微调精镗刀
- 格式:pdf
- 大小:914.97 KB
- 文档页数:4

镗刀的分类
镗刀可以根据其形状、切削材料和应用领域等方面进行分类。
1. 形状分类:
- 直镗刀:镗刀刀体直线式,用于对孔进行直线镗削。
- 角镗刀:镗刀刀体呈角状,用于对孔进行角度镗削。
- 弯镗刀:镗刀刀体呈弯曲形状,用于对特殊形状的孔进行
镗削。
2. 切削材料分类:
- 高速钢镗刀:使用高速钢作为刀片材料,适用于一般的镗
削操作。
- 硬质合金镗刀:使用硬质合金(如钨钛合金)作为刀片材料,具有良好的切削硬度和耐磨性,适用于高硬度材料的镗削。
3. 应用领域分类:
- 金属镗刀:用于金属材料的镗削,如钢铁、铝合金等。
- 木工镗刀:用于木材的镗削,如制作家具、木工雕刻等。
- 石材镗刀:用于石材的镗削,如制作墓碑、雕塑等。
这只是一些常见的镗刀分类,实际上还有更多的细分分类方式,根据实际应用需求选择合适的镗刀是非常重要的。

2021年 第5期 冷加工48刀具Cutting Tool差动螺纹微调机构在镗排上的应用石浩,邹嗣明宜宾普什联动科技有限公司 四川宜宾 644007摘要:介绍了一种使用差动螺纹实现刀体微调的自制差动螺纹调整机构,该机构制作简单,价格便宜,适合应用在小型机体、批量加工中的镗排上。
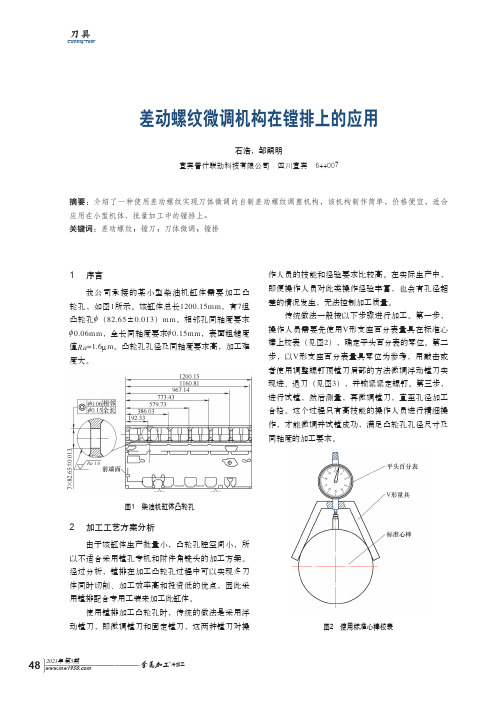
关键词:差动螺纹;镗刀;刀体微调;镗排1 序言我公司承接的某小型柴油机缸体需要加工凸轮孔,如图1所示。
该缸体总长1200.15mm ,有7组凸轮孔f (82.65±0.013)mm ,相邻孔同轴度要求f 0.06mm ,全长同轴度要求f 0.15mm ,表面粗糙度值Ra =1.6μm 。
凸轮孔孔径及同轴度要求高,加工难度大。
图1 柴油机缸体凸轮孔2 加工工艺方案分析由于该缸体生产批量小,凸轮孔腔空间小,所以不适合采用镗孔专机和附件角铣头的加工方案。
经过分析,镗排在加工凸轮孔过程中可以实现多刀体同时切削、加工效率高和投资低的优点,因此采用镗排配合专用工装来加工此缸体。
使用镗排加工凸轮孔时,传统的做法是采用浮动镗刀,即微调镗刀和固定镗刀,这两种镗刀对操作人员的技能和经验要求比较高。
在实际生产中,即便操作人员对此类操作经验丰富,也会有孔径超差的情况发生,无法控制加工质量。
传统做法一般按以下步骤进行加工。
第一步,操作人员需要先使用V 形支座百分表量具在标准心棒上校表(见图2),确定平头百分表的零位。
第二步,以V 形支座百分表量具零位为参考,用敲击或者使用调整螺钉顶镗刀肩部的方法微调浮动镗刀实现进、退刀(见图3),并锁紧紧定螺钉。
第三步,进行试镗,然后测量,再微调镗刀,直至孔径加工合格。
这个过程只有高技能的操作人员进行精细操作,才能微调并试镗成功,满足凸轮孔孔径尺寸及同轴度的加工要求。
图2 使用标准心棒校表2021年 第5期 冷加工49刀具Cutting Tool如果没有高技能的操作人员,可以从镗刀的结构上考虑,实现微调进给量,从而降低对操作人员的技能要求,使凸轮孔孔径公差可控。

数控铣床毕业论文 Last revised by LE LE in 2021毕业论文课题:数控加工中心孔类零件加工专业:加工中心姓名:指导老师:完成日期:目录内容摘要 (3)正文 (3)1. 盘类零件加工工艺性分析 (3)选择并确定数控加工中心加工盘类零件 (3)盘类零件图样的工艺性分析 (4)盘类零件的加工路线 (5)2. 盘类零件加工工艺的确定 (6)工艺分析 (6)工艺卡片 (7)刀具卡片 (8)走刀路线 (8)程序的编制 (13)3. 误差分析 (17)4. 结论 (17)参考文献 (18)盘类零件的加工内容摘要盘类零件是由多个端面、深孔、螺纹孔、曲面、沟槽、外轮廓组合而成的较复杂的盘形零件。
其特点是零件基本形状呈盘形块状,零件表面汇集了多种典型表面。
加工时,装夹次数一般较少,但所用刀具一般较多,编制程序较繁琐。
加工前需要做好充分的准备,包括图纸分析、确定加工工艺、选用机床型号、选用毛坯大小、确定走刀路线与加工顺序等,其前期的准备工作比较复杂。
关键词:盘类零件图纸分析确定加工工艺机床正文:数控加工过程中需要考虑多方面的因素,包括图纸的分析、选择适合加工该零件的数控机床、选择加工中将要用到的刀具规格、选择良好的切削用量等等。
由此看出,数控加工实践是一门复杂的技术。
需要多学习、多熟练才能在保证安全的情况下完成任务。
所以,我作为数控行业的一份子要努力的提高自身的专业水平,不断的锻炼自己的实践技能,成为一个全方面发展的数控技术人才。
1盘类零件加工的工艺性分析盘类零件加工工艺性分析是编程前的重要工艺准备工作之一,根据实际加工,利用数控加工中心具有高精度、高柔性、高效率,且适合加工具有复杂轮廓、端面的零件等特点。
通过对使用BV75型数控加工中心加工盘类零件,来阐述以下几个方面的问题:1.1选择并确定数控加工中心加工盘类零件在选择加工盘类零件的设备时,应充分发挥数控加工中心适用于加工复杂端面这一加工优势。
孔加工用——单刃微调精镗刀,精密孔加工利器
孔加工用单刃微调精镗刀
包括刀体和刀杆,刀体内置有滑动刀夹,滑动刀夹上固定有微调螺母,微调螺杆通过限位螺母、限位衬套和刀体连接,微调螺母与所述微调螺杆组成一对螺纹传动机构,滑动刀夹端部置有刀杆,并由锁紧螺钉锁紧固定,刀片置于刀杆的端部。
微调螺杆的一端设置有刻度盘,刻度盘与限位螺母之间安装有蝶形弹簧。
与现有的微调精镗刀相比,结构紧凑,采用螺纹传动机构调整方便,镗孔范围可从Φ2MM至Φ150MM,刻度盘每旋转一格,精度为0.01MM,调整范围大,调整精度高。
微调精镗刀的使用方法与日常保养注意事项一:微调精镗刀的使用方法1.加工前的检查事项1.1加工前应先观察刀片的使用程度,若刀片需要更换则应注意旧刀片更换前刀尖部分已经磨损,更换新刀片后镗孔比之前要大,加工人员应根据刀片磨损程度进行调刀。
1.2微调镗刀在使用前应先观察镗刀头后的拧紧螺栓是否紧固,若不紧固或紧固不牢靠会导致加工中出现孔前后大小不一致,表面粗糙度不好等现象。
2.加工中调刀的方法2.1开始加工时应先根据底孔(一般预留0.1-0.3mm)进行小幅度试刀,用量具检测后根据试刀结果进行微调。
2.2调试精镗刀时应先把镗刀头后的紧固螺栓拧松,为了更好的调整精度,不要让紧固螺栓很松,一般情况下拧松1-2圈即可。
然后按照刀体上的刻度按顺时针拨动镗刀头的刻度盘,这里要注意每一拧一个刻度标示镗刀直径会增大0.02mm。
在调整尺寸时应注意精镗刀头与刻度盘之间存在间隙,应先向相反方向拧一圈后在回正,然后根据试刀直径调到需要的尺寸,要注意的是孔本身有公差,在调刀时应把范围控制在孔公差的中间部分或公差下限,这样可以避免精镗刀出现不稳定时保证孔的加工尺寸。
3.加工后的存放精镗刀使用完后应用抹布擦拭干净后放在刀具橱内,刀身不能残留切割液,以免镗刀头生锈后影响微调精度。
二.微调精镗刀的日常保养注意事项1.安装、拆卸镗刀头注意事项1.1安装镗刀头时应先检查精镗刀柄的刀方孔有没有灰尘、污垢、锈迹。
如若有则应该将刀方孔清理干净后在安装镗刀头。
1.2安装镗刀头前应先检查镗刀头有没有破损的痕迹,表面外螺纹是否完整、干净,用手拨动刻度盘是否有阻塞感,能不能将刻度盘拧至最底部。
若上面的条件有一项不符合要求,则应更换镗刀头。
1.3在擦拭镗刀头时严禁使用棉纱,防止棉纱上掉落的细毛残留在镗刀头外螺纹上,影响其精度。
1.4在拆卸镗刀头时应先把后面的紧固螺栓拧下,把垫片取下后,抓住镗刀头刀片安装部分慢慢将其取出,严禁对镗刀头进行生拉硬拽,也不能使用尖锐物品进行敲击,若镗刀头不容易取下时可以不先将紧固螺栓取下,然后慢慢敲击紧固螺栓,直到镗刀头松动后再将紧固螺栓取下,然后在取下镗刀头。