号零件图号04-02-01-17产品名称零件名称 二代右半轴 共7页 第2 页车间 间 工序号 工序名称 材料牌号 车床 1 车端面 毛坯种类 毛坯外型尺寸 每毛坯可制件每台件数 圆钢 Φ48x573mm 1 1 设备名称 设备型号 设备编号同时加工件数 普通车床C620-11 夹具编号夹具名称 切削液三抓卡盘 工位器具编号工位器具名称 工序工时 准终 单 工步号 工 步 内 容工 艺 装 备主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给次工步工时 机辅1 下料2 车轴端面 三爪卡盘、顶尖、90°偏刀760 114 0.5 1.5 1 9.8 3 转中心孔 三爪卡盘、车床钻头 4 车轴另一端面 三爪卡盘、顶尖、90°偏刀 760 114 0.5 1.5 1 9.8 转中心孔三爪卡盘、车床钻头机械加工工序卡片机械加工工序卡片产品型号零件图号04-02-01-17产品名称零件名称二代变右半轴共7 页第2 页车间工序号工序名称材料牌号车床 2毛坯种类毛坯外型尺寸每毛坯可制件数每台件数圆钢Φ35x160mm 1 1设备名称设备型号设备编号同时加工件数普通车床C620-1 1夹具编号夹具名称切削液三抓卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时/s机动辅动1 粗车φ43外圆面三爪卡盘、顶尖、90°偏刀760 114 0.5 2.5 1 902 粗车φ37外圆面三爪卡盘、顶尖、90°偏刀760 102 0.53 1 21.73 粗车φ30外圆面三爪卡盘、顶尖、90°偏刀966 117 0.4 3.5 1 22.74 调头,粗车φ40外圆面三爪卡盘、顶尖、90°偏刀966 130 0.5 1 1 36.35 粗车φ35外圆面三爪卡盘、顶尖、90°偏刀966 126.7 0.5 2.5 1 306 粗车φ30外圆面三爪卡盘、顶尖、90°偏刀966 111.6 0.4 2.5 1 7.147 倒角三爪卡盘、顶尖、45°偏刀机械加工工序卡片机械加工工序卡片产品型号零件图号04-02-01-17产品名称零件名称二代变右半轴共7 页第 3 页车间工序号工序名称材料牌号车床 3 半精加工毛坯种类毛坯外型尺寸每毛坯可制件数每台件数圆钢Φ48x573mm 1 1设备名称设备型号设备编号同时加工件数普通车床C620-1 1夹具编号夹具名称切削液三抓卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时/s机动辅动1 半精车φ37外圆面三爪卡盘、顶尖、90°偏刀1200 146 0.4 0.75 1 172 半精车φ30外圆面三爪卡盘、顶尖、90°偏刀1200 120 0.4 0.65 1 18.253 调头,半精车φ40外圆面三爪卡盘、顶尖、90°偏刀966 126.7 0.5 0.75 1 36.34 半精车φ35外圆面三爪卡盘、顶尖、90°偏刀1200 138.6 0.4 0.75 1 24.5半精车φ30外圆面三爪卡盘、顶尖、90°偏刀1200 120 0.4 0.65 1 18.251机械加工工序卡片机械加工工序卡片产品型号零件图号04-02-01-17产品名称零件名称二代变右半轴共7页第4页车间工序号工序名称车间车床 4 粗磨加工车床毛坯种类毛坯外型尺寸每毛坯可制件毛坯种类圆钢Φ48x573mm 1 圆钢设备名称设备型号设备编号设备名称立式铣床X53T 立式铣床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终工步号工步内容工艺装备走刀长度min主轴转速m/min纵向进给量进给量横向进给量/(mm/s)进给次数工步工时机辅动1 粗磨φ30外圆面平形砂轮402 15 0.0152 1 3.92 粗磨φ35外圆面平形砂轮187 4 15 0.0111 1 303 调头,粗磨φ40外圆面平形砂轮76 2 15 0.0111 1 12.34 粗磨φ30外圆面平形砂轮40 2 15 0.0111 1 3.95 粗磨φ37外圆面平形砂轮90 4 15 0.0111 1 21机械加工工序卡片机械加工工序卡片产品型号零件图号04-02-01-17产品名称零件名称二代变右半轴共7页第 5 页车间工序号工序名称材料牌号车床 5 精磨加工毛坯种类毛坯外型尺寸每毛坯可制件每台件数圆钢Φ48x573mm 1 1设备名称设备型号设备编号同时加工件数立式铣床X53T 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备走刀长度min主轴转速m/min纵向进给量进给量横向进给量/(mm/s)进给次数工步工时机动辅1 精磨φ30外圆面平形砂轮402 15 0.0152 1 5.42 精磨φ35外圆面平形砂轮187 4 15 0.0111 1 303 调头,精磨φ40外圆面平形砂轮76 2 15 0.0111 1 134 精磨φ30外圆面平形砂轮40 2 15 0.0111 1 5.45 精磨φ37外圆面平形砂轮90 4 15 0.0111 1 14.7机械加工工序卡片机械加工工序卡片产品型号零件图号04-02-01-17产品名称零件名称二代变右半轴共7页第 6 页车间工序号工序名称材料牌号车床 5 铣键槽毛坯种类毛坯外型尺寸每毛坯可制件每台件数圆钢Φ48x573mm 1 1设备名称设备型号设备编号同时加工件数立式铣床床X53T 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴速度m/min进给量mm/r切削深度mm进给次数工步工时/s机辅1 铣φ35外圆面专用夹具90 0.5 2.52 152 铣φ40外圆面专用夹具60 0.5 2.5 2 133 精磨φ37外圆面专用夹具90 0.5 2.5 2 13机械加工工序卡片机械加工工序卡片产品型号零件图号04-02-01-17产品名称零件名称二代变右半轴共7页第7 页车间工序号工序名称材料牌号5 检验毛坯种类毛坯外型尺寸每毛坯可制件每台件数圆钢Φ48x573mm 1 1设备名称设备型号设备编号同时加工件数普通车床X53T 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时/s机辅1 去毛刺钳工2 检验。
沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(1)页车间工序号工序名称材料牌号1 下料40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 切割棒料通用夹具,A型机机夹切断车刀360 79 0.2 36 1描图描校底图号装订号设计审核标准化日会签日期.日期日期期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(2)页车间工序号工序名称材料牌号2粗车端面,钻中心孔40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车φ50端面通用夹具,45°端面车刀600 120 0.25 3 12 钻中心孔通用夹具,中心钻(B型)600 120 0.25 1.25 1 描图描校底图号.装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(3)页车间工序号工序名称材料牌号3 粗车外圆40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车φ30外圆顶尖,45°外圆车刀600 90 0.752 52 粗车φ45外圆顶尖,45°外圆车刀600 90 0.75 2.5 1 描图3 粗车φ30外圆顶尖,45°外圆车刀600 90 0.75 2 54 粗车φ22外圆顶尖,45°外圆车刀600 90 0.75 2 7 描校 5 去毛刺顶尖,45°外圆车刀600 80 0.75 0.05 1.底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(4)页车间工序号工序名称材料牌号4 粗车槽40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车4x2槽顶尖,45°外圆车刀600 90 0.75 1 12 粗车4x0.5槽顶尖,45°外圆车刀600 90 0.25 2 描图.描校底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(5)页车间工序号工序名称材料牌号5 精车40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 精车φ30外圆顶尖,45°外圆车刀600 131 0.14 1 1.2 精车φ45外圆顶尖,45°外圆车刀600 131 0.14 1 1 描图3 精车φ30外圆顶尖,45°外圆车刀600 131 0.14 1 14 车φ22螺纹顶尖,45°外圆车刀100 15 0.75 2 5 描校 5 倒角顶尖,45°外圆车刀400 131 0.14 1 1底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(6)页车间工序号工序名称材料牌号6 热处理40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数铣床X62W 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工工步内容工艺装备主轴转速切削速度进给量(mm/r) 切削深度进给次数工步工时.步号(r/min) (m/min) (mm)机动辅助1 粗铣槽专用夹具190 59.69 136.8 0.8 12 精铣槽专用夹具190 59.69 136.8 0.4 1 描图3 热处理,淬火淬硬深度1.5-2.5,HRC30描校底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(7)页车间工序号工序名称材料牌号7 检查40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件.工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 检查2 入库描图描校底图号装订号设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期.。
轴工艺过程卡第三小组班级:机制16-1班组长:彭志伟成员:彭志伟明健伟邓佳辉邓尧刘磊刘含新时间: -机械加工工序卡片机械加工工序卡片设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号3机械加工工序卡片产品名称传动轴零件名称共12页第3页间工序号工序名称材料牌号金工3粗车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ42mm 1设备名称设备型号设备编号同时加工件数C61401夹具编号夹具名称切削液铣床,分度头工序工时 /s工位器具编号工位器具名称准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1粗车外圆Φ→φ,φ→φ90°外圆车刀、顶尖32粗车外圆φ→φ,Φ→φ设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号4产品名称传动轴零件名称共12页第4页间工序号工序名称材料牌号金工4粗车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ42mm 1设备名称设备型号设备编号同时加工件数机械加工工序卡片机械加工工序卡片产品型号零件图号5产品名称传动轴零件名称共12页第5页间工序号工序名称材料牌号金工热处理45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1调头,车Φ→车Φ→设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号6产品名称传动轴零件名称共12页第6页间工序号工序名称材料牌号金工6半精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ1设备名称设备型号设备编号同时加工件数C61041夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1半精车φ→φ90°外圆车刀、顶尖、游标卡尺2半精车φ→φ52mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号7机械加工工序卡片产品名称传动轴零件名称共12页第7页间工序号工序名称材料牌号金工7半精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ38mm 1设备名称设备型号设备编号同时加工件数C61401夹具编号夹具名称切削液铣床,分度头工序工时 /s工位器具编号工位器具名称准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助倒角及φ52mm上左端的角°其余角使用滚压方法倒1590°外圆车刀、顶尖、游标卡角尺2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号8机械加工工序卡片产品名称传动轴零件名称共12页第8页间工序号工序名称材料牌号金工8倒角45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ38mm 1设备名称设备型号设备编号同时加工件数C16401夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1倒φ的角C145°外圆车刀、顶尖2调头,倒φ的角C1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号9产品名称传动轴零件名称共12页第9页间工序号工序名称材料牌号金工9铣端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ1设备名称设备型号设备编号同时加工件数C61401夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1车右端面φ16mm端面2mm90°外圆车刀、顶尖设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号10产品名称传动轴零件名称共12页第10页间工序号工序名称材料牌号机械加工工序卡片机械加工工序卡片产品型号零件图号11产品名称传动轴零件名称共12页第11页间工序号工序名称材料牌号金工11淬火45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1淬火至43HRC设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共12页第12页间工序号工序名称材料牌号金工11粗磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm1设备名称设备型号设备编号同时加工件数M14321夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1粗磨φ→φ砂轮、顶尖、千分尺2调头,粗磨φ→φ设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号12机械加工工序卡片产品名称传动轴零件名称共12页第12页间工序号工序名称材料牌号金工11精磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm1设备名称设备型号设备编号同时加工件数M14321夹具编号夹具名称切削液工序工时 /s工位器具编号工位器具名称准终单件机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共13页第12页间工序号工序名称材料牌号金工11研磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm1设备名称设备型号设备编号同时加工件数篮式研磨机1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1研磨φ→φ20mm研磨剂、千分尺2调头,研磨φ→φ20mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共13页第12页间工序号工序名称材料牌号金工11切槽45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mm x140mm1设备名称设备型号设备编号同时加工件数C61401夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助切φ20mm上的3 沟槽直柄键槽铣刀、游标卡尺1调头,切φ20mm上的3 沟槽2切φ16mm上的3 沟槽设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)轴类零件余量表。
课题编制减速器传动轴的机械加工工艺卡片——机械加工工艺规程设计(1)课时2课时(90 min)教学目标知识技能目标:(1)掌握机械加工工艺路线的拟订(2)掌握机械加工工序的设计思政育人目标:提高逻辑严谨、思维缜密的问题分析能力教学重难点教学重点:工艺路线的拟定,加工余量和工序尺寸的确定,机床设备、工艺装备及切削用量的选择教学难点:工艺路线的拟定,切削用量的选择教学方法启发式、讲授法、案例分析法、讨论法、总结法教学用具电脑、投影仪、多媒体课件、教材教学设计课前任务→考勤(2min)→互动导入(5min)→传授新知(53min)→项目实践(25min)→课堂小结(3min)→作业布置(2min)教学过程主要教学内容及步骤设计意图课前任务⏹【教师】上传预习资料,发布预习任务,和学生负责人取得联系,让其提醒同学通过APP或其他学习软件,完成课前任务查找机械加工工艺规程设计的相关资料,观看上传的预习视频,思考工艺规程设计可能包含那些内容,通过发起的线上任务,分析讨论如何进行机械加工工艺规程的设计。
⏹【学生】完成课前任务通过课前任务,培养学生独立收集资料的能力,对机械加工工艺规程的设计形成初步认识,锻炼其观察、分析、总结的能力考勤(2 min)⏹【教师】使用APP进行签到⏹【学生】按照老师要求签到培养学生的组织纪律性,掌握学生的出勤情况互动导入(5 min)⏹【教师】讲述“任务引入”案例(详见教材),并提出问题机械加工工艺规程的编制方法和过程都有哪些呢?⏹【学生】聆听、思考、回答通过设置疑问的方式,引导学生主动思考,激发学生的学习兴趣传授新知⏹【教师】通过学生的回答,引出本节课知识点,讲解机械加运用多媒体课件,通过提问引导(53 min)工工艺规程设计的相关内容一、工艺路线的拟订拟订工艺路线是编制机械加工工艺规程的关键步骤,工艺路线拟订得是否合理直接影响机械加工工艺规程的合理性、科学性和经济性。
工艺路线拟订的主要任务是选择加工方法、划分加工阶段、安排加工顺序和组合工序内容。
-轴工艺过程卡第三小组班级:机制16-1班组长:彭志伟成员:彭志伟明健伟邓佳辉邓尧刘磊刘含新时间:2017.9.29 - 2017.10.10机械加工工序卡片机械加工工序卡片标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号3产品名称传动轴零件名称共12页第3页间工序号工序名称材料牌号金工3粗车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ42mmx140.2mm1设备名称设备型号设备编号同时加工件数C61401夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1粗车外圆Φ55.4mm→φ43.8mm,φ43.8mm→φ41.8mm90°外圆车刀、顶尖0.50.3/0.532粗车外圆φ41.8mm→φ37.8mm,Φ37.8mm→φ31.8mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号4产品名称传动轴零件名称共12页第4页间工序号工序名称材料牌号金工4粗车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ42mmx140.2mm1设备名称设备型号设备编号同时加工件数C61401夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1半精车,车外圆φ43.8mm→φ42.4mm,Φ41.8mm→φ40.4mm90°外圆车刀、顶尖2半精车外圆φ37.8mm→φ36.4mm,Φ31.8mm→φ30.4mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号5产品名称传动轴零件名称共12页第5页间工序号工序名称材料牌号金工热处理45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ39.4mmx140.2mm1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1调头,车Φ55.4mm→53.4mm车Φ45.8mm→41.8mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号6产品名称传动轴零件名称共12页第6页间工序号工序名称材料牌号金工6半精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ39.4mmx140.2mm1设备名称设备型号设备编号同时加工件数C61041夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时/s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1半精车φ41.8mm→φ40.4mm90°外圆车刀、顶尖、游标卡尺2半精车φ53.4mm→φ52mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号7产品名称传动轴零件名称共12页第7页间工序号工序名称材料牌号金工7半精车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数Φ38mmx140.2mm1设备名称设备型号设备编号同时加工件数C61401夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时/s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1倒角及φ52mm上左端的角1.5x45°其余角使用滚压方法倒角90°外圆车刀、顶尖、游标卡尺52设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号8产品名称传动轴零件名称共12页第8页间工序号工序名称材料牌号机械加工工序卡片产品名称传动轴零件名称共12页第9页间工序号工序名称材料牌号金工9铣端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mmx140.2mm1设备名称设备型号设备编号同时加工件数C61401夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时/s 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1车右端面φ16mm端面2mm90°外圆车刀、顶尖设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号10产品名称传动轴零件名称共12页第1页间工序号工序名称材料牌号金工10车螺纹45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mmx140mm1设备名称设备型号设备编号同时加工件数C61401夹具编号夹具名称切削液铣床,分度头工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1车φ16mm上的外螺纹螺纹车刀、游标卡尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号11产品名称传动轴零件名称共12页第11页间工序号工序名称材料牌号金工11淬火45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mmx140mm1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1淬火至43HRC设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共12页第12页间工序号工序名称材料牌号金工11粗磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mmx140mm1设备名称设备型号设备编号同时加工件数M14321夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1粗磨φ20.35mm→φ20.15mm砂轮、顶尖、千分尺2调头,粗磨φ20.35mm→φ20.15mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共12页第12页间工序号工序名称材料牌号金工11精磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mmx140mm1设备名称设备型号设备编号同时加工件数M14321夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1精磨φ20.15mm→φ20.05mm砂轮、顶尖、千分尺机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共13页第12页间工序号工序名称材料牌号金工11研磨45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mmx140mm1设备名称设备型号设备编号同时加工件数篮式研磨机LMJ-1.11夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1研磨φ20.05mm→φ20mm研磨剂、千分尺2调头,研磨φ20.05mm→φ20mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号12产品名称传动轴零件名称共13页第12页间工序号工序名称材料牌号金工11切槽45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数φ38mmx140mm1设备名称设备型号设备编号同时加工件数C61401夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助切φ20mm上的3 x1.5mm沟槽直柄键槽铣刀、游标卡尺1调头,切φ20mm上的3 x1.5mm沟槽2切φ16mm上的3 x1.5mm沟槽设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期轴类零件余量表。