注射成型的原理特点工艺及应用优秀课件
- 格式:ppt
- 大小:1.67 MB
- 文档页数:25
注射成型原理及工艺一注射成型原理及特点注射成型主要应用于热塑性塑料。
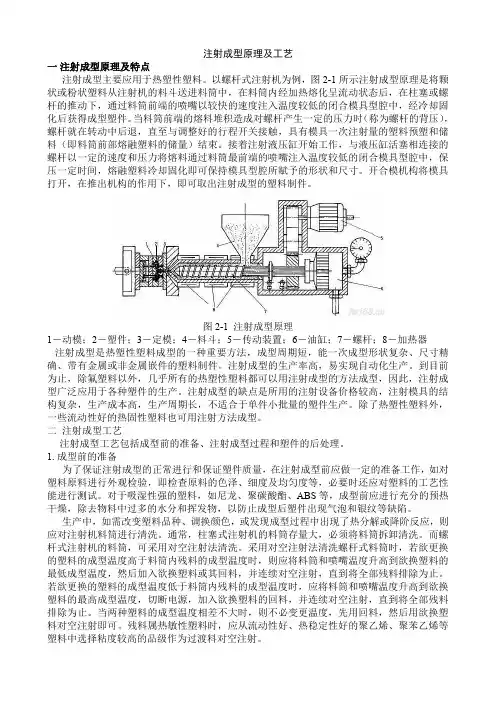
以螺杆式注射机为例,图2-1所示注射成型原理是将颗状或粉状塑料从注射机的料斗送进料筒中,在料筒内经加热熔化呈流动状态后,在柱塞或螺杆的推动下,通过料筒前端的喷嘴以较快的速度注入温度较低的闭合模具型腔中,经冷却固化后获得成型塑件。
当料筒前端的熔料堆积造成对螺杆产生一定的压力时(称为螺杆的背压),螺杆就在转动中后退,直至与调整好的行程开关接触,具有模具一次注射量的塑料预塑和储料(即料筒前部熔融塑料的储量)结束。
接着注射液压缸开始工作,与液压缸活塞相连接的螺杆以一定的速度和压力将熔料通过料筒最前端的喷嘴注入温度较低的闭合模具型腔中,保压一定时间,熔融塑料冷却固化即可保持模具型腔所赋予的形状和尺寸。
开合模机构将模具打开,在推出机构的作用下,即可取出注射成型的塑料制件。
图2-1 注射成型原理1-动模;2-塑件;3-定模;4-料斗;5-传动装置;6-油缸;7-螺杆;8-加热器注射成型是热塑性塑料成型的一种重要方法,成型周期短,能一次成型形状复杂、尺寸精确、带有金属或非金属嵌件的塑料制件。
注射成型的生产率高,易实现自动化生产。
到目前为止,除氟塑料以外,几乎所有的热塑性塑料都可以用注射成型的方法成型,因此,注射成型广泛应用于各种塑件的生产。
注射成型的缺点是所用的注射设备价格较高,注射模具的结构复杂,生产成本高,生产周期长,不适合于单件小批量的塑件生产。
除了热塑性塑料外,一些流动性好的热固性塑料也可用注射方法成型。
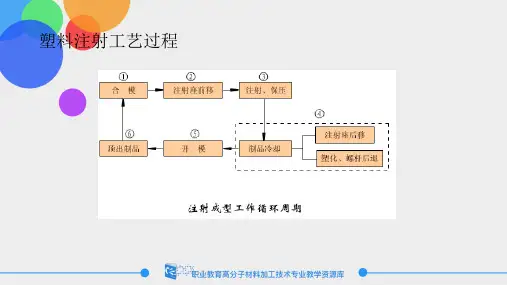
二注射成型工艺注射成型工艺包括成型前的准备、注射成型过程和塑件的后处理。
1. 成型前的准备为了保证注射成型的正常进行和保证塑件质量,在注射成型前应做一定的准备工作,如对塑料原料进行外观检验,即检查原料的色泽、细度及均匀度等,必要时还应对塑料的工艺性能进行测试。
对于吸湿性强的塑料,如尼龙、聚碳酸酯、ABS等,成型前应进行充分的预热干燥,除去物料中过多的水分和挥发物,以防止成型后塑件出现气泡和银纹等缺陷。