金属铸造分类及解析
- 格式:doc
- 大小:23.00 KB
- 文档页数:2
金属常见铸造工艺一、砂型铸造砂型铸造是金属铸造中最常见的一种工艺。
它以砂为主要原料,通过制作砂型,将熔化的金属注入砂型中,冷却后取出成型的零件。
砂型铸造工艺具有成本低、适用范围广等优势。
在砂型铸造中,常用的砂型材料有石英砂、水玻璃砂和石膏砂等。
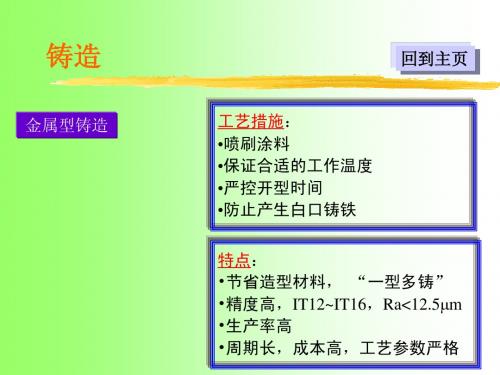
二、金属型铸造金属型铸造是一种将熔化金属倒入金属型中制造零件的工艺。
与砂型铸造相比,金属型铸造具有更高的表面光洁度和尺寸精度。
常见的金属型材料有铸铁、铸钢、铝合金等。
金属型铸造工艺适用于制造复杂形状、高精度要求的零件。
三、压力铸造压力铸造是一种将金属熔液通过高速喷射到模具中制造零件的工艺。
压力铸造具有生产效率高、零件表面质量好等优点。
在压力铸造中,常用的金属包括铝合金、锌合金、镁合金等。
压力铸造广泛应用于汽车、航空航天等领域。
四、失重铸造失重铸造是一种利用失重环境制造金属零件的工艺。
常见的失重铸造方法有真空铸造、离心铸造和低压铸造等。
失重铸造工艺可以获得高质量的零件,尤其适用于制造大型复杂的铸件。
五、连续铸造连续铸造是一种连续生产长条状铸件的工艺。
在连续铸造中,金属熔液通过连续流动的铸模,经过冷却和凝固,最终形成所需的长条状铸件。
连续铸造工艺适用于生产钢坯、铸铁坯等。
六、精密铸造精密铸造是一种制造高精度、高表面质量零件的工艺。
它通过采用精密模具和特殊工艺控制,实现零件尺寸、形状和表面质量的要求。
精密铸造广泛应用于航空航天、光电子等领域。
七、熔模铸造熔模铸造是一种以熔融模具为模具材料制造零件的工艺。
常见的熔模材料有蜡、塑料等。
熔模铸造工艺可以制造出具有复杂内部结构和高表面质量的零件,广泛应用于航空航天、汽车等领域。
八、低压铸造低压铸造是一种将金属熔液通过压力推入模具中制造零件的工艺。
低压铸造具有生产效率高、零件质量好等优点。
常见的低压铸造材料有铝合金、镁合金等。
九、注射铸造注射铸造是一种将金属熔液通过高速注射进入模具中制造零件的工艺。
注射铸造具有生产效率高、零件尺寸精度高等优点。

六种铸造方法铸造是一种常见的制造工艺,用于制造各种金属制品。
在铸造过程中,根据所用的模具和铸造材料的不同,可以分为六种主要的铸造方法,分别是砂型铸造、金属型铸造、压铸、熔模铸造、连续铸造和精密铸造。
1. 砂型铸造砂型铸造是最常见的铸造方法之一。
它使用砂型作为铸造材料,将其填充到模具中,然后浇注熔化的金属。
砂型铸造适用于生产各种不同形状和大小的铸件,成本低廉,生产效率高。
然而,由于砂型的热膨胀和收缩,砂型铸造的尺寸精度较低。
2. 金属型铸造金属型铸造是一种使用金属模具的铸造方法。
金属模具可以承受高温和高压,因此可以制造出更精确、更复杂的铸件。
金属型铸造适用于生产高精度、高质量要求的零件,但成本较高,适用范围较窄。
3. 压铸压铸是一种将熔化的金属注入高压下的快速冷却模具中的铸造方法。
压铸可以制造出形状复杂、尺寸精确的铸件,表面质量好,且具有良好的机械性能。
压铸适用于大批量生产,但设备和模具成本较高。
4. 熔模铸造熔模铸造是一种使用可熔化模具的铸造方法。
先制造出模具,然后将其加热以使其熔化,再将熔化的模具注入金属。
熔模铸造适用于生产高温合金和复杂形状的铸件,但模具制造成本较高,生产周期较长。
5. 连续铸造连续铸造是一种连续生产铸件的铸造方法。
在连续铸造中,熔化的金属通过连续浇注到连续铸造机中的模具中,形成连续的铸件。
连续铸造适用于生产长条状或板状的铸件,具有高生产效率和较好的机械性能。
6. 精密铸造精密铸造是一种制造高精度、高表面质量的铸件的铸造方法。
精密铸造使用特殊的模具和工艺,可以制造出复杂的内腔和细小的结构。
精密铸造适用于制造精密仪器、模具等高要求的铸件,但成本较高,生产周期较长。
总结起来,不同的铸造方法适用于不同的生产需求。
砂型铸造和金属型铸造适用于一般铸件的大批量生产,压铸适用于形状复杂、尺寸精确的铸件,熔模铸造适用于高温合金和复杂形状的铸件,连续铸造适用于长条状或板状的铸件,精密铸造适用于高精度、高表面质量的铸件。

铸造的种类工艺过程和应用
铸造是工业中重要的一种成型方法。
根据铸造的原理和工艺特点,可分为以下几种铸造种类:
1. 砂型铸造:是以石英砂为基础制成的一种铸造,其特点是模具制备简单、成本低廉,且材料易得,故应用广泛。
2. 模压铸造:是将熔融金属倒入金属模中,并通过压力使金属液填充模腔,从而获得具有高准确度、密度、表面光滑的铸件。
它适合于生产规模大、结构相对简单的铸件。
3. 熔模铸造:将金属液注入熔模腔中,通过热传导将模具壳进行晶粒细化处理,从而获得高品质、高精度的铸件。
4. 涂料铸造:是一种新的铸造工艺,它采用特殊涂料对金属表面进行处理,从而获得高品质、高密度的铸件。
5. 低压铸造:是一种将金属液在低压状态下注入模具中的铸造方法,它可以获得外形精密、表面光滑、质量优良的铸件。
6. 压力铸造:是借助压力将金属液推入模腔进行铸造。
压力可以是重力、气压或液压,被压铸件质量较高、密度较大,适合生产高耐磨、高韧性等耐用的铸件。
铸造工艺的应用范围广泛,包括汽车工业、机械制造、航空航天、船舶制造、建筑工程、电力设备、铁路运输等领域。

铸造的分类及特点铸造是一种常见的金属加工工艺,它通过熔化金属,将其倒入预先制作好的模具中,并在冷却后得到所需的零件或产品。
根据不同的铸造方法和工艺特点,铸造可以分为几种不同的分类。
本文将介绍一些常见的铸造分类及其特点。
一、砂型铸造砂型铸造是目前应用最广泛的铸造方法之一。
它的工艺流程主要包括模具制作、砂型浇注、冷却固化和零件后处理等步骤。
砂型铸造的特点如下:1. 灵活性高:砂型制作相对简单,易于调整和修改,适用于小批量、多品种的生产需求。
2. 成本较低:相比其他铸造方法,砂型铸造所需的材料成本相对较低。
3. 表面质量较差:由于砂芯的使用,容易出现砂眼、气孔等表面缺陷,需要进行后续的修磨和处理。
4. 适用范围广:砂型铸造可用于铸造几乎所有类型的金属和合金,包括铁、铝、黄铜等。
二、铸型铸造铸型铸造是一种使用金属模具(铸型)进行铸造的方法。
它的工艺流程包括铸型制作、熔炼金属、浇注和冷却固化等步骤。
铸型铸造的特点如下:1. 高精度:铸型铸造可以得到较高的尺寸精度和表面质量,适用于对形状和尺寸要求较高的零件制造。
2. 生产效率相对较低:相比砂型铸造,铸型铸造的制作和准备时间较长,生产节奏较慢。
3. 适用于大型零件:铸型铸造适用于生产大型复杂形状的零件,例如汽车发动机缸体、船舶螺旋桨等。
4. 灵活性一般:相比其他铸造方法,铸型铸造具有较低的灵活性,不太适用于小批量、多品种的生产。
三、压铸压铸是一种通过将熔化的金属注入高压下迅速充填模具,并在冷却后得到所需零件的铸造方法。
压铸的特点如下:1. 高精度和表面质量:压铸可以得到非常高的几何精度和良好的表面质量,适用于制造高精度要求的零件。
2. 生产效率高:压铸的生产周期短,能够实现高产出,适用于大规模生产。
3. 适用于较小尺寸的零件:压铸适用于制造较小尺寸的零件,例如手机外壳、汽车零配件等。
4. 高成本:相比其他铸造方法,压铸设备和模具的成本相对较高。
四、重力铸造重力铸造是利用金属重力作用实现铸造的一种方法,包括砂重力铸造和金属重力铸造两种形式。
![铸造的种类与优缺点简介[整理]](https://img.taocdn.com/s1/m/6887b3b9c281e53a5902ff7e.png)
铸造的种类与优缺点简介[整理] 铸造的种类与优缺点简介:铸造是将通过熔炼的金属液体浇注入铸型内,经冷却凝固获得所需形状和性能的零件的制作过程。
铸造是常用的制造方法,优点是:制造成本低,工艺灵活性大,可以获得复杂形状和大型的铸件,在机械制造中占有很大的比重,如机床占60,80%,汽车占25%,拖拉机占50,60%。
种类:铸造工艺可分为重力铸造、压力铸造和砂型铸造。
铸造方法常用的是砂型铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造等。
而砂型铸造又可以分为粘土砂型铸造、有机粘结剂砂型铸造、树脂自硬砂型铸造、消失模铸造等等。
重力铸造:重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。
广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
压力铸造:压力铸造是指金属液在其他外力(不含重力)的作用下注入铸型的工艺。
广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。
这几种铸造工艺是目前有色金属铸造中最常用的、也是相对价格最低的。
砂型铸造:砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。
砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。
砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。
砂型铸造用的模具,以前多用木材制作,通称木模。
木模缺点是易变形、易损坏;除单件生产的砂型铸件外,可以使用尺寸精度较高,并且使用寿命较长的铝合金模具或树脂模具。
虽然价格有所提高,但仍比金属型铸造用的模具便宜得多,在小批量及大件生产中,价格优势尤为突出。
此外,砂型比金属型耐火度更高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。
但是,砂型铸造也有一些不足之处:因为每个砂质铸型只能浇注一次,获得铸件后铸型即损坏,必须重新造型,所以砂型铸造的生产效率较低;又因为砂的整体性质软而多孔,所以砂型铸造的铸件尺寸精度较低,表面也较粗糙。
铸造基础知识铸造是一种古老而重要的金属加工工艺,它通过将液态金属注入模具中,待其冷却凝固后获得具有特定形状和性能的铸件。
铸造技术在工业生产中有着广泛的应用,从汽车零部件到航空航天部件,从机械制造到艺术雕塑,都离不开铸造工艺。
一、铸造的分类铸造的方法多种多样,常见的有砂型铸造、熔模铸造、金属型铸造、压力铸造等。
砂型铸造是最传统也是应用最广泛的铸造方法。
它以砂为主要造型材料,制作铸型。
砂型铸造成本低,适应性强,可生产各种形状和尺寸的铸件,但铸件的精度和表面质量相对较低。
熔模铸造则适用于生产形状复杂、精度要求高的小型铸件。
它首先用易熔材料制成模样,然后在模样上涂挂耐火材料,经过硬化和干燥后,将模样熔去,形成铸型。
熔模铸造的铸件尺寸精度高,表面光洁,但工艺复杂,成本较高。
金属型铸造采用金属模具进行铸造,模具可以反复使用,生产效率高,铸件的组织致密,力学性能好。
但金属型铸造的模具成本高,且不适合生产形状复杂的铸件。
压力铸造是在高压下将液态金属快速压入模具中成型。
这种方法生产效率极高,铸件精度高,表面质量好,但设备投资大,主要用于生产薄壁、形状复杂的有色金属铸件。
二、铸造工艺流程无论采用哪种铸造方法,其基本工艺流程都包括模具制造、熔炼金属、浇注、凝固冷却和铸件清理等环节。
模具制造是铸造的关键步骤之一。
模具的质量和精度直接影响到铸件的质量和尺寸精度。
在制造模具时,需要根据铸件的形状和尺寸要求,选择合适的造型材料和制造工艺。
熔炼金属是将原材料(如金属锭、废钢等)加热至液态,并调整其化学成分和温度,使其符合铸造要求。
熔炼过程中需要严格控制温度、化学成分和杂质含量,以保证金属液的质量。
浇注是将熔炼好的金属液倒入模具中。
浇注的速度、温度和方式都对铸件的质量有着重要影响。
过快或过慢的浇注速度可能导致铸件出现缺陷,如气孔、夹渣等。
在浇注完成后,金属液在模具中逐渐凝固冷却。
凝固过程中的冷却速度会影响铸件的组织和性能。
合理控制冷却速度可以获得理想的组织和性能。
铸造材料有哪些铸造是一种常见的制造工艺,通过将熔化的金属或其他材料注入模具中,然后冷却凝固成型,从而制造出各种零件和产品。
在铸造过程中,选择合适的铸造材料至关重要,不同的材料具有不同的特性和适用范围。
本文将介绍几种常见的铸造材料,包括铸铁、铸钢、铝合金、铜合金和锌合金。
1. 铸铁铸铁是一种常见的铸造材料,具有良好的流动性和耐磨性。
根据其化学成分和组织结构的不同,铸铁可以分为灰铸铁、球墨铸铁和白口铸铁等多种类型。
灰铸铁具有较高的硬度和耐磨性,适用于制造机床零件、汽车零件等。
球墨铸铁具有良好的韧性和强度,适用于制造重型机械零件、管道配件等。
白口铸铁硬度较高,适用于制造磨损严重的零件。
2. 铸钢铸钢是一种含碳量较低的合金钢,具有良好的强度和韧性。
铸钢适用于制造要求较高的零件和产品,如航空发动机零件、汽车发动机零件等。
铸钢具有良好的加工性能和热处理性能,可以满足复杂零件的制造要求。
3. 铝合金铝合金是一种轻质、耐腐蚀的材料,具有良好的导热性和导电性。
铝合金适用于制造航空航天零件、汽车零件、电子产品外壳等。
铝合金具有良好的可塑性和表面处理性能,可以满足各种复杂产品的制造要求。
4. 铜合金铜合金具有良好的导热性和耐蚀性,适用于制造导热零件、海水工程零件等。
铜合金具有良好的加工性能和焊接性能,可以满足复杂零件的制造要求。
5. 锌合金锌合金是一种低熔点合金,具有良好的流动性和耐蚀性。
锌合金适用于制造精密零件、电子产品外壳等。
锌合金具有良好的表面处理性能和装饰性能,可以满足各种产品的制造要求。
总之,选择合适的铸造材料对于产品的质量和性能具有重要影响。
不同的铸造材料具有不同的特性和适用范围,制造企业在选择铸造材料时需要根据产品的要求和使用环境进行综合考虑,以确保产品具有良好的性能和可靠的质量。
制造工艺详解——铸造铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。
中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。
一、铸造的定义和分类铸造的定义:是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,获得具有一定形状、尺寸和性能金属零件毛坯的成型方法。
常见的铸造方法有砂型铸造和精密铸造,详细的分类方法如下表所示。
砂型铸造:砂型铸造——在砂型中生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
精密铸造:精密铸造是用精密的造型方法获得精确铸件工艺的总称。
它的产品精密、复杂、接近于零件最后形状,可不加工或很少加工就直接使用,是一种近净形成形的先进工艺。
铸造方法分类二、常用的铸造方法及其优缺点1. 普通砂型铸造制造砂型的基本原材料是铸造砂和型砂粘结剂。
最常用的铸造砂是硅质砂,硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂。
应用最广的型砂粘结剂是粘土,也可采用各种干性油或半干性油、水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂。
砂型铸造中所用的外砂型按型砂所用的粘结剂及其建立强度的方式不同分为粘土湿砂型、粘土干砂型和化学硬化砂型3种。
砂型铸造用的是最流行和最简单类型的铸件已延用几个世纪.砂型铸造是用来制造大型部件,如灰铸铁,球墨铸铁,不锈钢和其它类型钢材等工序的砂型铸造。
其中主要步骤包括绘画,模具,制芯,造型,熔化及浇注,清洁等。
工艺参数的选择加工余量:所谓加工余量,就是铸件上需要切削加工的表面,应预先留出一定的加工余量,其大小取决于铸造合金的种类、造型方法、铸件大小及加工面在铸型中的位置等诸多因素。
起模斜度:为了使模样便于从铸型中取出,垂直于分型面的立壁上所加的斜度称为起模斜度。
复合材料0902 3090706033 邹江金属铸造铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。
中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。
中国商朝的重875公斤的司母戊方鼎,战国时期的曾侯乙尊盘,西汉的透光镜,都是古代铸造的代表产品。
铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造是现代机械制造工业的基础工艺之一。
1、铸造一般按造型方法来分类,习惯上分为普通砂型铸造和特种铸造。
普通砂型铸造包括湿砂型、干砂型、化学硬化砂型三类。
特种铸造按造型材料的不同,又可分为两大类:一类以天然矿产砂石作为主要造型材料,如熔模铸造、壳型铸造、负压铸造、泥型铸造、实型铸造、陶瓷型铸造等;一类以金属作为主要铸型材料,如金属型铸造、离心铸造、连续铸造、压力铸造、低压铸造等。
砂型铸造砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。
砂型比金属型耐火度更高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。
砂型铸造用的模具,一般木材制作,通称木模。
为了提高尺寸精度较高,也常使用寿命较长的铝合金模具或树脂模具。
虽然价格有所提高,但仍比金属型铸造用的模具便宜得多,在小批量及大件生产中,价格优势尤为突出。
2、金属型铸造采用金属型铸造时,制造周期长、成本高,不适合单件、小批生产;不适宜铸造形状复杂(尤其是内腔)、薄壁和大型铸件(金属型的模具受模具材料尺寸和型腔加工设备、铸造设备能力的限制,所以金属型不适合于特别大的铸件生产)模具费比砂型贵,比压铸便宜。
3、重力铸造广泛用于各种有色铸件的生产,但金属型铸造也存在金属利用率低、薄壁复杂铸件浇注困难、铸件组织密度相对压力铸造较低等缺点。
4、高压铸造因为金属液在高压、高速下充填型腔的过程中,不可避免地把型腔中的空气夹裹在铸件内部,形成皮下气孔,所以铝合金压铸件不宜热处理,锌合金压铸件不宜表面喷塑(但可喷漆)。
铸造的初步认识
A.把金属材料做成所需制品的工艺方法很多,如铸造、锻造、挤压、轧制、拉延、冲压、切削、
粉末冶金等等。
其中,铸造是最基本、最常用的工艺。
B.把熔化的金属液注入用耐高温材料制作的中空铸型内,冷凝后得到预期形状的制品,这就是铸造。
所得到的制品就是铸件。
C.铸造可按铸件的材料分为黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、
铜合金、锌合金、镁合金等)。
求精铸件厂专业从事有色金属铸造,重点是铝合金和锌合金铸
造。
D.铸造有可按铸型的材料分为砂型铸造和金属型铸造。
求精铸件厂对这两种铸造工艺都得心
应手,并自行设计、制造这两类铸造模具。
E.铸造还可按金属液的浇注工艺分为重力铸造和压力铸造。
重力铸造是指金属液在地球重力
作用下注入铸型的工艺,也称浇铸。
广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、
消失模铸造等;窄义的重力铸造专指金属型浇铸。
压力铸造是指金属液在其他外力(不含重力)
作用下注入铸型的工艺。
广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心
铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。
求精铸件厂长期从事砂型
和金属型的重力铸造、冷室和热室压铸机的压力铸造。
这几种铸造工艺是目前有色金属铸造中
最常用的、也是相对价格最低的。
F.砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。
砂型一般采用重力铸
造,有特殊要求时也可采用低压铸造、离心铸造等工艺。
砂型铸造的适应性很广,小件、大件,
简单件、复杂件,单件、大批量都可采用。
砂型铸造用的模具,以前多用木材制作,通称木模。
求精铸件厂为改变木模易变形、易损坏等弊病,除单件生产的砂型铸件外,全部改为尺寸精度
较高,并且使用寿命较长的铝合金模具。
虽然价格有所提高,但仍比金属型铸造用的模具便宜
得多,在小批量及大件生产中,价格优势尤为突出。
此外,砂型比金属型耐火度更高,因而如
铜合金和黑色金属等熔点较高的材料也多采用这种工艺。
但是,砂型铸造也有一些不足之处:
因为每个砂质铸型只能浇注一次,获得铸件后铸型即损坏,必须重新造型,所以砂型铸造的生
产效率较低;又因为砂的整体性质软而多孔,所以砂型铸造的铸件尺寸精度较低,表面也较粗
糙。
不过,求精铸件厂集多年的技术积累,已大大改善了砂型铸件的表面状况,其抛丸后的效
果可与金属型铸件媲美。
G.金属型铸造是用耐热合金钢制作铸造用中空铸型模具的现代工艺。
金属型既可采用重力铸
造,也可采用压力铸造。
金属型的铸型模具能反复多次使用,每浇注一次金属液,就获得一次
铸件,寿命很长,生产效率很高。
金属型的铸件不但尺寸精度好,表面光洁,而且在浇注相同
金属液的情况下,其铸件强度要比砂型的更高,更不容易损坏。
因此,在大批量生产有色金属
的中、小铸件时,只要铸件材料的熔点不过高,一般都优先选用金属型铸造。
但是,金属型铸
造也有一些不足之处:因为耐热合金钢和在它上面做出中空型腔的加工都比较昂贵,所以金属型的模具费用不菲。
对小批量生产而言,分摊到每件产品上的模具费用明显过高,一般不易接受。
又因为金属型的模具受模具材料尺寸和型腔加工设备、铸造设备能力的限制,所以对特别大的铸件也显得无能为力。
因而在小批量及大件生产中,很少使用金属型铸造。
此外,金属型模具虽然采用了耐热合金钢,但耐热能力仍有限,一般多用于铝合金、锌合金、镁合金的铸造,在铜合金铸造中已较少应用,而用于黑色金属铸造就更少了。
求精铸件厂的金属型模具全部是自行设计、自行制造,因而能更及时地为客户提供价廉、适用的优质模具。
H.压铸是在压铸机上进行的金属型压力铸造,是目前生产效率最高的铸造工艺。
压铸机分为热室压铸机和冷室压铸机两类。
热室压铸机自动化程度高,材料损耗少,生产效率比冷室压铸机更高,但受机件耐热能力的制约,目前还只能用于锌合金、镁合金等低熔点材料的铸件生产。
当今广泛使用的铝合金压铸件,由于熔点较高,只能在冷室压铸机上生产。
压铸的主要特点是金属液在高压、高速下充填型腔,并在高压下成形、凝固,因而压铸的铸件强度很高,不仅高于砂型重力铸造件,也高于金属型重力铸造件。
就铝合金而言,未经任何处理的压铸件强度可接近经热处理强化的重力铸造件。
压铸件的不足之处是:因为金属液在高压、高速下充填型腔的过程中,不可避免地把型腔中的空气夹裹在铸件内部,形成皮下气孔,所以铝合金压铸件不宜热处理,锌合金压铸件不宜表面喷塑(但可喷漆)。
否则,铸件内部气孔在作上述处理加热时,将遇热膨胀而致使铸件变形或鼓泡。
此外,压铸件的机械切削加工余量也应取得小一些,一般在0.5mm左右,既可减轻铸件重量、减少切削加工量以降低成本,又可避免穿透表面致密层,露出皮下气孔,造成工件报废。