焊条电弧焊与电弧切割课件
- 格式:ppt
- 大小:2.23 MB
- 文档页数:16
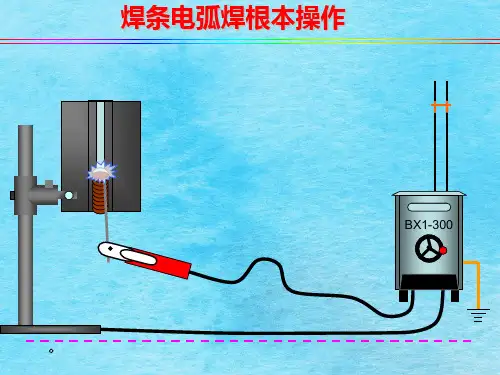
焊条电弧焊与电弧切割焊条电弧焊焊条电弧焊是一种常见的手工电弧焊接方法,适用于焊接各种不锈钢、合金钢、低碳钢和铸铁等材料。
其原理是通过焊丝和工件之间产生的电弧放电,将焊条熔化并熔汇于工件上,形成焊缝。
焊条电弧焊的特点1.适用性广:焊接各种材料,尤其适用于低碳钢和合金钢的焊接。
2.操作简单:只需将焊芯放于焊枪中,接通电源即可进行焊接。
3.焊缝质量高:熔化池温度高,熔化深度大,焊缝牢固、外观美观。
4.功率消耗低:不需要特殊设备,功率消耗低,便于移动使用。
焊条电弧焊的操作步骤1.准备工作:清理工件表面、校正焊机电流、选取适当的焊条。
2.点火:将焊枪靠近工件,按下开关,等待焊条熔化并形成电弧放电。
3.熔化:将焊条向前送,与工件表面熔汇形成熔化沟槽。
4.补充焊条:当焊条长度不足时,及时补充新的焊条,保持焊缝连续。
5.完成焊接:焊接完成后,关闭电源,待熔化池冷却后进行后续处理。
电弧切割电弧切割是一种以电弧放电为热源将金属材料熔断的切割方法。
该方法操作简单、速度快,适用于各种金属材料的切割。
电弧切割的特点1.割缝宽度窄:切割的割缝宽度较窄,不容易损坏材料周围的结构。
2.切割速度快:由于电弧热源温度高,切割速度快。
3.切割质量高:切割质量较好,表面平整,不易产生变形。
4.可以切割各种材料:适用于各种金属材料的切割,包括钢板、铝材、不锈钢等。
电弧切割的操作步骤1.准备工作:选择适当的电弧切割设备,调整气割压力和电流,清除工件表面附着物。
2.点火:将电极靠近工件表面,形成电弧。
3.开始切割:将工件置于切割台上,对准切割线进行切割。
4.停止切割:当切割完毕,关闭电源,待工件冷却后进行后续处理。
总结焊条电弧焊和电弧切割都是使用电弧放电产生高温热源进行加工的方法。
焊条电弧焊用于焊接各种材料,焊接质量高、功率消耗低、操作简单;电弧切割则用于各种金属材料的切割,切割速度快、质量好、割缝宽度窄。
在实际应用中,根据不同的加工需求选用适当的方法,可以帮助提高工作效率和产品品质。


编号:SM-ZD-21063 焊条电弧焊与电弧切割Organize enterprise safety management planning, guidance, inspection and decision-making, ensure the safety status, and unify the overall plan objectives编制:____________________审核:____________________时间:____________________本文档下载后可任意修改焊条电弧焊与电弧切割简介:该安全管理资料适用于安全管理工作中组织实施企业安全管理规划、指导、检查和决策等事项,保证生产中的人、物、环境因素处于最佳安全状态,从而使整体计划目标统一,行动协调,过程有条不紊。
文档可直接下载或修改,使用时请详细阅读内容。
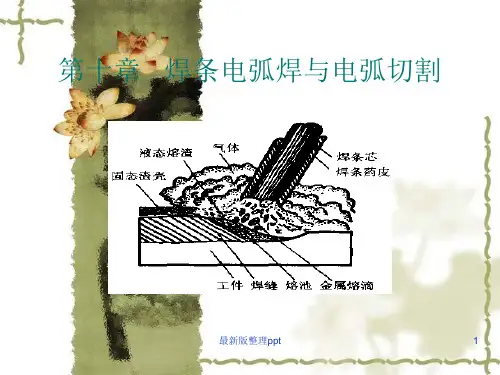
第一节焊条电弧焊与电弧切割的工作原理、适用范围及安全特点一、焊条电弧焊与电弧切割的基本原理(一)焊条电弧焊的基本原理焊条电弧焊是工业生产中应用最广泛的焊接方法,它的原理是利用电弧放电(俗称电弧燃烧)所产生的热量将焊条与工件互相熔化并在冷凝后形成焊缝,从而获得牢固接头的焊接过程,如图3—1所示。
图3—1 焊条电弧焊示意图1—焊条芯;2—焊药:3—液态熔渣;4—凝固的熔渣;5—保护气体;6—熔滴;7—熔池;8—焊缝;9—工件;10—电弧;11—焊钳在工件与焊条两电极之间的气体介质中持续强烈的放电现象称为电弧。
焊条电弧焊焊接低碳钢或低合金钢时,电弧中心部分的温度可达6000~8000℃,两电极的温度可达到2400~2600℃,如图3—2所示。
电弧燃烧的必要条件是气体电离及阴极电子发射。
1.气体电离气体和自然界的一切物质一样,其电子是按一定的轨道环绕原子核运动,在常态下原子是呈中性的,气体的分子也是呈中性的,气体中几乎没有带电质点,因此常态下气体不能导电,电流也通不过,电弧不能自发地产生。
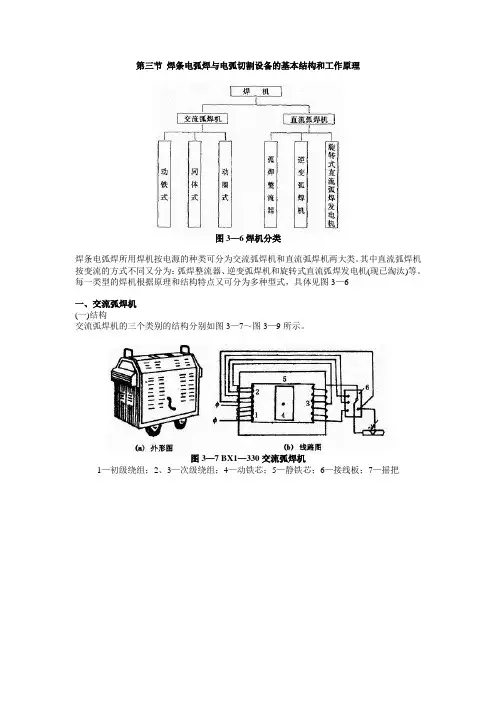
第三节焊条电弧焊与电弧切割设备的基本结构和工作原理图3—6焊机分类焊条电弧焊所用焊机按电源的种类可分为交流弧焊机和直流弧焊机两大类。
其中直流弧焊机按变流的方式不同又分为:弧焊整流器、逆变弧焊机和旋转式直流弧焊发电机(现已淘汰)等。
每一类型的焊机根据原理和结构特点又可分为多种型式,具体见图3—6一、交流弧焊机(一)结构交流弧焊机的三个类别的结构分别如图3—7~图3—9所示。
图3—7 BX1—330交流弧焊机1—初级绕组;2、3—次级绕组;4—动铁芯;5—静铁芯;6—接线板;7—摇把图3—8 BX2—500型(同体式)焊机结构示意图1—固定铁心2—初级绕组3—次级绕组4—电抗线圈5—活动铁心图3—9 BX3—300型(动圈式)焊机结构示意图1—初级线圈2—次级线圈3—铁心(二)工作原理目前应用最广泛的“动铁式”交流焊机如图3—7所示。
它是一个结构特殊的降压变压器,属于动铁芯漏磁式类型。
焊机的空载电压为60~70V。
工作电压为30V,电流调节范围为50~450A。
铁芯由两侧的静铁芯5和中间的动铁芯4组成,变压器的次级绕组分成两部分,一部分紧绕在初级绕组1的外部,另一部分绕在铁芯的另一侧。
前一部分起建立电压的作用,后一部分相当于电感线圈。
焊接时,电感线圈的感抗电压降使电焊机获得较低的工作电压,这是电焊机具有陡降外特性的原因。
引弧时,电焊机能供给较高的电压和较小的电流,当电弧稳定燃烧时,电流增大,而电压急剧降低;当焊条与工件短路时,也限制了短路电流。
焊接电流调节分为粗调、细调两档。
电流的细调靠移动铁芯4改变变压器的漏磁来实现。
向外移动铁芯,磁阻增大,漏磁减小,则电流增大,反之,则电流减少。
电流的粗调靠改变次级绕组的匝数来实现。
该电弧焊机的工作条件为应在海拔不超过1000m,周围空气温度不超过+40℃、空气相对湿度不超过85%等条件下使用,不应在有害工业气体、水蒸汽、易燃、多灰尘的场合下工作。
二、直流弧焊机(一)结构由于整流或直流弧焊机与直流弧焊发电机比较,因没有机械旋转部分,具有噪音小,空载损耗小、效率高、成本低和制造维护简单等优点。