传动轴的加工工艺过程图解
- 格式:doc
- 大小:405.00 KB
- 文档页数:3


阶梯轴加工工艺过程分析图6—34为减速箱传动轴工作图样。
表6—13为该轴加工工艺过程。
生产批量为小批生产。
材料为45热轧圆钢。
零件需调质。
欧阳家百(2021.03.07)(一)结构及技术条件分析该轴为没有中心通孔的多阶梯轴。
根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高的尺寸精度和形状位置精度,并有较小的表面粗糙度值,该轴有调质热处理要求。
(二)加工工艺过程分析1.确定主要表面加工方法和加工方案。
传动轴大多是回转表面,主要是采用车削和外圆磨削。
由于该轴主要表面M,N,P,Q的公差等级较高(IT6),表面粗糙度值较小(Ra0.8μm),最终加工应采用磨削。
其加工方案可参考表3-14。
2.划分加工阶段该轴加工划分为三个加工阶段,即粗车(粗车外圆、钻中心孔),半精车(半精车各处外圆、台肩和修研中心孔等),粗精磨各处外圆。
各加工阶段大致以热处理为界。
3.选择定位基准轴类零件的定位基面,最常用的是两中心孔。
因为轴类零件各外圆表面、螺纹表面的同轴度及端面对轴线的垂直度是相互位置精度的主要项目,而这些表面的设计基准一般都是轴的中心线,采用两中心孔定位就能符合基准重合原则。
而且由于多数工序都采用中心孔作为定位基面,能最大限度地加工出多个外圆和端面,这也符合基准统一原则。
但下列情况不能用两中心孔作为定位基面:(1)粗加工外圆时,为提高工件刚度,则采用轴外圆表面为定位基面,或以外圆和中心孔同作定位基面,即一夹一顶。
(2)当轴为通孔零件时,在加工过程中,作为定位基面的中心孔因钻出通孔而消失。
为了在通孔加工后还能用中心孔作为定位基面,工艺上常采用三种方法。
①当中心通孔直径较小时,可直接在孔口倒出宽度不大于2mm的60o内锥面来代替中心孔;②当轴有圆柱孔时,可采用图6—35a所示的锥堵,取1∶500锥度;当轴孔锥度较小时,取锥堵锥度与工件两端定位孔锥度相同;③当轴通孔的锥度较大时,可采用带锥堵的心轴,简称锥堵心轴,如图6—35b所示。
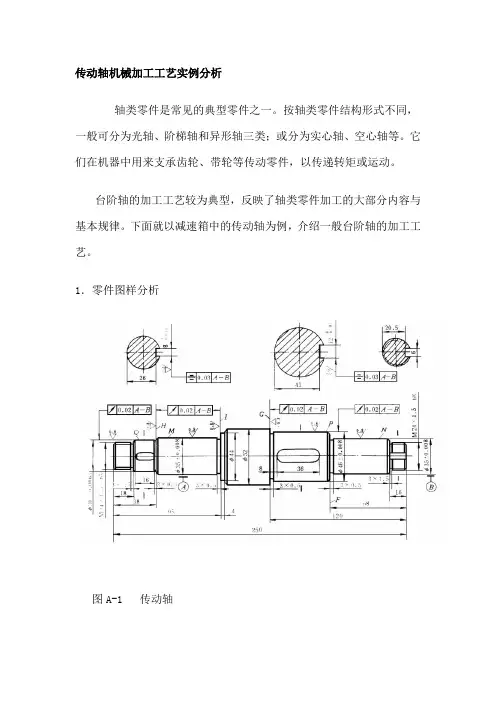
传动轴机械加工工艺实例分析轴类零件是常见的典型零件之一。
按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。
它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。
台阶轴的加工工艺较为典型,反映了轴类零件加工的大部分内容与基本规律。
下面就以减速箱中的传动轴为例,介绍一般台阶轴的加工工艺。
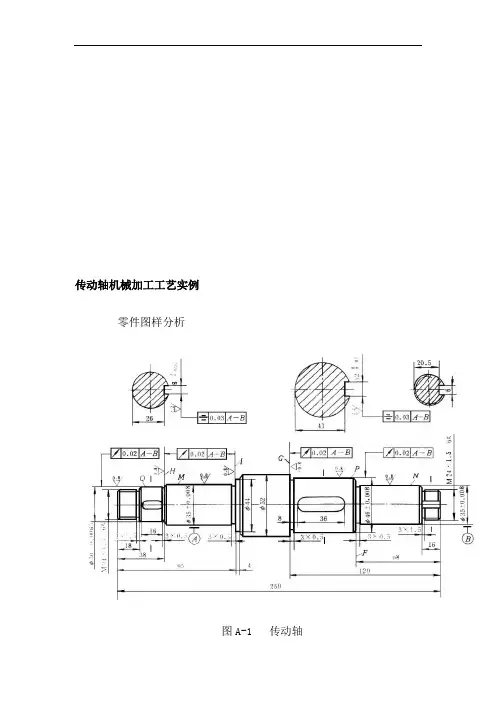
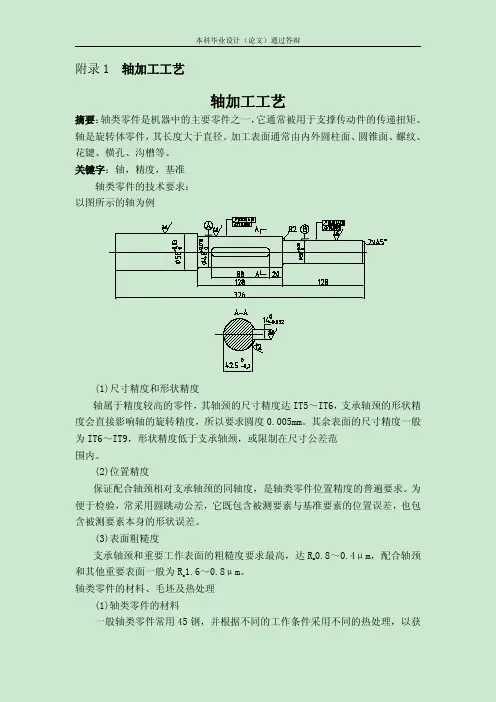
1.零件图样分析图A-1 传动轴图A-1所示零件是减速器中的传动轴。
它属于台阶轴类零件,由圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等组成。
轴肩一般用来确定安装在轴上零件的轴向位置,各环槽的作用是使零件装配时有一个正确的位置,并使加工中磨削外圆或车螺纹时退刀方便;键槽用于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。
根据工作性能与条件,该传动轴图样(图A-1)规定了主要轴颈M,N,外圆P、Q以及轴肩G、H、I有较高的尺寸、位置精度和较小的表面粗糙度值,并有热处理要求。
这些技术要求必须在加工中给予保证。
因此,该传动轴的关键工序是轴颈M、N和外圆P、Q的加工。
2.确定毛坯该传动轴材料为45钢,因其属于一般传动轴,故选45钢可满足其要求。
本例传动轴属于中、小传动轴,并且各外圆直径尺寸相差不大,故选择¢60mm的热轧圆钢作毛坯。
3.确定主要表面的加工方法传动轴大都是回转表面,主要采用车削与外圆磨削成形。
由于该传动轴的主要表面M、N、P、Q的公差等级(IT6)较高,表面粗糙度Ra 值(Ra=0.8 um)较小,故车削后还需磨削。
外圆表面的加工方案(参考表A-3)可为:粗车→半精车→磨削。
4.确定定位基准合理地选择定位基准,对于保证零件的尺寸和位置精度有着决定性的作用。
由于该传动轴的几个主要配合表面(Q、P、N、M)及轴肩面(H、G)对基准轴线A-B均有径向圆跳动和端面圆跳动的要求,它又是实心轴,所以应选择两端中心孔为基准,采用双顶尖装夹方法,以保证零件的技术要求。
粗基准采用热轧圆钢的毛坯外圆。
阶梯轴加工工艺过程分析图6—34为减速箱传动轴工作图样。
表6—13为该轴加工工艺过程。
生产批量为小批生产。
材料为45热轧圆钢。
零件需调质。
欧阳引擎(2021.01.01)(一)结构及技术条件分析该轴为没有中心通孔的多阶梯轴。
根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高的尺寸精度和形状位置精度,并有较小的表面粗糙度值,该轴有调质热处理要求。
(二)加工工艺过程分析1.确定主要表面加工方法和加工方案。
传动轴大多是回转表面,主要是采用车削和外圆磨削。
由于该轴主要表面M,N,P,Q的公差等级较高(IT6),表面粗糙度值较小(Ra0.8μm),最终加工应采用磨削。
其加工方案可参考表3-14。
2.划分加工阶段该轴加工划分为三个加工阶段,即粗车(粗车外圆、钻中心孔),半精车(半精车各处外圆、台肩和修研中心孔等),粗精磨各处外圆。
各加工阶段大致以热处理为界。
3.选择定位基准轴类零件的定位基面,最常用的是两中心孔。
因为轴类零件各外圆表面、螺纹表面的同轴度及端面对轴线的垂直度是相互位置精度的主要项目,而这些表面的设计基准一般都是轴的中心线,采用两中心孔定位就能符合基准重合原则。
而且由于多数工序都采用中心孔作为定位基面,能最大限度地加工出多个外圆和端面,这也符合基准统一原则。
但下列情况不能用两中心孔作为定位基面:(1)粗加工外圆时,为提高工件刚度,则采用轴外圆表面为定位基面,或以外圆和中心孔同作定位基面,即一夹一顶。
(2)当轴为通孔零件时,在加工过程中,作为定位基面的中心孔因钻出通孔而消失。
为了在通孔加工后还能用中心孔作为定位基面,工艺上常采用三种方法。
①当中心通孔直径较小时,可直接在孔口倒出宽度不大于2mm的60o内锥面来代替中心孔;②当轴有圆柱孔时,可采用图6—35a所示的锥堵,取1∶500锥度;当轴孔锥度较小时,取锥堵锥度与工件两端定位孔锥度相同;③当轴通孔的锥度较大时,可采用带锥堵的心轴,简称锥堵心轴,如图6—35b所示。
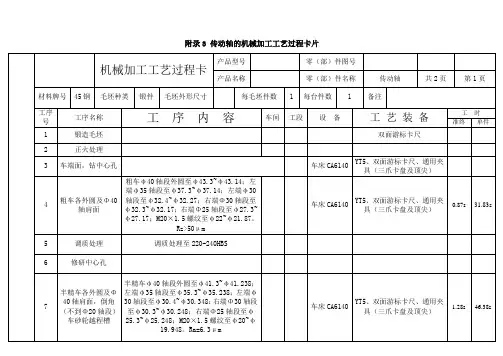
附录3 传动轴的机械加工工艺过程卡片机械加工工艺过程卡产品型号零(部)件图号产品名称零(部)件名称传动轴共2页第1页材料牌号45钢毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 锻造毛坯双面游标卡尺2 正火处理3 车端面,钻中心孔车床CA6140 YT5、双面游标卡尺、通用夹具(三爪卡盘及顶尖)4 粗车各外圆及Φ40轴肩面粗车φ40轴段外圆至φ43.3~φ43.14;左端φ35轴段至φ37.3~φ37.14;左端φ30轴段至φ32.4~φ32.27;右端Φ30轴段至φ32.3~φ32.17;右端Φ25轴段至φ27.3~φ27.17;M20×1.5螺纹至φ22~φ21.87。
Rz>50μm车床CA6140YT5、双面游标卡尺、通用夹具(三爪卡盘及顶尖)0.87s 31.83s5 调质处理调质处理至220-240HBS6 修研中心孔7 半精车各外圆及Φ40轴肩面,倒角(不到Φ20轴段)车砂轮越程槽半精车φ40轴段外圆至φ41.3~φ41.238;左端φ35轴段至φ35.3~φ35.238;左端φ30轴段至φ30.4~φ30.348;右端Φ30轴段至φ30.3~φ30.248;右端Φ25轴段至φ25.3~φ25.248;M20×1.5螺纹至φ20~φ19.948。
Ra=6.3μm车床CA6140YT5、双面游标卡尺、通用夹具(三爪卡盘及顶尖)1.28s46.38s8 切20轴段退刀槽,车螺纹,倒角车M20×1.5螺纹至φ20~φ19.979。
Ra=0.8μm车床CA6140YT15、双面游标卡尺、通用夹具(三爪卡盘及顶尖)9 铣左右边键槽X51 Φ6立式铣刀、双面游标卡尺、通用夹具(三爪卡盘及顶尖)描图10 精车Φ40轴段精车φ40轴段外圆至φ40~φ39.961。
Ra=1.6μm车床CA6140YT15、双面游标卡尺、通用夹具(三爪卡盘及顶尖)1.08s39.11s11 修研中心孔描校12磨削Φ35, Φ30,Φ25轴段各外圆,Φ40轴肩面磨削左端Φ35轴段外圆至Φ35.008~Φ34.992;左端Φ30轴段至Φ30.1~Φ30.979;右端Φ30轴段至Φ30.0065~Φ29.9935;右端Φ25轴段至Φ25~Φ24.987。
附录1轴加工工艺轴加工工艺摘要:轴类零件是机器中的主要零件之一,它通常被用于支撑传动件的传递扭矩。
轴是旋转体零件,其长度大于直径。
加工表面通常由内外圆柱面、圆锥面、螺纹、花键、横孔、沟槽等。
关键字:轴,精度,基准轴类零件的技术要求:以图所示的轴为例(1)尺寸精度和形状精度轴属于精度较高的零件,其轴颈的尺寸精度达IT5~IT6,支承轴颈的形状精度会直接影响轴的旋转精度,所以要求圆度0.005mm。
其余表面的尺寸精度一般为IT6~IT9,形状精度低于支承轴颈,或限制在尺寸公差范围内。
(2)位置精度保证配合轴颈相对支承轴颈的同轴度,是轴类零件位置精度的普遍要求。
为便于检验,常采用圆跳动公差,它既包含被测要素与基准要素的位置误差,也包含被测要素本身的形状误差。
(3)表面粗糙度0.8~0.4μm,配合轴颈支承轴颈和重要工作表面的粗糙度要求最高,达Ra和其他重要表面一般为R1.6~0.8μm。
a轴类零件的材料、毛坯及热处理(1)轴类零件的材料一般轴类零件常用45钢,并根据不同的工作条件采用不同的热处理,以获得一定的强度、韧性、和耐磨性。
45钢的缺点是淬透性较差,淬火后易形成较大的内应力。
对于中等精度且转速较高的轴,可选用40Cr等合金结构钢。
这类钢淬火时拥有冷却,热处理后的内应力小,并且有良好的韧性。
精度较高的轴,可选用轴承钢GCr15和弹簧钢65Mn等,这类材料经调制和表面处理后,具有较高的耐磨性和疲劳强度;缺点是韧性较差。
(2)轴类零件的毛坯轴类零件最常用的毛坯是圆棒料和锻件。
采用圆棒料时,毛坯的准备工作简单,但只适用于截面差异不大及力学性能要求不高的轴。
坯料在经过锻压后,金属的组织致密、均匀,并且形成沿表面呈流线型的内部纤维组织,能有效提高零件的多向力学性能。
对于中、小批量生产或结构不太复杂的轴,一般都采用自由锻造。
大批量生产时,采用模型锻造机和提高生产率,又可大大减少加工余量,以节省材料和减少后续加工。
阶梯轴加工工艺过程分析图6—34为减速箱传动轴工作图样。
表6—13为该轴加工工艺过程。
生产批量为小批生产。
材料为45热轧圆钢。
零件需调质。
(一)结构及技术条件分析该轴为没有中心通孔的多阶梯轴。
根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高的尺寸精度和形状位置精度,并有较小的表面粗糙度值,该轴有调质热处理要求。
(二)加工工艺过程分析1.确定主要表面加工方法和加工方案。
传动轴大多是回转表面,主要是采用车削和外圆磨削。
由于该轴主要表面M,N,P,Q的公差等级较高(IT6),表面粗糙度值较小(Ra0.8μm),最终加工应采用磨削。
其加工方案可参考表3-14。
2.划分加工阶段该轴加工划分为三个加工阶段,即粗车(粗车外圆、钻中心孔),半精车(半精车各处外圆、台肩和修研中心孔等),粗精磨各处外圆。
各加工阶段大致以热处理为界。
3.选择定位基准轴类零件的定位基面,最常用的是两中心孔。
因为轴类零件各外圆表面、螺纹表面的同轴度及端面对轴线的垂直度是相互位置精度的主要项目,而这些表面的设计基准一般都是轴的中心线,采用两中心孔定位就能符合基准重合原则。
而且由于多数工序都采用中心孔作为定位基面,能最大限度地加工出多个外圆和端面,这也符合基准统一原则。
但下列情况不能用两中心孔作为定位基面:(1)粗加工外圆时,为提高工件刚度,则采用轴外圆表面为定位基面,或以外圆和中心孔同作定位基面,即一夹一顶。
(2)当轴为通孔零件时,在加工过程中,作为定位基面的中心孔因钻出通孔而消失。
为了在通孔加工后还能用中心孔作为定位基面,工艺上常采用三种方法。
①当中心通孔直径较小时,可直接在孔口倒出宽度不大于2mm的60o内锥面来代替中心孔;②当轴有圆柱孔时,可采用图6—35a所示的锥堵,取1∶500锥度;当轴孔锥度较小时,取锥堵锥度与工件两端定位孔锥度相同;③当轴通孔的锥度较大时,可采用带锥堵的心轴,简称锥堵心轴,如图6—35b所示。