SMT半自动印刷机作业指导书
- 格式:xlsx
- 大小:681.59 KB
- 文档页数:1
二、
操作
1234.14.24.3步骤3
关掉机身左侧的红色电源开关。
三、注意事项SMT 半自动印刷机作业指导书1.开关机必须仔细检查;
2.检查机器内外有无杂物,有则必须清理干净;
3.检查气压是否在0.4-0.6Kg 以内;
4.检查外接电源是否为220V ,接地线是否良好接地;
5.遇到异常情况要及时通知相关工程技术人员来处理;
6.操作人员交班时必须将钢网清洁干净,保证机身干净,搞好“5S”。
XX 电子科技有限公司
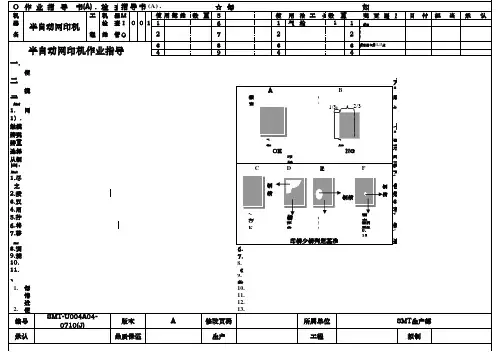
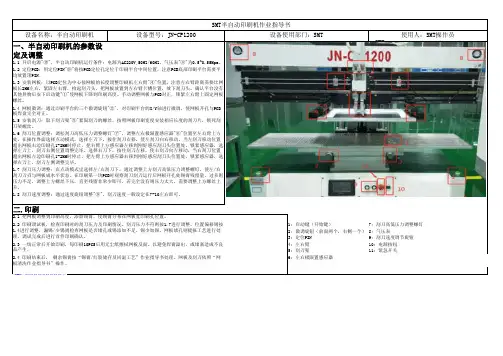
固定PCB/FPC 调节钢网使钢网上的开孔位置与PCB 板上的焊盘位置对正,调节好刮刀
速度;
步骤1根据不同的PCB 板,选择“半程控制”或“全程控制”后放入需印刷的PCB 板,按下面板上的两个绿色的(START )按钮进行连续性生产;步骤2
在印刷完最后一块PCB 板后,清洁干净刮刀和钢网后,按下红色紧急停按钮;一、操作流程四、相关图片打开电源开关
旋起前部面板上的红色急停按钮;安装钢网调节左右限位感应器的位置及钢网升降高度;文件编号XXX-QPA-ENG004制定日期2018/5/1文件版本A/01页 码第1页,共1页。