第九章 焊条电弧焊与碳弧气刨 ppt课件
- 格式:ppt
- 大小:1.42 MB
- 文档页数:85
焊条电弧焊与碳弧气刨的操作要领和安全要求一、焊条电弧焊操作要领和安全要求1. 焊条电弧焊操作姿势平焊时,一般采用蹲式操作,如图7-9所示。
蹲姿要自然,两脚夹角为70°~85°,两脚距离240~260 mm。
持焊钳的胳膊半伸开,要悬空无依托地操作。
2.焊条电弧焊的引弧方法焊条电弧焊的引弧方法有两种∶划擦引弧法和直击引弧法。
(1)划擦引弧法先将焊条末端对准焊件,然后像划火柴似的使焊条在焊件表面划损下提起2~3mm 的高度(见图7-10a)引燃电弧。
引燃电弧后,应保持电弧长度不超过所用焊条直径。
(2)直击引弧法先将焊条垂直对准焊件,然后使焊条碰击焊件,出现弧光后迅速将焊条提起2~3mm(见图7-10b),产生电弧后使电弧稳定燃烧。
3.焊条电弧焊的运条方式1运条的基本运动运条一般分三个基本运动∶沿焊条中心线向熔池送进沿焊接方向移动、横向摆动,如图7-11所示。
焊条向熔池方向送进的目的是在条不断熔化的过程中保持弧长不变。
焊条下送送速度应与焊条的熔化速度相同否则,会发生断弧或焊条与焊件黏结现象。
焊条沿焊接方向移动,是为了控图7-11运条的三个基本动作形随着焊条的不断熔化和向前移动,会逐渐形成一条焊道移动速度过快或过慢会出现焊道较窄、未焊透或焊道过高时见,甚至出现烧穿等缺陷。
焊条的横网摆动是为了得到一定宽度的焊道,其摆动幅度根据焊、坡口大小等因素决定。
这三个动作不能机械地分开,而应相协时,才能焊出满意的焊缝。
运条的关键是平稳、均匀。
(2)运条方法。
在焊接生产实践中,根据不同的焊缝位置、焊件废、接头形式,有许多运条手法。
下面介绍几种常用的运条方法及适用范围。
(见表7-1)4. 焊条电弧焊操作的安全要求(1)正确穿戴工作服。
穿工作服时要把衣领和袖口扣好,上衣不应扎在工作裤里边,工作服不应有破损、孔洞和缝隙,不允许沾有油脂或潮湿。
(2)电焊手套和焊工防护鞋不应潮湿和破损。
(3)正确选择电焊防护面罩上护目镜的遮光号。

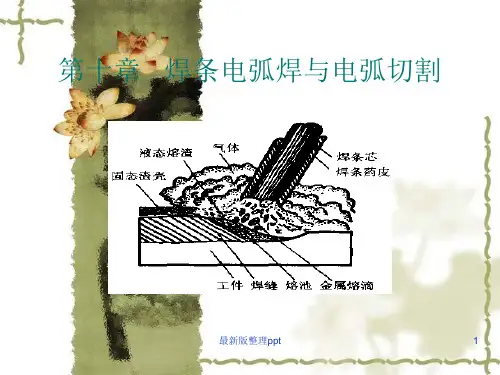
第九章焊条电弧焊与碳弧气刨1.焊条电弧焊焊条电弧焊是一种常用的电弧焊接方法,广泛应用于金属加工和制造行业。
它通过将电弧燃烧于焊条和工件之间,使焊条熔化并与工件表面融合,实现焊接连接。
焊条电弧焊的主要特点是操作简单,成本低廉。
使用焊条电弧焊时,只需要一个电力供应设备和一根焊条,就可以实现焊接操作。
焊条电弧焊适用于多种材料的焊接,包括钢铁、铝合金等。
焊条电弧焊的工作原理是将焊条的一端放入电弧焊机的夹紧器中,另一端与工件接触,然后通过电流和电压的作用,使焊条产生电弧燃烧。
焊条在电弧燃烧的同时,熔化并与工件表面融合,形成焊缝。
焊条电弧焊的优点是焊接速度快,焊接强度高。
焊接时,电弧的高温可以有效加热焊缝,使其迅速熔化和融合。
焊接后,焊缝与工件之间的结合紧密,焊接强度高,焊缝质量好。
2.碳弧气刨碳弧气刨是一种常用的金属切割工具,适用于切割粘稠金属材料,如熔化铁、钢铁等。
碳弧气刨利用高温碳弧将金属材料表面熔化,并通过气刨喷嘴将熔化金属喷出,从而实现切割作业。
碳弧气刨的主要特点是切割效果好,速度快。
使用碳弧气刨进行切割时,只需将碳弧气刨喷嘴对准待切割工件,打开电源开关,即可进行切割。
碳弧气刨可以快速切割金属材料,切割缝隙较细,切割表面较光滑。
碳弧气刨的工作原理是将碳弧气刨喷嘴接通电源,产生高温碳弧。
碳弧在工件表面燃烧,使工件表面熔化,然后通过气刨喷嘴喷出。
碳弧气刨具有高温、高压的特点,可以迅速熔化金属,并将熔化金属吹离切割区域,从而实现切割作业。
碳弧气刨的优点是切割速度快,切割效果好。
碳弧气刨在切割时,高温碳弧可以迅速熔化金属材料,而气刨喷嘴可以将熔化金属吹离切割区域,避免了切割时的堆积现象。
切割后的金属表面平整,切割缝隙较细,切割效果好。
总结:焊条电弧焊和碳弧气刨都是常用的金属加工和制造工具。
焊条电弧焊适用于焊接金属材料,操作简单,焊接速度快,焊接强度高;碳弧气刨适用于切割粘稠金属材料,切割速度快,切割效果好。
焊条电弧焊与碳弧气刨设备结构和原理——焊条电弧焊与碳弧气刨设备结构和原理一、焊条电弧焊设备结构和原理焊条电弧焊弧焊电源是在焊接回路中为电弧提供电能的设备,焊接过程中、焊接电弧是弧焊电源的负载,焊接电弧与弧焊电源组成了用电系统为使焊接电弧能够在要求的焊接电流下稳定燃烧,对弧焊电源的性能提出以下基本要求。
1.对弧焊电源的基本要求电源的外特性。
在稳定状态下,弧焊电源的输出电压与输出电流即焊接电流)的关系。
称为弧焊电源的外特性。
焊接过程中、引弧、熔滴过渡和运条摆动等会造成焊接电源频繁的短路及电弧长度(即电弧电压高低)的不断变化。
为限制短路电流,防止因短路电流过大而烧坏焊接电源以及在弧长发生变化很小时使焊接电流的变化,保证焊接过程的稳定性,要求弧焊电源应具有陡降的外特性,即输出电压随焊接电源的增大而迅速下降,如图74所示。
(2)弧焊电源的动特性。
弧焊电源的动特性,是指弧焊电源对焊接电弧的工作状态发生变化的适应能力。
焊接过程中,焊机的负载总是在不断变化着,如引弧时要先短路再提起焊条形成电弧;焊接过程中熔滴能引起弧长的变化甚至短路等。
这些因素都使焊机的输出电压、电流不能在瞬间内适应这些变化,电弧燃烧就不稳定,整个焊接过程也就不稳定。
因此焊条电弧焊时,要求弧焊电源具有良好的动特性这样才能做到焊接时引弧容易、电弧燃烧稳定、飞溅小、焊缝成形好、焊接质量高。
(3)弧焊电源的空载电压。
弧焊电源的空载电压越高,引弧越容易,电弧燃烧的稳定性就越好。
但是空载电压过高,焊工操作不安全,并且制造焊机消耗的硅钢片和铜材增多。
因此,在满足焊接工艺要求的前提下,空载电压应尽可能低些。
目前,焊条电弧焊电源中弧焊变压器的空载电压一般在80V以下;弧焊整流器的空载电压一般在90V以下;弧焊发电机的空载电压一般在100V以下。
(4)弧焊电源的调节特性。
在焊接过程中,为了适应不同厚度、材料、焊条直径以及不同焊接位置的焊接,要求弧焊电源所提供的焊接电流应具有一定调节范围,并且能方便、灵活、可靠地进行调节2.弧焊电源的结构与原理目前,国焊条电弧焊用的弧焊电源有弧焊变压器、弧焊整流器和弧焊逆变器等,常用的有BX1系列、BX3系列交流弧焊电源和ZX5系列、ZX7系列直流弧焊电源。