铜及铜合金的焊接性分析
- 格式:doc
- 大小:29.50 KB
- 文档页数:3
铜及铜合金的焊接铜合金的制造铜合金材料在运用于连接器的加工过程中,先是被加工成为薄片状的板材,然后切成条带形状以适应后面的冲压过程的需要。
线材同样应用于连接器中,但是在端子组件和其他类型的连接器中这样的材料应用得很少。
图4.1描述了一个典型的薄板和条带铜合金的制造流程。
此外在参考书目3中可以得到更详细的描述。
合金线材以同样的方式制造但具有几个显著的特点:热挤压,轧制,和通过冲模的拉拔以改变热轧制和冷轧制在板材中的应用,以及退火处理过程经常用于这种产品。
连接器技术之4.1.1 铜合金的制造溶炼和铸造铜合金是最先用于可回收的商业应用的金属之一,这是因为工业上能用经济的办法将铜合金中的杂质维持在一个较低的水平。
溶炼常用于电溶炉之中而少见于铜合金在真空和惰性气体下的溶炼和铸造过程中。
碳层能提供一足够的保护。
此外,利用真空或特殊的空气环境将会很大的增加合金制造的成本。
氢、氧和碳的污染影响由溶炼过程和热力学方法来平衡其溶炼层进行控制,其中氢能溶解于铜,氧能与铜和一些合金元素形成氧化物,而碳能与有碳化物组分的合金起反应。
溶炼控制包括纯电解阴极铜和有选择的兼容合金碎屑。
当一些纯组分如镍、锡、硅或起支配作用的合金如磷、铍、和铬合金组分增加时,都会引起合金成份改变。
板材锻造的制造过程是从不连续的铸造成大矩形横截面金属锭或薄铸片开始的。
前述大金属锭的典型尺寸为约150 毫米厚,300 到900 毫米宽,并且经过热轧制处理以有效的减少其厚度并消除在铸造过程中残余的铸造微片。
另一种铸造方法是薄铸片(常用于窄条状铸造材料),其典型的尺寸是约15 毫米厚,150 到450 毫米宽,这些薄铸片将直接转到冷轧过程之中。
选择条形铸造是基于经济上的考虑因素(热研磨需要较高的资金成本)以及合金的特性(一些铜合金不容易在热条件下工作)。
前述半连续且大的金属锭在铸造过程中垂直利用一个中空水冷的铜模,在开始时此铜模的下底部被封住。
溶化的金属实际上并未象图4.1中所示的直接进入溶模。

铜及铜合金的焊接介绍1铜及铜合金的分类纯铜是紫红色,俗称紫铜。
在纯铜的基础上加入不同的合金元素,可以成为不同性能的铜合金,常用的铜合金有黄铜、青铜及白铜等。
2铜及铜合金的焊接性铜及铜合金经辗压或拉伸成不同厚度的铜板及铜合金板,不同规格的管子或各种不同形状的材料,都可以用焊接的方法制成各种不同的产品。
铸造的铜及铜合金是通过模型直接浇铸成需要形状的部件或产品,焊接只用于修复或补焊。
在焊接与补焊中易产生下列不良影响:2.1难熔合:铜及铜合金的导热性比钢好的多,铜的导热系数是钢的7倍,大量的热被传导出去,母材难以象钢那样局部熔化,对厚大铜及铜合金材料的焊接应焊前预热,采用功率大,热量集中的焊接方法进行焊接或补焊为宜。
2.2易氧化:铜在常温时不易被氧化。
但随着温度的升高,当超过300℃时,其氧化能力很快增大,当温度接近熔点时,其氧化能力最强,氧化的结果生成氧化亚铜(Cu2O)。
焊缝金属结晶时,氧化亚铜和铜形成低熔点(1064℃)结晶。
分布在铜的晶界上,加上通过焊前预热,并采用功率大,热量集中的焊接方法使被焊工件热影响区很宽,焊缝区域晶粒较粗大,从而大大降低了焊接接头的机械性能,所以铜的焊接接头的性能一般低母材。
2.3易产生气孔:铜导热性好,焊接熔池,比钢凝固速度快,液态熔池中气体上浮的时间短来不及逸出也会形成气孔。
2.4易产生热裂纹:铜及铜合金焊接时在焊缝及熔合区易产生热裂纹。
形成裂纹的主要原因:2.4.1铜及铜合金的线膨胀系数几乎比低碳钢大50%以上,由液态转变到固态时的收缩率也较大,对于刚性大的工件,焊接时会产生较大的内应力。
2.4.2熔池结晶过程中,在晶界易形成低熔点的氧化亚铜—铜的共晶物(Cu+Cu2O)。
2.4.3凝固金属中的过饱和氢向金属的显微缺陷中扩散,或者它们与偏析物(如Cu2O)及应生成的H2O在金属中造成很大的压力。
2.4.4母材中的铋、铝等低熔点杂质在晶界上形成偏析。
2.4.5施焊时,由于合金元素的氧化及蒸发、有害杂质的侵入,焊缝金属及热影响区组织的粗大、加上一些焊接缺陷等问题,使焊接接头的强度、塑性、导电性、耐腐蚀性等往往低于母材所致。
铜和铜合金的焊接工艺1铜和铜合金的焊接操作纯铜又称紫铜,铜与锌的合金称为黄铜,铜与锡的合金称为青铜,含镍量低于50%的铜镍合金称为白铜,铜内有害杂质的含量对铜的性能影响很大,最危险的物质是铋和铅,铋和铅不熔于铜中而在晶粒周围形成了易熔薄层,此外,硫和氧在铜中形成脆化合物,给热加工和焊接带来困难。
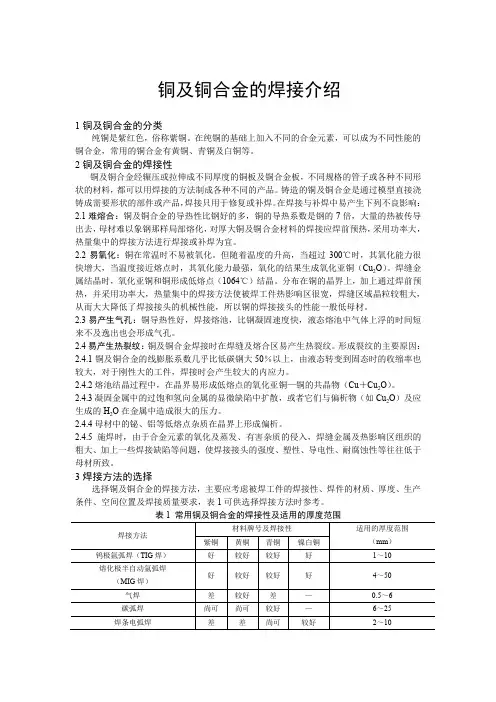
铜及铜合金的焊接工艺差,在焊接时易出现以下问题:难熔合、流动性大、易变形、易氧化、易开裂、易产生气孔等缺陷。
铜及铜合金的焊接方法很多,如气焊、碳弧焊、焊条电弧焊和手工钨极氩弧焊等几种,其中紫铜和黄铜是比较难焊的材料,一般是不采用焊条电弧焊的焊接方法,锡青铜、铝青铜可采用焊条电弧焊,若采用手工钨极氩弧焊,不仅能保证焊缝的质量还能提生产效率。
2.焊条的选择焊条电弧焊焊接铜和铜合金的焊条有紫铜焊条(ECu)锡青铜焊条(EcuSn-B)和铝青铜焊条(EcuA1-C)等,焊条均为碱性低氢性,使用直流电源并反接。
铜及铜合金焊条在焊接时应预热,焊后应进行热处理。
3.焊接措施焊条电弧焊焊接铜和铜合金时,应严格控制氧氢的来源,焊接应仔细清除待焊处的油污,锈垢,采取焊前预热措施得当。
焊件厚不超过4mm 时,可以不开坡口,当焊件厚度为5mm~10mm时,可开单面V形和U形坡口,若采用垫板可获得单面焊双面成形的焊缝,若焊件厚度大于10mm,应双面开坡口,并提高预热温度,焊接时应采用直流反接短弧焊,焊条一般不做横向摆动,在焊接中断或要换焊条,动作要快,焊条的操作角度基本与焊接碳钢相同,较长的焊缝应尽量有较多的定位焊,并且应用分段焊法焊接,以减小焊接应力和变形,多层焊时应彻底消除层间熔渣,避免夹渣的产生,焊接结束后,应采取锤击式热处理的方法,消除焊接应力,由于铜的流动性好,所以应尽量采用平焊的位置进行焊接。
铜及铜合金焊材选用与匹配分析铜及铜合金焊材的选用与匹配是焊接过程中至关重要的一环。
正确选择合适的焊材可以保证焊接接头的质量和性能,提高焊接工艺的可靠性。
本文将对铜及铜合金焊材的选用与匹配进行分析,帮助读者更好地理解并应用于实际操作。
一、铜及铜合金焊材的种类及特点铜及铜合金焊材主要分为硬焊材和软焊材两大类。
硬焊材通常为铜及其合金,如银基、镍基、铝基、锡基等。
软焊材则主要是铜磷焊丝和铜锡焊丝。
硬焊材具有高强度、高硬度、高耐热性和耐腐蚀性等特点,适用于焊接较大的工件和要求较高的工艺。
而软焊材则具有低熔点、良好的流动性和润湿性,适用于焊接较小的零件和对焊接温度和热影响较为敏感的工艺。
二、铜及铜合金焊材的选用原则1. 材料的选用要根据焊接的具体要求来确定。
例如,焊接紧固件时,要保证焊接点和基材的强度一致,选用强度相似的硬焊材;而对于精细焊接,选用软焊材可以降低热影响。
2. 材料的选用应考虑到焊接材料的熔点和熔化性能。
焊接材料的熔点应低于工件的熔点,而熔化性能要与工件相匹配,以确保焊接过程中能够充分润湿和扩散。
3. 材料的选用还要考虑到焊接材料的成本和可获得性。
根据具体情况选择性价比较高的焊接材料,确保在满足性能要求的前提下尽量节约成本。
三、铜及铜合金焊材的匹配原则1. 同种或相似材料的焊接,宜采用相同或相近的焊材。
例如,焊接紫铜件时,采用硬焊紫铜焊材;焊接黄铜件时,采用硬焊黄铜焊材。
2. 不同种类或相异材料的焊接,宜采用中间合金来进行匹配。
中间合金的选用要满足与两种材料的熔点相近、润湿性好、扩散性好等要求。
3. 在焊接不同金属之间时,还可以采用双金属焊材。
双金属焊材可以通过在不同金属的接合位置上形成一层新的金属层,从而实现焊接。
四、铜及铜合金焊材的应用案例1. 铜管的焊接:选用硬焊铜焊材,如铜锌焊材或铜锡焊材,采用熔化性能相近的焊接方法。
先进行外浸焊,再进行内浸焊,以确保焊接质量和工艺可控性。
2. 黄铜五金件的焊接:选用硬焊黄铜焊材,如铜锌焊材。
铜及铜合金的焊接性分析1.难熔合及易变形焊接纯铜及铜合金时,如果采用的焊接参数与焊接低碳钢差不多,母材散热太快,填充金属与母材不能很好地熔合,焊后变形也较严重,这与铜的热导率、线胀系数和收缩率有关。
铜的热导率大,20摄氏度时铜的热导率比铁大7倍多,1000摄氏度时大11倍多,焊接时热量迅速从加热区传导出去,焊接区难以达到熔化温度,使母材与填充金属很难熔合。
铜在熔化温度时的表面张力比铁小1/3,而流动性比铁大1~1.5倍,表面成形能力差。
铜的线胀系数大15%,凝固时的收缩率比铁大1倍以上,再加上铜的导热能力强,使焊接热影响区加宽,焊接时如被焊工件刚度低,又无防止变形的措施,很容易产生较大变形。
因此,焊接时必须采用功率大、热量集中的热源,并采取预热措施,不允许采用悬空单面焊接,单面焊时,反面必须加垫板或成形装置。
2.易产生热裂纹为了防止热裂纹的产生,焊接铜及铜合金时可采取以下一些治金措施。
(1)必须严格限制焊件和焊接材料的氧、铅、铋、硫等有害元素的含量。
(2)通过焊丝加入硅、锰、碳、磷等合金元素增强对焊缝的脱氧能力。
(3)选用能获得双相组织的焊丝,使焊缝晶粒细化、晶界增长,使易熔共晶分散,不连续。
(4)焊接时加强对熔池的保护,采用减小焊接应力的工艺措施,如选用热量集中的热源、焊前预热、选择合理的焊接顺序、焊后缓冷等。
3.易产生气孔气孔是铜及铜合金焊接时一个主要问题,只要在氩气中加入筒量的氢和水蒸气,焊缝即出现气孔,产生气孔的倾向比碳钢严重得多,原因如下:(1)铜的热导率比低碳钢高7倍以上,所以铜焊缝结晶很快,熔池易为氢所饱和而形成气泡,在凝固结晶很快的情况下,气泡不易析出,促使焊缝中形成气孔。
(2)氢在铜中的溶解度随温度升高而增大,直到熔点时氢在铜中的溶解度达最高值,温度再提高,液态铜开始蒸发,氢的溶解度下降。
(3)氩弧焊时氮也是形成气孔的原因,随着氩气中氮含量的增加,气孔数量随之上升。
铜及铜合金焊接时防止产生气孔的主要措施有:(1)防止焊缝金属吸收氢气及氧化,焊件表面在焊前应去油污、水分等,焊条、焊剂要烘干使用,焊丝表面不得有水分。
铜及铜合金具有难熔合及易变形性。
铜的导热系数比铁大可达11倍多。
焊接时热量迅速从加热区传导出去,使母材与填充金属难以熔合。
铜的线膨胀系数和收缩率也比较大,如表铜的线膨胀系数比铁大15%,而收缩率比铁大一倍以上。
加上铜及多数铜合金导热能力强,使焊接热影响区加宽,焊接时如加工工件刚度不够,必然会产生较大的变形。
铜及合金易产生热裂纹。
氧是铜中经常存在的杂质,铜在焊接熔化状态时较容易氧化。
氧化产物能与铜形成的低熔点共晶。
其共晶温度低于铜的熔点,使焊缝容易产生热裂纹。
对于特别重要的焊接结构件来说,其含氧量不应超过0.01%,而Pb、Bi、S则是铜及其合金中经常存在的有害杂质。
Bi事实上不溶解于铜,而与铜形成低熔点共晶,析出于晶间。
Pb能很微量溶于铜,但Pb量稍增高的时候就与铜形成低熔点共晶。
这些共晶严重降低了焊缝金属的抗热裂纹能力。
研究结果显示,铜及其合金中含Pb、Bi量较高时,就会出现裂纹,热影响区还会出现液化裂纹,因此必须严格限制用于制造焊接结构的纯铜的含Pb量和Bi量。
S能较好的溶解在熔化状态中的铜,但当凝固结晶时,其在固态铜中的溶解度几乎为零,硫与铜形成共晶,其熔点低于铜,可使焊缝形成热裂纹,故焊缝中的含硫量也要严格的控制。
纯铜焊接时,其焊缝为单相组织,且由于纯铜导热性强,焊缝易生长成粗大晶粒。
这些都是加剧热裂纹生成的因素。
纯铜及黄铜的收缩率及线膨胀系数大,焊接应力较大,也是促使热裂纹形成的原因。
同时铜及合金焊接时易产生气孔。
气孔是铜及铜合金焊接时的一个主要问题,尤其熔化焊时,其出现的倾向比低碳钢严重的多。
铜中气孔主要是溶解性气体氢直接引起的扩散性气孔和氧化还原反应引起的反应气孔,由于铜自身的性质使其产生气孔的倾向大为加剧,成为铜及其焊接的主要困难。
在平衡状态下,其氢的过饱和比钢焊缝大好几倍,在凝固结晶时形成氢气孔倾向大;熔池中的氧化铜与氢或一氧化碳反应生成的水蒸气或二氧化碳不溶于铜而促使反应性气孔的出现。
铜及铜合金焊材选用铜及其合金在工业制造和建筑领域中广泛应用。
而焊接作为一种常见的加工方法,对于铜及铜合金的选用适合的焊材是至关重要的。
本文将探讨铜及铜合金焊材的选择,并提供一些建议。
一、铜及铜合金的特性铜具有优良的导热性和导电性,耐腐蚀性好,并且易于加工。
铜合金则具有更高的强度和硬度,适用于各种工业应用。
在焊接过程中,铜及铜合金的熔点较低,且易于形成均匀的焊缝。
二、焊接方法根据焊接方式的不同,可将焊接方法分为气焊、电弧焊和无熔剂焊接。
1. 气焊气焊是传统的焊接方法,使用氧炔火焰进行焊接。
对于铜及铜合金,采用适当的焊接棒和焊接流程能够获得良好的焊接效果。
常用的气焊焊材有无烟熔剂焊条与纯铜焊条。
2. 电弧焊电弧焊利用电弧形成焊缝。
对于铜及铜合金的焊接,采用惰性气体保护焊(TIG)和焊丝(MIG)焊接能够获得优异的焊接质量。
惰性气体焊接可以在焊接过程中提供保护性气氛,防止氧气和氮气的污染。
3. 无熔剂焊接无熔剂焊接是一种无需外加熔剂的焊接方法,通过高频加热和压力来实现焊接。
这种方法适用于一些对熔剂敏感的应用,因为没有熔剂的使用,焊接后无需清洁和去除残留。
三、焊材选择建议选择适合的焊材是确保焊接质量的关键。
下面是一些建议:1. 纯铜焊材纯铜焊材适用于焊接纯铜或低合金铜,如无氧铜和磷铜。
它们具有良好的导电性和导热性,并能够产生均匀的焊缝。
纯铜焊材可用于气焊、电弧焊和无熔剂焊接。
2. 银焊材银焊材是一种常用的铜合金焊材,适用于焊接多种铜合金,如黄铜和镍铜合金。
银焊材在高温下熔点低,具有较强的强度和耐腐蚀性。
然而,银焊材的成本较高,需要注意使用时的温度控制。
3. 焊丝焊丝适用于电弧焊和无熔剂焊接,可用于焊接各种铜合金。
根据具体应用的不同,可以选择不同材质的焊丝,如铜铝焊丝、铜镍焊丝和铜锌焊丝。
焊丝选择时需要根据要求的强度、导电性和耐腐蚀性来确定。
四、注意事项在选择和使用铜及铜合金焊材时,还需注意以下事项:1. 确保焊接材料的质量,选择正规的供应商和品牌。
铜及铜合金的焊接性及焊接工艺一、铜的焊接性:铜与铜合金焊接的主要问题是焊接区和熔合区容易产生裂纹。
热影响区存在两种形式的裂纹:焊接绝缘裂纹和熔透裂纹。
1、焊接裂纹,钢、铜及其合金焊缝中的裂纹是热裂纹,是由以下原因引起的:①铜和钢的物理性能差别很大,钢和铜的热膨胀和热导率差别很大,焊接过程中接头存在很大的应力,导致焊缝产生裂纹。
②铜及铜金属焊接热裂倾向较大,钢及铜及铜合金焊接焊缝为铁与铜的混合物,热裂倾向随铜含量的增加而增大。
2)热影响区穿透裂纹。
钢与铜及铜合金焊接时,钢与液态铜及铜合金接触时容易产生穿透裂纹,并在高温下形成穿透裂纹。
究其原因,是由于液态铜和铜合金在钢上的渗透和拉应力,从焊缝冷却的那一刻起,接头就会产生拉应力,这种应力会随着冷却的持续而增大。
此外,在晶化过程中,金属的显微组织往往是有缺陷的,并且在钢的结晶表面会出现微裂纹。
在焊接拉应力作用下,热影响区(HAZ)形成熔透裂纹.当焊缝中镍含量大于16%时,低碳钢中不出现熔透裂纹(NiCu合金)。
二、铜及合金的焊接工艺:手工电弧焊、氩弧焊和气体保护焊都可以焊接钢和铜及其合金的不同接头。
在铜和钢及其合金的焊接过程中,采用填充金属直接焊接两种金属,然后在铜或钢上堆焊过渡层,然后焊接。
由于含镍焊缝具有很强的抗穿透开裂能力,采用纯镍或含铜镍基合金沉积过渡层,可以大大减少或消除铜及铜合金对钢的穿透,有利于消除热影响区的穿透裂纹。
堆焊过渡层,然后进行焊接。
1.紫钢与低碳钢焊接。
堆焊过渡层后,铜可作为填充金属材料201、202。
为加强熔池脱氧,采用硅锰青铜丝和QSi3-1焊,焊接质量和效果较好。
2.硅青铜和铝青铜与低碳钢焊接在一起。
过渡层堆焊后,此时可采用铝青铜作为填充金属材料QAL9-2,焊缝采用两相结构,焊缝具有较高的抗热裂纹能力,而铜237焊条也可用于去除涂层并作为填充线清洗,铝还可减少热影响区的穿透裂纹,焊接强度高于铜。
交流氩弧焊焊接。
3.黄铜和低碳钢焊接.过渡层堆焊后,为了减少黄铜和锌的蒸发,填充金属采用QSI3-1硅锰青铜丝,焊接采用交流电源,填充金属采用QAL9-2铝锰青铜丝。
铜及铜合金的焊接工艺一、常用铜及铜合金及其分类铜及铜合金以它独特而优越的综合性能,如导电性、导热性、耐蚀性、延展性及一定的强度等特性,在各行业中获得了广泛的应用。
铜及铜合金种类繁多,常用的铜及铜合金可从它的表面颜色看出其区别,如常用的纯铜(又称紫铜)、黄铜、青铜和白铜,实际上就是纯铜、铜锌、铜铝、铜锡、铜硅和铜镍的合金。
二、铜及铜合金的焊接特点1、高热导率的影响由于铜及铜合金的高热导率、线膨胀系数和收缩率,在焊接铜及铜合金时,采用的焊接参数与焊接同厚度低碳钢差不多时,母材就很难熔化,且填充金属与母材也不能很好地熔合,产生了焊不透的现象;焊后的变形也比较严重,外观成形差。
因此即使焊接使用大功率热源,还得在焊前预热或焊接过程中采取同步加热的措施。
另外,母材厚度越大,散热愈严重,也愈难达到熔化温度。
2、焊接接头的热裂倾向大焊接时,铜能与其中的杂质分别生成多种低熔点共晶,加上铜及铜合金在加热过程中无同素异构转变,铜焊缝中也生成大量的柱状晶;同时铜及铜合金的线膨胀系数和收缩率较大,增加了焊接接头的应力,也更增大了接头的热裂倾向。
因此熔化焊时,常采取以下措施:①严格限制铜中的杂质含量,特别是氧的含量;②通过焊丝加入硅、锰、磷等合金元素,增强对焊缝的脱氧能力;③选用能获得双相组织的焊丝,使焊缝晶粒细化等。
3、气孔熔化焊时,气孔出现的倾向比低碳钢要严重得多,所形成的气孔几乎分布在焊缝的各个部位,且主要是由溶解的氢直接引起的扩散性气孔和氧化还原反应引起的反应性气孔。
因此,为了减少或消除铜焊缝中的气孔,主要的措施是减少氢和氧的来源,用预热来延长熔池存在的时间,使气体易于逸出。
4、接头性能的变化在熔化焊过程中,由于晶粒长大,杂质和合金元素的掺入,以及有用合金元素的氧化、蒸发等,使接头出现以下变化:塑性变坏、导电性下降、耐蚀性下降、晶粒粗化等。
要改善接头的性能,除了尽量减少热作用、焊后进行消除应力热处理外,主要的措施是控制杂质含量和通过合金化对焊缝进行变质处理,并根据不同铜合金接头的不同要求来选用。
铜及铜合金的焊接,从焊接详解,焊接工艺以及钢和铜、铜合金的焊接等讲述摘要:目前对铜及铜合金焊接性的系统研究很少,经过长期对铜及铜合金的焊接性研究以及查阅有关资料,简要介绍了铜及铜合金的分类、性质;分析了铜及铜合金的焊接性、钢与铜及铜合金的焊接性以及在焊接过程中易出缺陷(气孔、裂纹)的原因和解决措施;探讨了铜及铜合金、钢与铜及铜合金的焊接工艺。
实践证明:焊接方法和工艺选择得当,焊接材料选择合理,在焊接过程中易出现的缺陷是完全可以避免的。
关键词:铜;铜合金;焊接性;工艺文献标识码: B长期以来,铜及铜合金的焊接主要是应用钎焊、气焊、电弧焊、惰性气体保护焊、埋弧焊、扩散焊等方法。
近年来,随着焊接技术的发展,又采用了电子束、激光、等离子弧等高能量热源进行焊接,取得了很好的效果。
本文就铜及铜合金的焊接性、焊接过程中易出现的问题及解决措施进行了叙述。
1.铜及铜合金的种类及性质1.1铜为面心立方晶格,具有较多的形变滑移系,室温、高温变形能力很好,退火状态的铜,不经中间退火可压缩85%~ 95%而不产生裂纹。
但纯铜在500~600℃呈现“中温脆性”。
在焊接过程中,易在此温度区间发生裂纹。
据研究,“中温脆性”和杂质的性质、含量、分布、固溶度等有关。
铜可分为无氧铜和含有少量氧的纯铜。
纯铜的导电性能好,常用于导电材料,但是存在Cu2O-Cu的低熔点共晶物,焊接时易出现裂纹。
无氧铜又可分为用P、Mn脱氧的脱氧铜和无氧铜,由于其焊接性好,常用于焊接结构。
1.2铜合金铜合金分为黄铜、青铜、白铜三大类。
1.2.1黄铜黄铜是Cu-Zn合金,根据Zn的含量不同又可分为很多种,为了改变黄铜的性能,也可以加入其它元素,如Al、Ni、Mn等。
从而形成了铝黄铜、镍黄铜、锰黄铜等。
由Cu-Zn二元系相图可知,黄铜固态下有T、U、V、W、X、Z六个相,其中T相是以铜为基的固溶体,其晶格常数随Zn含量的增加而增大。
Zn在铜中的溶解度与一般合金相反,随温度降低而增加,在456℃时固溶度达最大值后, Zn在铜中溶解度随温度的降低而减少。
铜及铜合金的焊接一、铜及铜合金的特性和分类铜具有很高的导电性、导热性和良好的塑性,有较高的低温强度和延伸率。
因此,它广泛地应用在工业上制造导体、火焰导管、散热器和冷凝器等。
在铜中加入锌、铝、锡等合金元素,形成各种铜合金。
铜及铜合金的分类,习惯上是按其表面颜色来分类的。
紫铜,又叫红铜,是指纯铜。
工业纯铜以字母“T”表示,依其所含杂质多少,分为四个等级。
黄铜,是指铜锌合金。
它的导热、导电性比纯铜差,但其强度、硬度和耐蚀性都比纯铜高,而且价格便宜。
经常用于耐低温和耐气蚀零部件的制造。
黄铜以字母“H”表示。
在“H”后面的数字,代表铜的百分数,其余为锌。
如“H62”,表示铜含量为62%的黄铜。
二、铜及铜合鑫的焊接特点1.使用火焰功率大由于铜及铜合金导热性强(如纯铜导热系数比低碳钢大八倍)。
因此,焊接时要采取比焊低碳钢大的火焰功率。
厚大工件还必须预热,否则基本金属难以熔化,产生未熔合现象。
2.变形大由于铜及铜合金线膨胀系数和凝固收缩率较大,因此工件焊后易产生严重变形。
对于刚度大的工作,内应力增大,使接头脆弱部分发生裂纹。
内应力的存在是黄铜“自裂“的原因。
3.易产生气孔铜及铜合金焊接易产生气孔的原因有两个:1)由于铜在液态时溶解氢较多,但在凝固和冷却过程中,氢在铜中的溶解度却大大减少。
过剩氢来不及逸出,则往往合焊缝或近缝区产生气孔或在金属内部造成很大压力,促使形成裂纹。
2)熔池中的氢或一氧化碳与氧化亚铜反应,生成水蒸气和二氧化碳不溶于铜液。
在凝固时如未能全部逸出,便形成气孔或促使裂纹产生。
4.易产生裂纹由于铜在液态时容易氧化,生成氧化亚铜,氧化亚铜与铜形成低熔点的脆性共晶体,造成偏析或存在于晶粒边界;由于上述内应力大或氢、水蒸气和二氧化碳造成的压力存在,因此,铜及铜合金的焊接,易产生裂纹。
5.合金元素的氧化和蒸发铜合金中的合金元素不,一般比铜更易氧化。
合金元素的烧损,降低了接头的机械性能,赞成焊接过程的困难。
铜及铜合金的焊接工艺方法
引言
铜及铜合金是常见的金属材料,在工业生产中有广泛的应用。
为了满足不同的需求,需要采用适当的焊接工艺方法来连接铜及铜合金材料。
本文将介绍几种常见的焊接工艺方法和其特点。
1. 电弧焊
电弧焊是一种常用的焊接方法,适用于连接较厚的铜及铜合金材料。
其特点如下:
- 可以使用直流电或交流电进行焊接;
- 需要使用焊条和电弧来产生熔化的金属,形成焊缝;
- 焊接过程需要较高的电流和热量,因此需要注意对工件的热影响。
2. 惰性气体保护焊(TIG焊)
TIG焊是一种高质量的焊接方法,适用于连接较薄的铜及铜合金材料。
其特点如下:
- 使用惰性气体(如氩气)保护焊缝,避免氧化和污染;
- 可以实现较高的焊接质量和焊缝外观;
- 需要较高的焊接技术要求,操作相对复杂。
3. 焊接钎焊
焊接钎焊是一种常用的焊接方法,适用于连接不同类型的金属材料,包括铜及铜合金。
其特点如下:
- 使用钎料来填充和连接金属材料,形成焊缝;
- 钎焊过程中不熔化基材,避免对工件的热影响;
- 可以实现高强度的连接。
4. 焊接热压焊
热压焊是一种适用于连接铜及铜合金的方法,其特点如下:
- 使用热力和压力将材料连接在一起,形成焊缝;
- 焊接过程中不需要添加额外的填充材料;
- 可以实现相对较高的连接强度。
结论
根据需求和材料特性,我们可以选择适当的焊接工艺方法来连接铜及铜合金材料。
电弧焊、TIG焊、焊接钎焊和焊接热压焊是常用的方法,每种方法都有其特点和适用范围。
在实际应用中,应根据具体情况选择最合适的焊接工艺方法。
铜及铜合金的焊接性分析1.难熔合及易变形焊接纯铜及铜合金时,如果采用的焊接参数与焊接低碳钢差不多,母材散热太快,填充金属与母材不能很好地熔合,焊后变形也较严重,这与铜的热导率、线胀系数和收缩率有关。
铜的热导率大,20摄氏度时铜的热导率比铁大7倍多,1000摄氏度时大11倍多,焊接时热量迅速从加热区传导出去,焊接区难以达到熔化温度,使母材与填充金属很难熔合。
铜在熔化温度时的表面张力比铁小1/3,而流动性比铁大1~倍,表面成形能力差。
铜的线胀系数大15%,凝固时的收缩率比铁大1倍以上,再加上铜的导热能力强,使焊接热影响区加宽,焊接时如被焊工件刚度低,又无防止变形的措施,很容易产生较大变形。
因此,焊接时必须采用功率大、热量集中的热源,并采取预热措施,不允许采用悬空单面焊接,单面焊时,反面必须加垫板或成形装置。
2.易产生热裂纹为了防止热裂纹的产生,焊接铜及铜合金时可采取以下一些治金措施。
(1)必须严格限制焊件和焊接材料的氧、铅、铋、硫等有害元素的含量。
(2)通过焊丝加入硅、锰、碳、磷等合金元素增强对焊缝的脱氧能力。
(3)选用能获得双相组织的焊丝,使焊缝晶粒细化、晶界增长,使易熔共晶分散,不连续。
(4)焊接时加强对熔池的保护,采用减小焊接应力的工艺措施,如选用热量集中的热源、焊前预热、选择合理的焊接顺序、焊后缓冷等。
3.易产生气孔气孔是铜及铜合金焊接时一个主要问题,只要在氩气中加入筒量的氢和水蒸气,焊缝即出现气孔,产生气孔的倾向比碳钢严重得多,原因如下:(1)铜的热导率比低碳钢高7倍以上,所以铜焊缝结晶很快,熔池易为氢所饱和而形成气泡,在凝固结晶很快的情况下,气泡不易析出,促使焊缝中形成气孔。
(2)氢在铜中的溶解度随温度升高而增大,直到熔点时氢在铜中的溶解度达最高值,温度再提高,液态铜开始蒸发,氢的溶解度下降。
(3)氩弧焊时氮也是形成气孔的原因,随着氩气中氮含量的增加,气孔数量随之上升。
铜及铜合金焊接时防止产生气孔的主要措施有:(1)防止焊缝金属吸收氢气及氧化,焊件表面在焊前应去油污、水分等,焊条、焊剂要烘干使用,焊丝表面不得有水分。
铜及铜合金的焊接性。
⑴焊缝成形能力差由于铜和大多数铜合金的热导率比碳钢大7~11倍,焊接时散热严重,焊接区难于达到熔化温度。
铜在熔化温度时的表面张力比铁小1/3,流动性比钢大1~1.5倍,表面成形能力差,焊接时母材难熔合,容易产生未焊透缺陷。
因此应采用大能量、高能束的焊接方法,并采取焊前预热,焊件反面安放垫板等工艺措施。
⑵焊缝及热影响区热裂倾向大原因由以下几点:1)铜及铜合金的线膨胀系数几乎要比低碳钢大50%以上,因此焊接时产生较大的应力。
2)熔池结晶过程中,铜能与其它杂质生成熔点为270℃的Cu+Bi、326℃的Cu+Pb、1064℃的Cu2O+Cu、1067℃的Cu+Cu2S等多种低熔点共晶,充满在晶界形成薄弱面。
3)凝固金属中的过饱和氢向金属的微间隙中扩散造成很大的压力。
防止热裂纹的措施是控制铜中铅、铋的含量;在焊丝中加入Si、Mn、P等元素进行脱氧;采用能获得双相组织(α+β)的焊丝(HS224硅黄铜焊丝)。
⑶气孔倾向严重铜及铜合金焊接时极易形成气孔,原因如下:1)铜在液态能溶解较多的氢,熔池凝固过程中氢的溶解度大大下降,过剩的氢未及时析出,便形成气孔。
2)熔池中的氢会和氧化亚铜(Cu2O)产生下述反应Cu2O+H2=2Cu+H2O↑反应生成的水蒸气(Cu2O)不溶于铜液中,熔池结晶时未及时逸出。
防止产生气孔的措施是减少氢、氧的来源;用预热来延长熔池存在时间,使气体易于析出;采用含铝、钛等强脱氧剂的焊丝。
⑷接头性能下降纯铜手弧焊或埋弧焊时接头的伸长率仅为母材的20%~50%,同时导电性和耐蚀性均下降。
改善的措施是控制杂质含量和通过合金元素对焊缝进行变质处理。
综上所述,铜及铜合金焊接性不良的重要原因是由于焊接过程中铜的氧化。
铜及铜合金焊接在说“铜及铜合金焊接时防止产生气孔的主要措施”之前,我们先介绍下铜及铜合金焊接时产生气孔的原因:气孔是铜及铜合金焊接时一个主要问题,只要在氩气中加入筒量的氢和水蒸气,焊缝即出现气孔,产生气孔的倾向比碳钢严重得多,原因如下:1、铜的热导率比低碳钢高7倍以上,所以铜焊缝结晶很快,熔池易为氢所饱和而形成气泡,在凝固结晶很快的情况下,气泡不易析出,促使焊缝中形成气孔。
2、氢在铜中的溶解度随温度升高而增大,直到熔点时氢在铜中的溶解度达最高值,温度再提高,液态铜开始蒸发,氢的溶解度下降。
3、氩弧焊时氮也是形成气孔的原因,随着氩气中氮含量的增加,气孔数量随之上升。
铜及铜合金焊接时防止产生气孔的主要措施:1、防止焊缝金属吸收氢气及氧化,焊件表面在焊前应去油污、水分等,焊条、焊剂要烘干使用,焊丝表面不得有水分。
2、对焊缝加强脱氧,加入硅、铝、铁、锰等脱氧元素。
3、焊接时加强保护。
4、选择合适的焊接工艺参数,降低冷却速度,熔深不可过大。
铜及铜合金焊接时除了产生气孔问题,还会有其他原因。
铜及铜合金焊接时的问题:1、难熔合及易变形:焊接纯铜及铜合金时,如果采用的焊接参数与焊接低碳钢差不多,母材散热太快,填充金属与母材不能很好地熔合,焊后变形也较严重,这与铜的热导率、线胀系数和收缩率有关。
铜的热导率大,20摄氏度时铜的热导率比铁大7倍多,1000摄氏度时大11倍多,焊接时热量迅速从加热区传导出去,焊接区难以达到熔化温度,使母材与填充金属很难熔合。
铜在熔化温度时的表面张力比铁小1/3,而流动性比铁大1~1.5倍,表面成形能力差。
铜的线胀系数大15%,凝固时的收缩率比铁大1倍以上,再加上铜的导热能力强,使焊接热影响区加宽,焊接时如被焊工件刚度低,又无防止变形的措施,很容易产生较大变形。
2、易产生裂纹:由于铜在液态时容易氧化,生成氧化亚铜,氧化亚铜与铜形成低熔点的脆性共晶体,造成偏析或存在于晶粒边界;由于上述内应力大或氢、水蒸气和二氧化碳造成的压力存在,因此,铜及铜合金的焊接,易产生裂纹。
铜及铜合金的焊接性分析
高导电用普通纯铜是铜的质量分数不低于99.7%,杂质含量极少。
工业最常用的牌号是T1、T2和T3,外观呈紫红色,故又称为紫铜。
其再结晶温度为200~280℃。
T1和T2是阴极重熔铜,含微量氧和杂质,具有高的导电、导热性,良好的耐腐蚀性和加工性能,可以熔焊和钎焊。
主要用作导电、导热和耐腐蚀元器件,如电线、电缆、导电螺钉、壳体和各种导管等,航空工业多使用T2。
T3是火法精炼铜,含氧和杂质较多,具有较好的导电、导热、耐腐蚀性和加工性能,可以熔焊和钎焊。
主要作为结构材料使用,如制作电器开关、垫圈、铆钉、管嘴和各种导管等;也用于不太重要的导电元件。
(1)焊接缺陷
1)未熔合与未焊透
铜导热性良好,焊接时易产生未熔合和未焊透。
因此,焊接铜时应采用能量集中,相对功率较大的热源。
2)焊接变形
铜及铜合金的线膨胀系数(确定铜的线膨胀系数)大,液态凝固时的收缩率比铁大一倍以上,再加上铜的导热性能良好,使得焊接热影响区加宽,在工件厚度较薄或结构刚度较小,又无防止变形的措施时,工件焊后很容易产生较大的变形。
(激光焊接时变形量的测量)当焊接接头受到较大的刚性约束时易产生焊接应力。
3)热裂纹
铜在液态时很容易被氧化生成氧化亚铜Cu
2O。
Cu
2
O与Cu可生成熔点为
1060℃的共晶,与Pb生成熔点为326℃的Cu+Pb共晶,与Bi生成熔点为270℃的共晶,与CuS生成熔点为1067℃共晶,这些共晶的熔点均低于紫铜1083℃的熔点。
在结晶过程中,由于低熔点共晶体分布在枝晶间或晶界处,使铜和铜合金具有明显的热脆性,加上焊接应力的作用,极易产生热裂纹。
工业纯铜中常见的杂质元素有氧、硫、铅、铋、砷、磷等,其中氧的危害性最大。
他们主要来自原材料及轧制和焊接的加工过程。
其中铅和铋基本上不溶于铜,其含量应分别控制在0.03%和0.005%以内,Cu2O可溶于液态铜,但不溶于固态铜,故重要的结构含氧量应小于0.01%,焊接结构用紫铜含氧量应小
于0.03%,S小于0.0015%。
4)气孔
气孔是铜及铜合金焊接时常见的缺陷,紫铜焊缝中的气孔主要是氢气孔。
氢气孔的形成与氢在铜中的溶解度随温度下降突变有关。
另一种气孔是由冶金反应生成的水蒸气和二氧化碳等,在焊接凝固时来不及逸出形成的。
5)焊接接头的塑性、导电性、耐蚀性
焊缝及热影响区受热循环后晶粒变粗,各种脆性的低熔点共晶出现在晶界,使塑性和韧性显著下降。
为脱氧加入的锰、硅等元素,以及焊接过程中溶入的杂质和合金元素,都会不同程度的降低铜接头的导电性能。
耐蚀性能的下降主要是有益元素如锌、镍、铝等的蒸发和烧损造成的。
焊接铜及铜合金时,尽量采用加热面积小、能量密度大、功率大的焊接方法。
对于薄板来讲,最好采用钨极氩弧焊(原因),与激光焊接相比的可行性分析。