UNSC70600铜镍合金焊接工艺
- 格式:pdf
- 大小:584.76 KB
- 文档页数:2
铜镍合金钢管道焊接施工方案1.目的为保证合金钢管道焊接在预制和现场安装中能得到有效的控制和顺利的实施,确保管道焊接的质量和施工进度,特编制铜镍合金钢管道焊接施工方案。
2.适用范围此焊接施工方案适用于XXXOOO项目接收站工程所有合金钢管道的手工电弧焊及手工氩弧焊等。
3.编制依据及引用标准GB50235-97 《工业金属管道工程施工及验收规范》GB50236-98 《现场设备工业管道焊接工程施工及验收规范》GB/T20801.(1-6)-2006《压力管道规范工业管道》SH3501-2002 《石油化工有毒、可燃介质管道工程施工及验收规范》设计及业主相关要求4.工程概况4.1 本项目所包含的合金钢管道约450米,规格为DN25至DN100,壁厚为3.73-8.56mm:4.2 合金钢材质为C706004.3 合金钢管采用GB50235-97的规定进行坡口机加工4.4 合金钢焊接工艺按照焊接工艺评定执行5.人员要求5.1 从事管道焊接的焊工,需持有相应的国内项目合格证,并经业主考试合格持有业主的焊工上岗证。
焊工必须按规定的焊接作业指导书及焊接技术措施进行施焊,当遇到工况条件与焊接作业指导书及焊接技术措施的要求不符合时,应拒绝施焊。
5.2 焊接技术人员应由中专及以上学历,有一年以上焊接生产实践的人员担任。
焊接技术人员应负责编制焊接工艺评定和焊接技术措施,指导焊接作业,参与焊接质量管理,处理焊接技术问题,整理焊接技术资料。
5.3 焊接质检人员应接受过专门的焊接技术培训,有一定的焊接实践经验和技术水平,能严格遵守检查操作规程,并具有质检人员上岗资质证。
焊接质检人员应对焊接作业进行全面检查和控制负责施工现场焊接检查,包括坡口制备、焊缝组对、焊接操作、焊缝外观检验等,检查焊工上岗资质;负责检查焊材烘干、焊条发放、焊材领用情况;负责组织、申报、跟踪焊工考试情况;编制合格焊工登记表及焊接无损检测情况表。
5.4 无损检测工程师:无损探伤人员必须由国家授权的专业考核机构考核合格,其相应证书应在有效期内。
镍及镍合金焊接施工工艺标准镍及镍合金焊接施工工艺标准1 适用范围本工艺标准适用于设计温度高于-20℃镍及镍合金的管道及工业炉管的手工电弧焊和惰性气体保护焊。
2 施工准备2.1 规范性引用文件下列相关标准包含的条文通过本标准引用则构成本标准的条文,使用本标准的各方应探讨使用下列标准最新版本的可能性。
《石油化工铬镍奥氏体钢、铁镍合金和镍合金管道焊接规程》SH/T3523 《钢制压力容器》GB150《压力管道安全管理与监察规定》《锅炉压力容器压力管道焊工考试与管理规则》《现场设备工业管道焊接工程施工及验收规范》GB50236 《石油化工剧毒可燃介质管道工程施工及验收规范》SH3501《压力容器无损检测》JB4730《镍及镍合金焊条》GB/T13814 《镍及镍合金焊丝》GB/T15620 进口材料应符合合同规定的材料标准和技术条件,焊接参照本标准执行。
2.2 材料2.2.1 管子与管件2.2.1.1 管子与管件必须具有质量证明书或合格证,无质量证明书及合格证的材料不得使用,对质量证明书或合格证中特性数据有异议或对材质有疑问时,应进行必要的检验。
管子与管件的材质质量证明书及合格证中,至少应有化学成分和常温力学性能的数据。
2.2.1.2 管子与管件经检查验收合格后,应做好标识并按不同材质、规格分别放置保管。
2.2.1.3 高温中镍及镍管件标识宜采用以醇酸树脂为基本成分的钛氧化物染料。
2.2.1.4 管子与管件在使用前应按设计要求核实其材质、规格、型号。
2.2.1.5 管子与管件的外观应符合以下要求(1)无裂纹、缩孔、夹渣、折叠、重皮等缺陷。
(2)表面凹陷不应超过相应产品标准允许的厚度偏差。
2.2.1.6 管子与管件的耐腐蚀试验、无损检测复检应符合设计文件的要求。
2.2.2 焊接材料2.2.2.1 镍管道焊接所用的焊接材料应有出厂质量证明书,其检验项目应符合GB/T13814《镍及镍合金焊条》、GB/T15620《镍及镍合金焊丝》的规定,氩气应符合GB4842《纯氩》的规定,其他国内或国外焊接材料应符合合同规定的技术标准。
铜镍复合焊接方法铜镍合金是一种常用的金属材料,具有良好的耐腐蚀性和机械性能。
在工业制造中,铜镍合金常常需要进行焊接,以满足特定的工程需求。
本文将介绍铜镍复合焊接方法,包括焊接工艺和焊接参数的选择。
铜镍复合焊接是指将铜和镍两种不同材料通过焊接工艺连接在一起。
这种焊接方法通常用于制造具有特殊功能或性能要求的工件,如电子元器件、化工设备和船舶等。
铜和镍具有不同的物理和化学性质,因此在焊接过程中需要选择合适的焊接工艺和焊接参数。
选择合适的焊接方法是铜镍复合焊接的关键。
常见的焊接方法包括电弧焊、TIG焊和电阻焊等。
电弧焊是最常用的焊接方法之一,它可以提供较高的焊接温度和较高的焊接速度。
TIG焊是一种氩弧焊接方法,适用于对焊接质量和焊缝外貌要求较高的工件。
电阻焊是一种通过电流通过工件产生热量进行焊接的方法,适用于焊接面积较小的工件。
选择合适的焊接参数对于铜镍复合焊接的质量影响重大。
焊接参数包括焊接电流、焊接时间和焊接速度等。
焊接电流决定了焊接过程中的热量输入量,过大或过小的焊接电流都会影响焊接质量。
焊接时间和焊接速度决定了焊接热源的作用时间和焊接速度,对焊接质量和焊接缺陷的产生有一定的影响。
铜镍复合焊接需要注意一些常见的焊接缺陷和处理方法。
常见的焊接缺陷包括焊接裂纹、气孔、夹杂物和焊接变形等。
焊接裂纹是由于焊接过程中产生的热应力引起的,可以通过控制焊接参数和采用适当的预热和后热处理方法来避免。
气孔是由于焊接过程中存在气体或杂质引起的,可以通过提高焊接环境的纯净度和控制焊接参数来减少。
夹杂物是焊接过程中产生的杂质或异物,可以通过选择合适的焊接材料和控制焊接过程中的气氛来减少。
焊接变形是由于焊接过程中热应力引起的,可以通过控制焊接参数和采用适当的焊接顺序和固定方法来减少。
铜镍复合焊接是一种常见且重要的焊接方法。
在进行铜镍复合焊接时,需要选择合适的焊接方法和焊接参数,并注意处理常见的焊接缺陷。
通过合理的焊接工艺和焊接参数的选择,可以保证铜镍复合焊接的质量和性能,满足特定工程需求。
铜及铜合金的焊接工艺一、常用铜及铜合金及其分类铜及铜合金以它独特而优越的综合性能,如导电性、导热性、耐蚀性、延展性及一定的强度等特性,在各行业中获得了广泛的应用。
铜及铜合金种类繁多,常用的铜及铜合金可从它的表面颜色看出其区别,如常用的纯铜(又称紫铜)、黄铜、青铜和白铜,实际上就是纯铜、铜锌、铜铝、铜锡、铜硅和铜镍的合金。
二、铜及铜合金的焊接特点1、高热导率的影响由于铜及铜合金的高热导率、线膨胀系数和收缩率,在焊接铜及铜合金时,采用的焊接参数与焊接同厚度低碳钢差不多时,母材就很难熔化,且填充金属与母材也不能很好地熔合,产生了焊不透的现象;焊后的变形也比较严重,外观成形差。
因此即使焊接使用大功率热源,还得在焊前预热或焊接过程中采取同步加热的措施。
另外,母材厚度越大,散热愈严重,也愈难达到熔化温度。
2、焊接接头的热裂倾向大焊接时,铜能与其中的杂质分别生成多种低熔点共晶,加上铜及铜合金在加热过程中无同素异构转变,铜焊缝中也生成大量的柱状晶;同时铜及铜合金的线膨胀系数和收缩率较大,增加了焊接接头的应力,也更增大了接头的热裂倾向。
因此熔化焊时,常采取以下措施:①严格限制铜中的杂质含量,特别是氧的含量;②通过焊丝加入硅、锰、磷等合金元素,增强对焊缝的脱氧能力;③选用能获得双相组织的焊丝,使焊缝晶粒细化等。
3、气孔熔化焊时,气孔出现的倾向比低碳钢要严重得多,所形成的气孔几乎分布在焊缝的各个部位,且主要是由溶解的氢直接引起的扩散性气孔和氧化还原反应引起的反应性气孔。
因此,为了减少或消除铜焊缝中的气孔,主要的措施是减少氢和氧的来源,用预热来延长熔池存在的时间,使气体易于逸出。
4、接头性能的变化在熔化焊过程中,由于晶粒长大,杂质和合金元素的掺入,以及有用合金元素的氧化、蒸发等,使接头出现以下变化:塑性变坏、导电性下降、耐蚀性下降、晶粒粗化等。
要改善接头的性能,除了尽量减少热作用、焊后进行消除应力热处理外,主要的措施是控制杂质含量和通过合金化对焊缝进行变质处理,并根据不同铜合金接头的不同要求来选用。
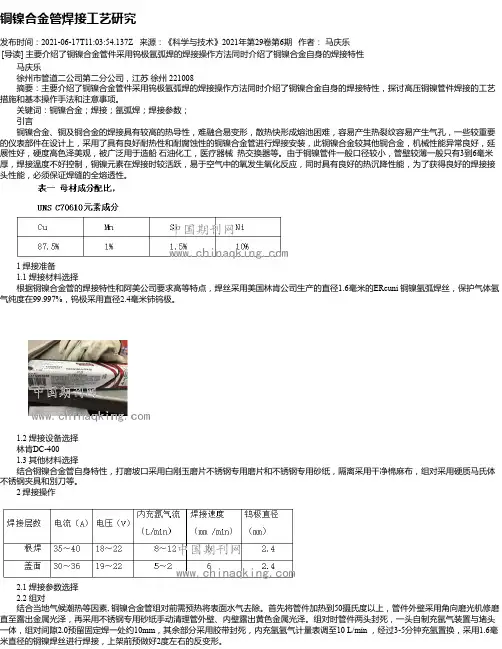
铜镍合金管焊接工艺研究发布时间:2021-06-17T11:03:54.137Z 来源:《科学与技术》2021年第29卷第6期作者:马庆乐[导读] 主要介绍了铜镍合金管件采用钨极氩弧焊的焊接操作方法同时介绍了铜镍合金自身的焊接特性马庆乐徐州市管道二公司第二分公司,江苏徐州 221008摘要:主要介绍了铜镍合金管件采用钨极氩弧焊的焊接操作方法同时介绍了铜镍合金自身的焊接特性,探讨高压铜镍管件焊接的工艺措施和基本操作手法和注意事项。
关键词:铜镍合金;焊接;氩弧焊;焊接参数;引言铜镍合金、铜及铜合金的焊接具有较高的热导性,难融合易变形,散热快形成熔池困难,容易产生热裂纹容易产生气孔,一些较重要的仪表部件在设计上,采用了具有良好耐热性和耐腐蚀性的铜镍合金管进行焊接安装,此铜镍合金较其他铜合金,机械性能异常良好,延展性好,硬度高色泽美观,被广泛用于造船石油化工,医疗器械热交换器等。
由于铜镍管件一般口径较小,管壁较薄一般只有3到6毫米厚,焊接温度不好控制,铜镍元素在焊接时较活跃,易于空气中的氧发生氧化反应,同时具有良好的热沉降性能,为了获得良好的焊接接头性能,必须保证焊缝的全熔透性。
1 焊接准备1.1 焊接材料选择根据铜镍合金管的焊接特性和阿美公司要求高等特点,焊丝采用美国林肯公司生产的直径1.6毫米的ERcuni 铜镍氩弧焊丝,保护气体氩气纯度在99.997%,钨极采用直径2.4毫米铈钨极。
1.2 焊接设备选择林肯DC-4001.3 其他材料选择结合铜镍合金管自身特性,打磨坡口采用白刚玉磨片不锈钢专用磨片和不锈钢专用砂纸,隔离采用干净棉麻布,组对采用硬质马氏体不锈钢夹具和別刀等。
2 焊接操作2.1 焊接参数选择2.2 组对结合当地气候潮热等因素, 铜镍合金管组对前需预热将表面水气去除。
首先将管件加热到50摄氏度以上,管件外壁采用角向磨光机修磨直至露出金属光泽,再采用不锈钢专用砂纸手动清理管外壁、内壁露出黄色金属光泽。
镍和铜焊接方法
1. 嘿,你知道镍和铜焊接有啥好办法吗?就像搭积木一样,得找对方法才行呀!比如说使用氩弧焊,把镍和铜稳稳地“黏”在一起,多棒啊!
2. 想不想知道怎么把镍和铜焊接得超级牢固?那就得像呵护宝贝一样细心呀!比如用钎焊,是不是很神奇呢?
3. 镍和铜焊接可没那么简单哦,这就好比一场精彩的表演,需要各种技巧呢!像熔化极惰性气体保护焊,就是一项很厉害的技巧呀,能让它们完美结合!
4. 哎呀呀,镍和铜要焊接得漂亮可得下功夫!就好像做菜一样,要掌握好火候!比如电阻焊,这不就是那恰到好处的火候嘛!
5. 你觉得镍和铜焊接难吗?其实找到合适的方法就不难啦!比如激光焊,像魔法一样神奇地让它们融为一体,厉害吧!
6. 镍和铜焊接的秘密你了解多少呀?这不就像是探索一个神秘的世界嘛!比如扩散焊,打开了一扇新的大门呢!
7. 到底怎样焊接镍和铜才最好呢?其实就像拼图一样,找对块就能拼出完美图案!比如说摩擦焊,多有意思呀!
我的观点结论就是:镍和铜焊接方法有很多,只要根据具体情况选对方法,就能取得很好的效果,让镍和铜稳稳地结合在一起!。
铜镍合金的焊接工艺铜镍合金是一种具有良好导电性和耐腐蚀性的合金材料,常被广泛应用于航空航天、电力、化工等领域。
为了确保焊接过程中的质量和可靠性,采用适当的焊接工艺非常重要。
本文将介绍一种适用于铜镍合金的常见焊接工艺,以供参考。
1. 焊接方法常见的铜镍合金焊接方法包括:1.1 TIG焊TIG焊(氩弧焊)是一种常用的焊接方法,适用于较薄的铜镍合金板材焊接。
在TIG焊接过程中,使用惰性气体(通常为氩气)保护焊缝,以避免氧气和其他杂质对焊接质量的影响。
1.2 MIG焊MIG焊(气体金属弧焊)适用于较厚的铜镍合金板材焊接。
在MIG焊接过程中,采用惰性气体(如氦气或氩气)保护焊缝,并通过自动供丝的方式提供焊接材料。
1.3 电阻焊电阻焊适用于铜镍合金的组装和连接,特别适合生产线上的大批量焊接。
通过加热和施加压力来实现焊接。
2. 焊接参数焊接参数对焊接质量和效率都有着重要的影响。
以下是焊接过程中需要注意的参数:2.1 电流和电压电流和电压的选择应根据焊接材料的厚度和要求来确定。
通常情况下,较薄的铜镍合金板材需要较低的电流和电压,而较厚的板材需要较高的电流和电压。
2.2 焊接速度焊接速度应根据焊接材料的厚度和焊接方法来确定。
焊接速度过快可能导致焊缝质量下降,而焊接速度过慢则会增加热影响区域。
2.3 气体流量在TIG焊和MIG焊中,使用惰性气体保护焊缝。
气体流量的选择应确保足够的气体流入焊接区域,以保护焊缝免受氧气和其他杂质的影响。
3. 焊接准备为了确保焊接质量,焊接准备非常重要。
以下是焊接准备工作的一些建议:3.1 预热对于较厚的铜镍合金板材,预热可以减少焊接时的热应力和冷裂纹的产生。
预热温度应根据材料的厚度和规格来确定。
3.2 清洁在进行焊接之前,务必将焊接区域彻底清洁,以去除表面的油脂、氧化物和其他杂质。
清洁可以提高焊接质量和可靠性。
3.3 焊接位置选择适当的焊接位置可以方便焊接操作,并降低焊接质量受到的影响。
铜镍合金UNSC70600,俗称白铜,具有优良耐海水腐蚀和力学性能,广泛应用于海洋平台海水冷却管系中。
公司承揽的某平台海水冷却管系中使用了φ60×2.5的铜镍合金管UNS C70600,需要进行焊接。
由于铜镍合金的热膨胀系数高于碳钢,焊接变形大,并易于产生气孔、裂纹等缺陷,焊接难度较大。
本文通过对铜镍合金的焊接特性分析,采用了氩弧焊焊接方法,制订了焊接工艺措施和参数,进行了焊接工艺评定,验证了焊接工艺措施和参数的正确性。
在产品焊接中进行了应用,取得良好的效果。
1 材料性能及焊接性分析铜镍合金UNS C70600是以镍为主要合金元素的铜基合金,其中,含铜约为90%,含镍约为10%。
铜镍合金导热系数与碳钢接近,热膨胀系数与奥氏体不锈钢接近,熔点1149℃。
1.1 焊接性分析依据铜镍合金的化学成分、热物理特性和物理化学特性,对其焊接性进行分析,主要有以下特点:1.1.1 热裂倾向大铜镍合金在受热及焊接时,铜与其中的杂质分别生成多种低熔点共晶,如熔点为326℃的Cu+Pb,熔点为1064℃的Cu2O+Cu,熔点为1067℃的C+Cu2S等,它们的熔点都低于铜镍合金的熔点,在结晶过程中分布在枝晶或境界处,使铜镍合金具有明显的热脆性。
焊缝处于凝固过程的固液阶段,热影响区处于易熔共晶液化状态下都容易因焊接应力而造成热裂纹。
铜镍合金膨胀系数较大,增加了接头的热裂倾向。
1.1.2 产生气孔倾向严重铜镍合金由溶解性气体氢直接引起的扩散性气孔,在焊缝结晶时,氢的过饱和程度大,不溶于铜的氢气来不及逸出时就会产生氢气孔。
铜镍合金氧化还原反应引起的反应气孔。
熔池中的Cu2O 与氢反应生成水蒸气或与CO反应生成CO2从而产生气孔。
Cu2O+2H→2Cu+H2O↑Cu2O+CO→2Cu+CO2↑1.1.3 接头性能下降焊接过程中,杂质和合金元素的掺入,有用合金元素的氧化、蒸发,焊接缺陷的产生等原因使得接头的抗拉强度及耐蚀性能下降。
工业管道铜合金焊接工艺
简介
工业管道铜合金焊接是一种常见的连接技术,广泛应用于各种管道系统。
本文将介绍工业管道铜合金焊接的工艺流程、要点和常见问题。
工艺流程
1. 准备工作:首先,需要清洁管道表面,确保无油污、氧化物等杂质。
同时,准备好所需的焊接材料和工具。
2. 焊接准备:根据实际需求和工程要求,确定焊接方法和焊接材料。
根据管道尺寸和形状,进行测量和标记。
3. 焊接操作:将铜合金焊条或焊丝按照规定的方法进行焊接。
注意控制焊接温度、焊接时间和焊接压力,确保焊接质量。
4. 检验与修复:焊接完成后,进行检验,包括外观检查和密封性能测试。
如有需要,进行修复和维护。
要点
- 确保管道表面的清洁,避免杂质对焊接质量的影响。
- 控制焊接温度,避免过高或过低导致焊接质量下降。
- 选择适当的焊接材料和方法,根据实际需求和工程要求进行选择。
- 进行焊后检验,确保焊接质量符合标准要求。
常见问题
1. 焊接时出现焊瘤或焊缺怎么办?
- 可以尝试增加焊接压力,或者调整焊接温度和焊接速度。
2. 焊接后出现泄露怎么办?
- 可以重新进行焊接修复,或者使用密封剂进行处理。
3. 焊接材料选择有何要求?
- 焊接材料应与管道材料相兼容,具有良好的焊接性能和机械性能。
以上是关于工业管道铜合金焊接工艺的简要介绍,希望对您有帮助。
如有其他问题,请随时联系。
60卷第4期(总第232期)2019年12月Vol.60No.4(Serial No.232)Dec.2019中国造船SHIPBUILDING OF CHINA文章编号:1000-4882(2019)04-0247-08不同壁厚UNS C70600铜鎳合金管的焊接工艺研究汤世云,刘金刚,韦生,姬锐,颜勋,任凯(中海福陆重工有限公司珠海519050)摘要为了保证UNS C70600铜镖合金管焊接接头的焊接质量,从焊材选择、焊前准备工作和焊接工艺的设计出发,采用GTAW焊接方法对两种不同壁厚的UNS C70600铜镰合金管进行全位置焊接,严格控制焊接过程,重视操作注意事项,验证焊接接头的焊接质量及力学性能.试验结果表明:厚度大的管子需要的热输入较大,厚度小的管子需要的热输入较小;UNS C70600铜镖合金管在此焊接工艺下,获得的焊接接头未出现焊接裂纹、气孔、未熔合、内凹、焊缝金属氧化等焊接缺陷,接头形貌完好;焊接接头力学性能均满足相关标准的验收要求,具有良好的强度及塑韧性.关键词:UNS C70600铜镖合金管;焊接工艺;焊接接头;力学性能中图分类号:TG457.6文献标志码:A0引言UNSC70600铜篠合金管因其优良的机械性能和抗腐蚀性能而广泛应用于船舶工程、化工行业、能源工程、海洋工程等诸多领域,常用来制造管路系统、冷凝管、蒸发器、热交换器和各种高强度的耐蚀件目前国内关于铜镰合金管焊接工艺的研究还较少,有参考价值的文献更是缺乏。
铜镰合金,镰可以无限固溶于铜,具有单一的a相组织,在加热和冷却过程中不存在相变,故不存在淬硬倾向;焊前也不需预热,有较高的塑性和韧性,冷裂纹倾向较小但是铜银合金管在焊接过程中,会出现以下一些问题:(1)由于其线膨胀系数较高,在焊接时易出现变形和较大的焊接内应力皿。
铜篠合金热导率很高,散热快,焊接热影响区较宽,在焊接时会产生较大的变形,当施加拘束时会产生较大的焊接应力。
加强管线焊接质量控制的几点作法2身份证号码:******************摘要:经济的发展,社会的进步推动了我国科学技术的不断完善和创新。
石油天然气运输设备往往是以管道形式出现,此类管道建造和施工过程中,涉及多方面的工艺,工序步骤较为复杂,而且其中运输的物质具有较高的可燃性,并且还是有毒物质,一旦出现泄漏,后果不堪设想。
因而,强化石油化工管道焊接质量管控,制定切实可行的质量控制策略,在保障人民群众的生命财产安全方面,有着深远而积极的影响。
关键词:管线焊接;质量控制引言近年来,在技术日渐进步的过程中,工艺管线焊接技术越发多样,在涉及管道焊接作业时,可通过对比多种焊接工艺的优缺点,选择恰当的焊接工艺,满足焊接的质量标准。
为在管线焊接的过程中选择恰当的工艺和标准,应在管线焊接时组织专人做好工作量的量化分析,根据量化分析结果来进行焊接工艺流程、参数等的调整和优化,提高焊接操作的整体水平。
1管道焊接工艺1.1打底工艺进行打底工艺的操作时,要注意选择氩弧焊,并保持施焊的方向是从下往上的,在电焊起和尾处,都要用角磨机进行打磨,从而能够进行接口操作的斜口。
在进行底层焊缝的焊接时,要将整体进行焊透,然而焊透并不意味着将底层焊穿。
且在进行正式的焊接操作之前,也要进行试焊的工序,主要是采用试板,在试板上进行作业,目的是检查氩气中,有没有存在影响焊接作业的杂质。
在施焊时,要用板子围挡住,以免风吹过来,影响焊缝的焊接质量。
并且对于焊条的接头等特殊位置,要用角磨机进行打磨,要保持焊面的平整,避免出现塌陷、内陷现象。
完成后,相关检验人员要检查打底焊缝、次层焊缝,防止裂纹等影响外观和质量的现象出现。
1.2球阀设计管线球阀的形状是筒状,从力学角度看,球形壳体作为压力元件可以抵抗弯曲、挤压和拉伸,比圆柱体更能抵抗地震和其他自然灾害。
全焊接球阀阀体结构紧凑,整个球阀为一体。
与其他球阀相比,全焊接球阀在相同强度下具有壁厚薄、重量轻等优势,阀体焊接结构内部曲线平滑,与管路实现无死角连接,介质流动性好。
铜镍合金UNS C70600氩弧焊焊接工艺
孔凡玉
【期刊名称】《石化技术》
【年(卷),期】2017(024)005
【摘要】本文对铜镍合金UNS C70600的焊接性进行了分析,针对铜镍合金UNS C70600焊接时易产生的热裂纹、气孔、接头性能下降等焊接问题,运用氩弧焊焊接并采取合理的焊接工艺措施和参数,从而保证焊接质量.
【总页数】1页(P265)
【作者】孔凡玉
【作者单位】中海油能源发展装备技术有限公司天津 300452
【正文语种】中文
【相关文献】
1.UNS C70600铜镍合金焊接工艺 [J], 严连菊;傅存海
2.UNS31803双相不锈钢氩弧焊焊接接头性能研究 [J], 代绪成;朱秀文;孙小磊;王九方;蔡新荣;田建锋
3.双相钢UNS S32750和超级不锈钢UNS S31254异种钢焊接工艺分析 [J], 蔡立祥
4.超级奥氏体不锈钢管道UNS N08367焊接工艺研究 [J], 贺诚
5.不同壁厚UNS C70600铜镍合金管的焊接工艺研究 [J], 汤世云; 刘金刚; 韦生; 姬锐; 颜勋; 任凯
因版权原因,仅展示原文概要,查看原文内容请购买。
铜镍管焊接工艺铜镍合金,铜Cu跟镍Ni,呈银白色,有金属光泽,故名白铜。
铜镍之间彼此可无限固溶,从而形成连续固溶体,即不论彼此的比例多少,而恒为α--单相合金。
当把镍熔入红铜里D200,含量超过16%以上时,产生的合金色泽就变得相对近白如银,镍含量越高,颜色越白,但是,毕竟与铜融合,只要镍含量比例不超过70%,肉眼都会看到铜的黄色。
何况通常白铜中镍的含量一般为25%。
白铜是铜镍合金的雅称,密度在铜和镍之间8.9-8.88。
铜镍管及白铜管,白铜管是普通白铜或特殊白铜通过挤制或拉制而成白铜管材。
根据所含白铜成分的不同可以分为以下几类:普通白铜管、锰白铜管、铁白铜管和锌白铜管等。
铜镍管此篇将详细讲解铜镍管焊接工艺规范1、铜镍管焊接前准备1.1焊接方法铜镍合金管材采用钨极氩弧焊焊接。
1.2材料1.2.1铜镍合金管材:CuNi10Fe1MnCuNi30Mn1Fe等。
1.2.2焊接材料:氩弧焊焊丝:铜镍管焊接用HSCuNi(φ2.5mm)和KW-TCuNi(φ2.4mm)。
气体:氩气Ar纯度≥99.99%钨棒:φ1.6mm~φ3.2mm。
1.3焊接设备使用的焊机应严格进行定期检测维修,确保良好的操作性能。
1.4坡口型式1.4.1当管壁厚≥2mm时,管子对接拼缝均应开“V”坡口,坡口角度按图1所示;当管壁厚<2mm时,管子对接拼缝均不开坡口如图2所示。
坡口型式1.4.2外形尺寸按Q/SWS60-001.2-2003《船舶建造质量标准建造精度》要求进行验收。
1.5焊前清洁1.5.1应用适用于铜镍合金的机械加工方法或等离子切割对铜镍合金管进行裁断和端面加工,加工后用0#~1#非铁砂皮打磨焊缝边缘50mm处,去除坡口两侧的毛刺和氧化层等杂质。
并用不锈钢或铜丝刷子清除管子两端100mm内的锈,直至露出金属光泽,然后用丙酮进行脱脂清洗,把清洗好的管子两端包装封好。
2、人员凡从事该工艺焊接的焊工,必须经过培训,考试合格并经船级社认可,方能参与该工艺的焊接。
铜及铜合金的焊接工艺一、铜及铜合金焊接知识铜具有优良的导电性、导热性、耐腐蚀性、延展性及一定的强度等特性。
在电机绕组中使用广泛。
在纯铜(紫铜)中添加合金元素,形成固溶体的各类铜合金,如加锌为黄铜、加镍为白铜、加硅为硅青铜、加铝为铝青铜等等。
铜及铜合金可用钎焊、电阻焊等工艺方法实现连接,在工业发达的今天、熔焊已占据主导地位。
用焊条电弧焊、TIG 焊、MIG焊等工艺方法容易实现铜及铜合金的焊接。
影响铜及铜合金焊接性的工艺难点主要有四项元素:一是高导热率的影响。
铜的热导热率比碳钢大7~11倍,当采用的工艺参数与焊接同厚度碳钢差不多时,则铜材很难熔化,填充金属和母材也不能很好地熔合。
二是焊接接头的热裂倾向大。
焊接时,熔池内铜与其中的杂质形成低熔点共晶物,使铜及铜合金具有明显的热脆性,产生热裂纹。
三是产生气孔的缺陷比碳钢严重得多,与要是氢气孔。
四是焊接接头性能的变化。
晶粒粗化,塑性下降,耐蚀性下降等。
二、紫铜的焊接焊接紫铜的方法有气焊、手工碳弧焊、手工电弧焊和手工氩弧焊等方法,大型结构也可采用自动焊。
1、紫铜的气焊焊接。
紫铜最常用的是对接接头,搭接接头和丁字接头尽量少采用。
气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。
气焊紫铜时应采用中性焰。
2、紫铜的手工电弧焊缘。
焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。
用铜107焊条焊接,电源应采用直流反接。
焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。
长焊缝应采用逐步退焊法。
焊接速度应尽量快些。
多层焊时,必须彻底清除层间的熔渣。
焊接应在通风良好的场所进行,以防止铜中毒现象。
焊后应用平头锤敲击焊缝,消除应力和改善焊缝质量。
3、紫铜的手工氩弧焊在紫铜手工氩弧焊时,采用的焊丝有丝201(特制紫铜焊丝)和丝202,也采用紫铜丝,如T2。