焊接裂纹-冷裂纹资料PPT教学课件
- 格式:ppt
- 大小:4.40 MB
- 文档页数:23
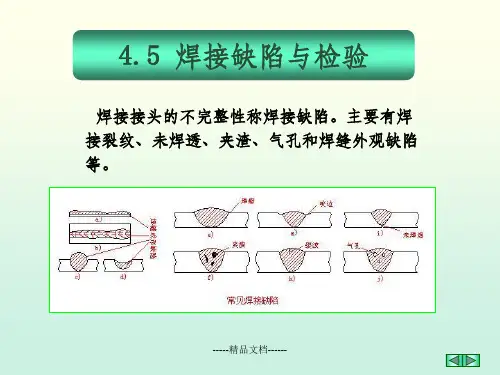
焊接冷裂纹1.前言1.1焊接裂纹的简介焊接裂纹是指金属在焊接应力及其他致脆因素共同作用下,焊接接头中局部地区金属原子结合力遭到破坏所产生的缝隙。
在焊接生产中由于钢种和结构的类型不同,可能出现各种裂纹,焊接裂纹产生的条件和原因各有不同。
有些裂纹在焊后立即产生,有些在焊后延续一段时间才发生,有的在一定外界条件诱发下才产生;裂纹既出现在焊缝和热影响区表面,也产生在其内部。
焊接裂纹对焊接结构的危害有:①减少了焊接接头的工作截面,因而降低了焊接结构的承载能力②构成了严重的应力集中。
裂纹是片状缺陷,其边缘构成了非常尖锐的切口应力集中,既降低结构的疲劳强度,又容易引发结构的脆性破坏。
③造成泄漏。
由于盛装或输送有毒且可燃的气体或液体的各种焊接储罐和管道,若有穿透性裂纹,必然发生泄漏。
④表面裂纹能藏污纳垢,容易造成或加速结构的腐蚀。
⑤留下隐患,使结构变得不可靠。
由于延迟裂纹产生具有不定期性,微裂纹和内部裂纹易于漏检,这些都增加了焊接结构在使用中的潜在危险。
焊接裂纹是焊接结构最严重的工艺缺陷,直接影响产品质量,甚至引起突发事故,例如,焊接桥梁坍塌,大型海轮断裂,各种类型压力容器爆炸等恶性事故。
随着现代钢铁、石油化工、船舶和电力等工业的发展,在焊接结构方面都趋向大型化、大容量和高参数方向发展,有的在低温、深冷或腐蚀介质下工作,都广泛采用各种低合金高强钢材料,而这些金属材料通常对裂纹十分敏感。
因此,从焊接裂纹的微观形态、起源与扩展及影响因素等进行深入分析,对防止焊接裂纹和保证工程结构的质量稳定性是十分重要的。
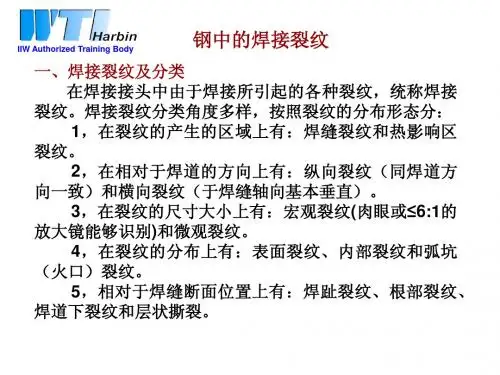
1.2焊接裂纹分类焊接裂纹按产生的机理可分为热裂纹、冷裂纹、再热裂纹、层状撕裂和应力腐蚀裂纹等。
(1)热裂纹焊接过程中,焊缝和热影响区金属冷却到固相线附近的高温区产生的裂纹,它的特征是沿原奥氏体晶界开裂。
根据所焊金属的材料不同,产生热裂纹的形态、温度区间和主要原因也不同。
一般把热裂纹分为结晶裂纹、液化裂纹和多边化裂纹三类。
在焊接中什么是冷裂纹和热裂纹低碳钢焊接性分析:(一)冷裂纹碳当量:钢材和熔敷金属的碳含量增加大桥焊条,焊接性变差;硅锰含量增加,焊接性变差;CE值增加,产生冷裂纹倾向增大,焊接性变差淬硬倾向:淬硬组织或马氏体组织越多,其硬度越高,焊缝和热影响区硬度越高,焊接性差。
冷却速度影响因素:(1)钢材厚度和接头几何形状,(2)焊接时母材的实际起始温度(3)焊接线能量大小。
拘束度和氢。
板厚增加,拘束度增加;焊接区被刚性固定,拘束度增加,提高氢致裂纹敏感性钢材成分一定,淬硬组织比例越高,冷裂所需临界氢含量越低,所需拘束应力也就越低,冷裂倾向越大。
组织氢含量一定时,拘束度越大,冷裂纹敏感性越大。
(二)热裂纹在焊接SP过高的碳钢时,一方面:在焊接热影响区的晶界上聚集的低熔点SP化物,引起热影响区熔合线附近的液化裂纹;若板厚较大,沿不同偏析带分布的碳化物等,在T形等接头中引起层状撕裂。
另一方面:当母材稀释率较高时,进入焊缝的SP也偏多,容易引起焊缝中热裂纹。
中碳钢焊接大多需要预热和控制层间温度,以降低焊缝金属和热影响区冷却速度,抑制马氏体形成,提高接头塑性,减小残余应力。
合金结构钢种类:低合金钢,中合金钢,高合金钢。
1强度用钢:热轧及正火钢,低碳调质钢,中碳调质钢。
2专用钢:珠光体耐热钢,低温钢,低合金耐蚀钢热轧钢:把钢锭加热到1300度左右,经热轧成板材,然后空冷。
正火钢:钢板轧制和冷却后,再加热到900度附近,然后在空气中冷却。
调质钢:900度附近加热后放入淬火设备中水淬,后在600度左右回火处理。
控轧:采用控制钢板温度和轧制工艺得到高强度,高韧性钢的方法。
热轧钢通常是铝镇静的细晶粒铁素体+珠光体组织。
正火钢是在固溶强化基础上,加入合金元素在正火条件下通过沉淀强化和细化晶粒来提高强度和保证韧性的。
热轧及正火钢焊接性分析:Q345(16Mn)裂纹脆化1冷裂纹淬硬组织是引起冷裂纹的决定性因素。
冷裂敏感性一般随强度提高而增加2热裂纹降低焊缝中碳含量和提高锰含量,解决了热裂纹问题。
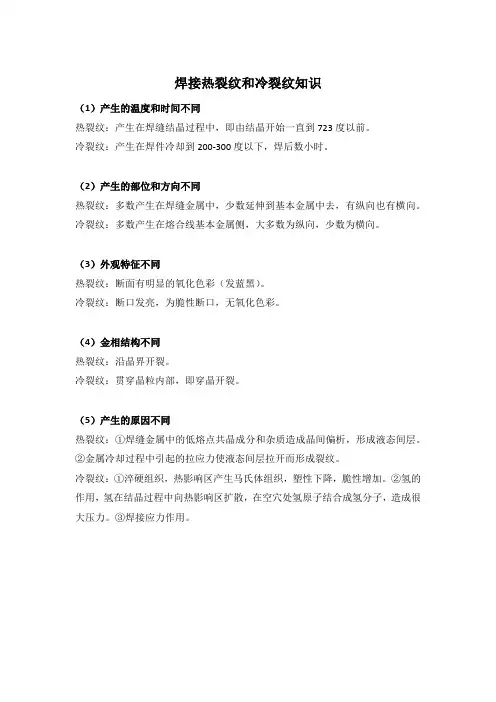
焊接热裂纹和冷裂纹知识
(1)产生的温度和时间不同
热裂纹:产生在焊缝结晶过程中,即由结晶开始一直到723度以前。
冷裂纹:产生在焊件冷却到200-300度以下,焊后数小时。
(2)产生的部位和方向不同
热裂纹:多数产生在焊缝金属中,少数延伸到基本金属中去,有纵向也有横向。
冷裂纹:多数产生在熔合线基本金属侧,大多数为纵向,少数为横向。
(3)外观特征不同
热裂纹:断面有明显的氧化色彩(发蓝黑)。
冷裂纹:断口发亮,为脆性断口,无氧化色彩。
(4)金相结构不同
热裂纹:沿晶界开裂。
冷裂纹:贯穿晶粒内部,即穿晶开裂。
(5)产生的原因不同
热裂纹:①焊缝金属中的低熔点共晶成分和杂质造成晶间偏析,形成液态间层。
②金属冷却过程中引起的拉应力使液态间层拉开而形成裂纹。
冷裂纹:①淬硬组织,热影响区产生马氏体组织,塑性下降,脆性增加。
②氢的作用,氢在结晶过程中向热影响区扩散,在空穴处氢原子结合成氢分子,造成很大压力。
③焊接应力作用。
焊接冶金原理课件:焊接裂纹 (一)焊接冶金原理课件:焊接裂纹焊接是一种常见的连接方法,它通过熔化并再次凝固来实现一些金属部件的连接。
焊接中存在许多问题,其中之一就是焊接裂纹。
焊接裂纹是指焊接过程中或焊后由于各种原因导致的金属裂纹。
本文将对焊接裂纹的形成原理、预防方法和修补方法进行介绍。
一、焊接裂纹的形成原理1.热裂纹:热裂纹是在热作用下形成的,主要由于金属在加热和冷却过程中产生的热应力和压应力不断变化,使得金属发生了裂纹的问题。
2.冷裂纹:冷裂纹是由于钢材或钢板塑性后强度减小,在一些应变状态下容易发生的裂纹。
3.应力腐蚀裂纹:应力腐蚀裂纹是金属在介质的影响下结合高应力的作用下,产生的化学反应和电化学过程中,出现的腐蚀、氢脆和应力相结合的裂纹。
二、焊接裂纹的预防方法1.合理焊接工艺:合理的焊接工艺可以减少焊接裂纹的发生,例如减小焊接热量、加大间隙、控制焊接速度、选用适当的电流电压和极性等。
2.选用合适的焊接材料:选用适合的焊接材料可以有效降低焊接裂纹的产生,焊接材料的选择要根据基体材料和工作环境进行,在选择焊接材料时,要注意焊接后的连续性和完整性。
3.进行预热和后热处理:进行预热和后热处理,可以降低材料的收缩应力、热应力,减少焊接裂纹的发生。
三、修补焊接裂纹的方法1.热处理修补:用热处理的方法来修补焊接裂纹,主要是对焊接部位进行局部加热,使出现的裂纹处得到熔化、结合,从而达到修补的效果。
2.机械修补:通过机械的方法将焊接裂纹处切割或者打磨掉,然后重新进行焊接或补焊即可。
3.焊接修补:选择合适的焊接方法,进行焊接修补,让焊接材料与原来的金属材料结合在一起,从而达到焊接裂纹的修补效果。
综上所述,焊接裂纹是焊接过程中比较常见的问题,产生原因多种多样。
为了避免焊接裂纹的产生,应采取正确的焊接工艺、选用合适的焊接材料、进行适当的热处理和预防应力腐蚀等方法。
如果出现了焊接裂纹,可以采用热处理、机械修补和焊接修补等方法进行修复。