第五章 焊接裂纹
- 格式:ppt
- 大小:7.17 MB
- 文档页数:3

焊接裂纹产生的原因一、前言焊接裂纹是焊接过程中常见的缺陷之一,不仅会影响焊接质量,还会降低焊接件的使用寿命和安全性能。
因此,了解焊接裂纹产生的原因对于提高焊接质量和保障工程安全具有重要意义。
二、焊接裂纹的定义和分类1. 定义:焊接裂纹是指在焊缝或热影响区域中形成的裂纹,通常是由于热应力或残余应力引起的。
2. 分类:根据产生位置和形态特征,可以将焊接裂纹分为以下几种类型:(1)熔合裂纹:在熔池中形成的细小裂缝。
(2)固化裂纹:在焊缝凝固时形成的裂缝。
(3)冷裂纹:在低温环境下形成的裂缝。
(4)热裂纹:在高温环境下形成的裂缝。
三、焊接裂纹产生的原因1. 焊材问题(1)含水氢问题:水氢是影响金属材料强度和塑性最主要的元素之一,它会导致焊接裂纹的产生。
因此,焊接前必须保证焊材的含水氢量符合标准要求。
(2)夹杂物问题:夹杂物是金属中不可避免的缺陷之一,如果夹杂物过多或分布不均匀,会增加焊接裂纹的产生风险。
2. 焊接工艺问题(1)预热问题:预热是为了减少焊接残余应力而采取的措施。
如果预热温度不足或时间不够,则会导致焊接裂纹的产生。
(2)冷却速率问题:冷却速率过快会导致焊缝内部应力过大,从而引起热裂纹;而冷却速率过慢则容易形成固化裂纹。
(3)电流密度问题:电流密度过大会导致焊缝温度过高,从而引起热裂纹;而电流密度过小则容易形成固化裂纹。
(4)气体保护问题:气体保护是为了防止氧化、污染和外界环境对焊缝造成影响。
如果气体保护不到位,则会导致焊缝中夹杂物增多,从而增加焊接裂纹的产生风险。
3. 焊接材料和工件问题(1)材料厚度问题:焊接厚板时,由于板材内部残余应力较大,容易形成热裂纹。
(2)材料硬度问题:如果焊接的两个工件硬度差别较大,则在焊接过程中容易产生残余应力,从而引起焊接裂纹的产生。
(3)材料组织问题:如果焊接的两个工件组织不同,则在焊接过程中容易产生残余应力,从而引起焊接裂纹的产生。
四、结论综上所述,影响焊接裂纹产生的因素很多,其中包括了焊材、工艺和材料等方面。
焊接裂纹产生原因及防治措施焊接裂纹是指在焊接过程中,焊缝或焊接接头出现的裂纹现象。
焊接裂纹的产生原因有很多,主要包括材料选择不当、焊接工艺参数不合理、应力集中、焊接变形等因素。
为了防止焊接裂纹的产生,需采取相应的防治措施。
一、材料选择不当是造成焊接裂纹的主要原因之一。
不同材料的热膨胀系数、熔点和强度等性质差异较大,若选择不当,会导致焊接时产生较大的残余应力,从而引发焊接裂纹。
因此,在焊接前应对材料进行仔细选择,确保焊接材料的相容性和相似性。
二、焊接工艺参数不合理也是引起焊接裂纹的重要原因。
焊接过程中,焊接电流、电压、速度等参数的选择不当,容易造成焊接热输入过大或过小,从而导致焊接裂纹的产生。
因此,需要根据焊接材料的厚度、形状和焊接位置等因素,合理调整焊接工艺参数,以减少焊接残余应力的产生。
三、应力集中也是焊接裂纹的重要原因之一。
焊接过程中,由于材料的热膨胀和收缩不均匀,会导致焊接接头处应力集中,从而造成焊接裂纹的产生。
为了减少应力集中,可以采取适当的预热和后热处理措施,使焊接接头的温度均匀分布,减少残余应力的产生。
四、焊接变形也是引起焊接裂纹的常见原因。
焊接过程中,由于热膨胀和收缩的影响,焊接接头会发生一定的变形,如果变形过大,就会产生焊接裂纹。
为了控制焊接变形,可以采用适当的夹具和焊接顺序,使焊接接头得到良好的约束,减少变形的发生。
为了预防焊接裂纹的产生,可以采取以下防治措施:1.合理选择焊接材料,确保材料具有相似的熔点和热膨胀系数,减少焊接时的残余应力。
2.合理调整焊接工艺参数,根据焊接材料的特性和焊接位置,确定合适的焊接电流、电压和速度等参数,以减少焊接热输入和残余应力。
3.采取适当的预热和后热处理措施,使焊接接头的温度均匀分布,减少应力集中和残余应力的产生。
4.采用适当的夹具和焊接顺序,控制焊接变形,减少焊接裂纹的发生。
5.进行焊接前的材料表面处理,确保焊接接头的清洁度和表面质量,减少焊接缺陷的产生。
1 焊接裂纹及防治措施焊接裂纹是焊接构件施工过程中最为严重的缺陷,轻则返修,重则构件报废。
焊接裂纹有焊缝或熔合线或热影响区裂纹,有表面或内部贯穿裂纹,有弧坑或焊址或焊缝根部裂纹,有层状撕裂等。
以焊缝冷却结晶时出现的时间阶段分,有热裂纹和冷裂纹或延迟裂纹。
(1)热裂纹的成因影响热裂纹形成的因素有:焊缝在冷却结晶过程中,由于快速冷却凝固收缩,晶粒截面间的液态金属补充不足,致使液态薄层开裂;母材热影响区和多层焊的根部焊缝易产生低熔点共晶物的熔解(即硫偏析),产生裂纹。
(2)冷裂纹的成因影响冷裂纹形成的因素有:焊接接头中金相组织的硬度、脆性较高;焊接接头中焊缝扩散氢的含量较高;焊接接头的拘束应力较大。
(3)焊接裂纹的防止措施1)控制焊材的化学成分由于钢材化学成分已经选定,因此焊材选配时应选硫、磷含量低、锰含量高的焊材。
使焊缝金属中的硫磷偏析减少,改善部分晶体形状,提高抗热裂性能。
2)控制焊接工艺参数、条件控制焊接电流与速度,使每一焊道的焊缝成形系数达到1、1~1、2,减少在焊缝中心形成硫磷偏析,提高抗裂性能。
避免采用小角度、窄间隙的焊缝坡口,致使焊缝成形系数过小。
加强焊前预热,降低焊缝在冷却结晶过程中的冷却速度。
采用合理的焊接顺序,使大多数焊缝在较小的拘束度下焊接,减少焊缝收缩拉力。
3)提高根部焊缝质量焊缝根部焊接是厚板焊接的起始点;是保证焊缝质量的根基;亦是产生裂纹的敏感区,因此焊缝根部的焊接措施必须慎之由慎。
加强焊缝坡口的清洁工作,清除一切有害物质;加强焊前预热温度的控制;焊前对坡口根部进行烘烤,去除一切水分、潮气,降低焊缝中氢含量。
使用小直径手工焊条打底,确保根部焊透;控制焊层厚度,适当提高焊道成形系数;控制焊接速度,适当增加焊接热输入量。
控制熔合比:在确保焊透的前提下,控制母材熔化金属在焊缝金属中的比例,减少母材中有害物质对焊缝性能的影响。
根部焊材可选用低配:根据根部焊缝的施焊条件与要求,在保证焊缝力学性能的条件下,根部焊缝的焊材可选用韧性好,强度稍低的焊材施焊,以增加其抗裂性。
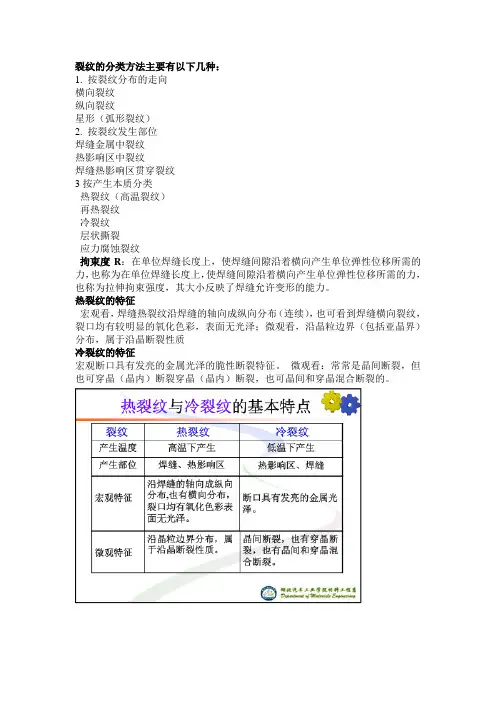
裂纹的分类方法主要有以下几种:1. 按裂纹分布的走向横向裂纹纵向裂纹星形(弧形裂纹)2. 按裂纹发生部位焊缝金属中裂纹热影响区中裂纹焊缝热影响区贯穿裂纹3按产生本质分类热裂纹(高温裂纹)再热裂纹冷裂纹层状撕裂应力腐蚀裂纹拘束度R:在单位焊缝长度上,使焊缝间隙沿着横向产生单位弹性位移所需的力,也称为在单位焊缝长度上,使焊缝间隙沿着横向产生单位弹性位移所需的力,也称为拉伸拘束强度,其大小反映了焊缝允许变形的能力。
热裂纹的特征宏观看,焊缝热裂纹沿焊缝的轴向成纵向分布(连续),也可看到焊缝横向裂纹,裂口均有较明显的氧化色彩,表面无光泽;微观看,沿晶粒边界(包括亚晶界)分布,属于沿晶断裂性质冷裂纹的特征宏观断口具有发亮的金属光泽的脆性断裂特征。
微观看:常常是晶间断裂,但也可穿晶(晶内)断裂穿晶(晶内)断裂,也可晶间和穿晶混合断裂的。
3.结热(晶)裂纹、冷裂纹(延迟裂纹)的一般特征、决定要素、防控措施?答:结晶裂纹:在结晶后期,由于低熔共晶形成液态薄膜削弱了晶粒间的联接,在拉伸应力作用下发生开裂。
特点:焊缝结晶过程中,金属凝固收缩,由于残余液体金属不足而不能及时填充,在应力作用下发生沿晶开裂,故称结晶裂纹。
基本特征:在结晶后期,由于低熔共晶形成的液态薄膜消弱了晶粒间的联结,在拉伸应力的作用下发生开裂.材质:发生在含杂质较多的碳钢、低合金钢、单相奥氏体钢、镍基合金以及某些铝合金的焊缝中。
温度区间:在固相线以上稍高的温度(固液状态)。
发生位置:焊缝决定要素:1. 冶金因素的影响①合金状态图类型和结晶温度区间结晶裂纹倾向的大小是随着合金状态图结晶温度区间的增大而增大。
随着合金含量的增加,结晶温度区间增加,同时脆性温度区间增加,结晶裂纹倾向增加。
②化学成分③凝固结晶组织形态晶粒粗大,裂纹倾向增加2.力学因素的影响防控措施:1.控制焊缝中有害杂质硫、磷的含量,限制S、P、C含量。
2.改善焊缝凝固结晶、细化晶粒是提高抗裂性的重要途径。
焊接裂纹产生原因及防治措施焊接裂纹是焊接过程中常见的缺陷之一,它会降低焊接接头的强度和密封性,严重影响焊接质量。
本文将从焊接裂纹产生的原因和防治措施两个方面进行探讨。
一、焊接裂纹产生的原因1. 焊接应力过大:焊接过程中,由于材料的热膨胀和收缩,会产生焊接应力。
如果应力过大,就容易引起焊接裂纹的产生。
2. 材料的选择不当:焊接材料的选择不当,例如选择了冷脆性较大的材料,容易在焊接过程中产生裂纹。
3. 焊接参数设置不合理:焊接参数的设置是影响焊接质量的关键因素之一。
如果焊接电流过大或过小,焊接速度过快或过慢,都会导致焊接裂纹的产生。
4. 焊接时的工艺操作不当:焊接操作不规范也是焊接裂纹产生的原因之一。
例如焊接时没有进行预热、焊接过程中没有使用适当的焊接顺序等。
5. 焊接材料的质量问题:如果焊接材料本身存在缺陷,例如含有太多的杂质或气孔,也容易导致焊接裂纹的产生。
二、焊接裂纹的防治措施1. 合理控制焊接应力:通过合理的焊接参数设置和焊接顺序安排,可以减小焊接应力的产生。
此外,还可以采用局部预热、焊后热处理等方法来降低焊接应力。
2. 选择合适的焊接材料:在进行焊接工艺设计时,应根据具体情况选择合适的焊接材料,避免选择冷脆性较大的材料。
此外,还要确保焊接材料的质量,避免使用存在缺陷的材料。
3. 合理设置焊接参数:在进行焊接操作时,要根据具体情况合理设置焊接参数,如焊接电流、焊接速度等。
可以通过试验和经验总结来确定最佳的焊接参数。
4. 规范焊接操作:进行焊接操作时,要严格按照焊接工艺要求进行操作,如预热、焊接顺序等。
同时,要保证焊接设备的正常运行和维护,避免因设备故障导致焊接裂纹的产生。
5. 加强焊后检测和质量控制:焊接完成后,要进行全面的焊后检测,发现裂纹及时进行修复。
同时,要加强质量控制,确保焊接质量符合要求。
焊接裂纹的产生原因较为复杂,涉及材料、焊接参数、工艺操作等多个方面。
为了防止焊接裂纹的产生,需要从多个方面进行控制和改进,提高焊接质量。
焊接裂纹产生原因及防治焊接裂纹是在焊接过程中或焊接完成后在焊缝或母材中产生的开裂缺陷。
焊接裂纹的产生原因多种多样,主要包括以下几个方面:1.焊接过程中的温度应力:焊接时,因为焊接区域发生了局部加热和冷却,导致焊接接头中的温度差异,从而造成了焊接区域的应力。
如果这种应力超过了焊接材料的强度极限,就会产生裂纹。
2.冶金因素:焊接过程中,由于温度升高,焊接材料和母材之间发生相互作用,形成了互溶区。
如果溶液比较富含低熔点的物质,就会导致物质从高温区流向低温区,从而增大了焊接接头的收缩量,引起裂纹。
3.废气、含氧量过高:当焊接环境中的氧气含量过高时,焊接时会发生氧化反应,在焊接接头中产生大量的氧化物,增大了焊接接头的收缩量,从而导致了裂纹的产生。
4.焊接过程中的振动:焊接过程中的振动会使焊接接头中的晶粒发生变化,从而影响了焊接材料的性能,使其发生了裂纹。
针对焊接裂纹的防治措施主要包括以下几个方面:1.提高焊接工艺:合理选择焊接工艺参数,如焊接电流、焊接电压和焊接速度等,以控制焊接过程中的温度和应力。
2.控制焊接过程中的温度升降速度:控制焊接过程中的升温速度和冷却速度,以避免焊接接头产生过大的应力。
3.控制焊接环境:减少焊接环境中的含氧量,避免产生氧化反应和氧化物。
4.优化焊接材料:合理选择焊接材料,根据焊接接头的要求选择合适的材料,以提高焊接接头的性能。
5.加强材料的前处理:在焊接前进行必要的预处理工作,如去污、除锈、磷化等,以提高焊接接头的质量。
综上所述,焊接裂纹的产生原因多种多样,需要综合考虑多个方面的因素来进行防治。
通过合理选择焊接工艺参数、控制焊接过程中的温度和应力、控制焊接环境、优化焊接材料以及加强材料的前处理等措施,可以有效预防和防治焊接裂纹的产生,提高焊接接头的质量。