c数值分析c13-5
- 格式:pdf
- 大小:79.89 KB
- 文档页数:7
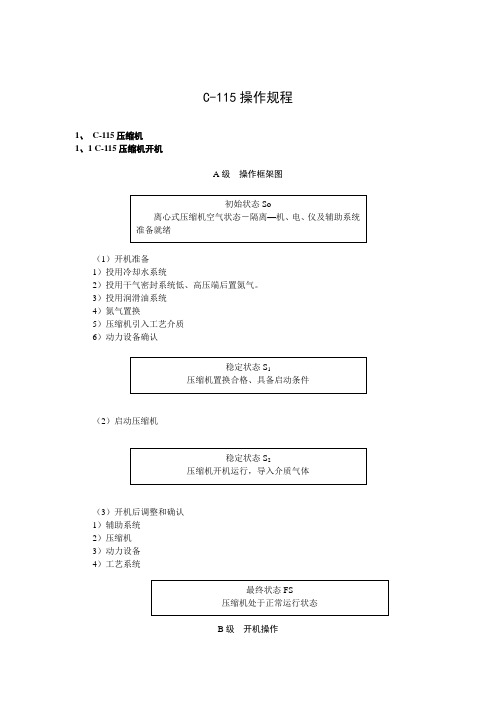
C-115操作规程1、 C-115压缩机1、1 C-115压缩机开机A 级 操作框架图(1)开机准备 1)投用冷却水系统2)投用干气密封系统低、高压端后置氮气。
3)投用润滑油系统 4)氮气置换5)压缩机引入工艺介质 6)动力设备确认(2)启动压缩机(3)开机后调整和确认 1)辅助系统 2)压缩机 3)动力设备 4)工艺系统B 级 开机操作初始状态:(P)-机组周围环境整洁(P)-消防设施完备(P)-联轴器安装完毕(P)-联轴器防护罩安装好(P)-氮气管线阀门关闭(P)-机体排凝阀打开润滑油系统:(P)-油箱液位60%(P)-润滑油分析合格(P)-过滤器滤芯已更换(P)-滤油机处于完好备用状态(P)-油泵处于完好备用状态(P)-润滑油系统流程正确密封系统:(P)-干气密封主密封气、后置氮气流程正确(P)-过滤器滤芯已更换动力设备:(P)-电机处于初始状态电仪系统:(P)-仪表、电气安装调校合格(I)-仪表盘送电,声光报警试验合格(I/P)-自保联锁试验合格1.2 开机准备(1)投用冷却水系统[P]-打开A/B油冷却器冷却水入口阀[P]-打开A/B油冷却器冷却水排气阀(P)-确认A/B油冷却器冷却水高点排气[P]-关闭A/B油冷却器冷却水排气阀[P]-打开A/B油冷却器冷却水出口阀(2)投用润滑油系统[P]-打开油箱加热器蒸汽阀和回水阀将润滑油加热到70℉(21℃)[P]-打开主油泵和辅助油泵进出口阀和回流阀[P]-打开背压调节阀前后闸阀[P]-打开温控调节阀前后闸阀[P]-打开压力控制阀前后闸阀[P]-把油冷却器选择阀掰到所选冷却器方向[P]-把油过滤器选择阀掰到所选过滤器方向[P]-把辅助油泵开关HS-151掰到OFF位置[P]-按HS—153启动主油泵(P)-观察主油泵出口压力表PI—151[P]-调节回流阀,将PI—151压力控制在700 KPaG[P]-打开所选冷却器排气阀排气[P]-打开所选过滤器排气阀排气[P]-将TIC—190油温控制器设定到48℃,并投为自动[P]-将辅助油泵开关HS-151掰到自动位置(3)投用一段干气密封系统[P]-打开去T—320塔一段密封氮气排气阀[P]-打开C-115一段密封氮气入口阀[P]-调节PIC-962,设定氮气压力为500 KPaG[P]-调节FIC-188,设定一段密封氮气流量为1.0kg/h(4)启动前确认(I)-确认循环气放空旁路按钮HS—115B已旁路,表盘白灯亮(I)-确认T-115和T-310液位在80%以上(I)-确认FIC-141流量在170t/h以上(I)-确认PIC-140压力升到1500 KPaG以上(M)-确认MV—144阀位在40%(M)-确认MV—145阀位在100%(M)-确认MV—130阀关闭(M)-确认HV—130截至阀关闭(M)-确认C—115已送电(P)-确认机体已排凝(P)-确认已关闭排凝阀(5)投用二段干气密封系统[P]-将HS-194开关掰到ON位置[P]-打开电磁阀HV-194[P]-打开高压氮气钢瓶阀[P]-打开高压密封氮气现场手阀(P)-清除FAL—186二段密封气低流量报警,[P]-用高压氮气对二段密封吹扫3分钟(P)-当C-115表盘上CL-115B白灯点亮(P)-确认C-115具备启动条件1.3 启动压缩机[P]-按HS—121按钮启动C-115(M)-确认压缩机电流运行稳定后[P]-将二段密封气由高压氮气切换至循环气[P ]-调节FIC-187,设定二段密封氮气流量为1.0kg/h [I ]-C-115启动后及时调节T-115和T-310液位 [I ]-确认液位稳定后[P ]-关闭去T-310塔脱盐水 5.4 循环气切入反应器(M )-确认C —115运行正常后 (M )-确认反应器温度大于200℃ [ M]-下达指令循环气切入反应器 [ I ]-掰HS —130、开MV —130阀 [ I ]-掰HS —122、关MV —144阀[ I ]-从复上述操作,每次MV —130开2—3%个阀位、MV —144关3—4%个阀位 (I )-观察FI-170和FI-124流量变化,流量总和不准大于182000㎏/h (P )-观察C -115电流,波动不能大于130A [ I ]-继续开MV —130和关MV —144阀 (I )-确认MV —144关闭[ I ]-调解MV —130阀位,最终将阀位控制在30%5.5 开机后调整和确认(1)辅助系统(P )- 确认润滑油温度在42±10℃、压力在700±100KPa (P )- 确认润滑油过滤器差压<100Kpa ,正常为85 KPa (P )- 确认各润滑点回油顺畅(P )- 确认润滑油高位油箱回主油箱视窗流量正常(P )- 低、高压端主密封气流量在正常范围内为80-100Nm3/h (P )- 干气密封主密封气过滤器压差小于报警值 (I )- 确认所有报警联锁系统正常 (2)压缩机(I )- 确认轴振动<50um 、位移在(+0.5--0.5)mm 指标范围内 (I )- 确认轴承温度<110℃,正常为80℃ (P )- 确认无异常声响 (P )- 确认无泄漏 (3)动力设备(P )- 确认电机正常(I )- 确认电机轴振动<50um 、位移在(+0.5--0.5)mm 指标范围内 (I )- 确认电机轴承温度<110℃,正常为80℃(I )- 确认C-115增速箱大、小齿轮轴承振动<50um ;大、小齿轮位移在(+0.4--0.4)mm 指标范围内(4)工艺系统(I )- 确认压缩机入口压力为1820-1870KPaG 、出口压力为2278KPaG(I )- 确认压缩机入口温度40℃,正常出口温度59.8℃ (P )- 确认循环水系统正常 (P )- 确认入口分液罐液位正常最终状态:(I/P )- MV —145阀开100% (I/P )- MV —130阀开30% (I/P )- HV —130阀关(I/P )- MV —144阀关(I/P )- 仪表电气投用(压力表、压力开关、温度表、报警和自保联锁)(I/P )- 机组运行正常C 级 辅助说明2 、 C —115压缩机停机A 级 操作框架图(1)C —115压缩机停机(2)C—115压缩机交付检修B 级停机操作适用范围:C—115压缩机初始状态(I/P)-MV—145阀开100%(I/P)-MV—130阀开30%(I/P)-HV—130阀开100%(I/P)-MV—144阀关(I)-确认FI-124流量在17000—18200㎏/h之间(I/P)-仪表电气投用(压力表、压力开关、温度表、报警和自保联锁)2.1 压缩机停机(I)-确认OMS正常停车[I]-掰HS—122、开MV—144阀[I]-掰HS—130、关MV—130阀[I]-从复上述操作,每次MV—144开3—4%个阀位、MV—130关2—3%个阀位(I)-观察FI-170和FI-124流量变化,流量总和不准大于182000㎏/h(P)-观察C -115电流,波动不准大于130A[I]-继续关MV—130阀、开MV—144阀(I)-确认MV—130阀关闭[I]-调解MV—144阀位,最终将阀位控制在40%[I]-按下循环气放空旁路按钮HS—115B(I)-确认表盘白灯亮(防止C—115停车后FV—164自动放空)[P]-按HS—124按钮,停C--115压缩机(P)-确认压缩机壳体温度降至50℃以下[P]-停润滑油泵[P]-关闭冷却水上、下水阀[P]-关闭低压密封氮气阀门[P]-关闭油箱加热蒸汽进出口阀[P]-关闭去T—320的阀门[P]-关闭高压氮气、循环气密封气阀门2.2 C—115交付检修前确认(P)-确认循环气泄压完毕(P)-机体排凝阀打开(P)-润滑油系统停(P)-循环水系统停(P)-电气设备停电3 操作指南3、1 C—115压缩机的日常检查3.1.1 辅助系统(P)-检查润滑油温度是否在42±10℃、压力是否在800±100KPa指标范围内(P)-检查润滑油过滤器差压是否在<185KPa指标范围内(P)-检查各润滑点回油是否顺畅(P)-检查润滑油高位油箱回主油箱视窗流量是否正常(P)-检查密封油压力是否在指标范围内(P)-检查循环水系统有无冻堵、水温是否正常3.1.2 压缩机(I)-检查轴振动<50um、位移是否在(+0.5-0.5)mm指标范围内(I)-检查轴承温度在<110℃指标范围内(P)-检查压缩机有无异常声响(P)-检查机组有无泄漏3.1.3 检查动力设备3.1.4 工艺系统(I)-检查压缩机入口压力为1820-1860KPaG、出口压力分别为2278KPaG (I)-检查压缩机入口温度40℃,正常出口温度59.8℃3.2 润滑油系统正常切换操作程序3.2.1 润滑油泵切换操作程序1)由主油泵切换到辅助油泵:[P]-首先把辅助油泵开关HS-151掰到ON位置;[P]-启动辅助油泵[P]-按HS-152停主油泵2)由辅助泵切换到主油油泵[P]-按HS—153启动主油泵[P]-把辅助油泵开关HS-151掰到OFF位置停辅助泵[P]-将HS-151掰到自动位置3)当有润滑油低压报警时,HS-151处在自动位置,辅助泵将自动启动3.2.2. C-115油冷却器正常切换操作程序[P]-打开A/B油冷却器联通阀[P]-打开备用油冷却器排气阀(P)-确认排气完毕、冷却器内已注满油[P]-关闭放空阀和注油阀[P]-把冷却器选择阀掰到所选冷却器方向(P)-观察PI—151压力在800±100KPa3.2.3 C-115油过滤器正常切换操作程序[P]-打开A/B油过滤器联通阀[P]-打开备用油过滤器排气阀(P)-确认排气完毕、过滤器内已注满油[P]-关闭放空阀和注油阀[P]-把过滤器选择阀掰到所选过滤器方向3.2.4 C—115停车的联锁点一览表(1)低低润滑油压力PSLL—161(2)高高振动XSHH—101 HH:4.4mil(3)高高轴位移XSHH—102 HH:2.2mil(4)高高齿轮轴位移XSHH—103 HH:20mil(5)停车按钮HS—121(6)洗涤塔分离罐高高液位LSHH—111。

数值分析复习题及答案 Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】数值分析复习题一、选择题1. 和分别作为π的近似数具有( )和( )位有效数字.A .4和3B .3和2C .3和4D .4和42. 已知求积公式()()211211()(2)636f x dx f Af f ≈++⎰,则A =( )A . 16B .13C .12D .233. 通过点()()0011,,,x y x y 的拉格朗日插值基函数()()01,l x l x 满足( )A .()00l x =0,()110l x = B .()00l x =0,()111l x =C .()00l x =1,()111l x = D .()00l x =1,()111l x =4. 设求方程()0f x =的根的牛顿法收敛,则它具有( )敛速。
A .超线性B .平方C .线性D .三次5. 用列主元消元法解线性方程组1231231220223332x x x x x x x x ++=⎧⎪++=⎨⎪--=⎩作第一次消元后得到的第3个方程( ).A .232x x -+= B .232 1.5 3.5x x -+= C .2323x x -+=D .230.5 1.5x x -=-二、填空1. 设2.3149541...x *=,取5位有效数字,则所得的近似值x= .2.设一阶差商()()()21122114,321f x f x f x x x x --===---,()()()322332615,422f x f x f x x x x --===--则二阶差商()123,,______f x x x =3. 设(2,3,1)TX =--, 则2||||X = ,=∞||||X 。
4.求方程2 1.250x x --= 的近似根,用迭代公式 1.25x x =+,取初始值 01x =, 那么1______x =。

1. 以下误差限公式不正确的是( ) A .()()()1212x x x x εεε-=- B. ()()()1212x x x x εεε+=+C .()()()122112x x x x x x εεε=+ D. ()()22x x x εε=2. 步长为h 的等距节点的插值型求积公式,当2n =时的牛顿-科茨求积公式为( ) A .()()()2bahf x dx f a f b ≈+⎡⎤⎣⎦⎰B .()()()432bah a b f x dx f a f f b ⎡+⎤⎛⎫≈++ ⎪⎢⎥⎝⎭⎣⎦⎰C .()()()32bah a b f x dx f a f f b ⎡+⎤⎛⎫≈++ ⎪⎢⎥⎝⎭⎣⎦⎰D .()()34424bah b a a b b a f x dx f a f a f f a ⎡-+-⎤⎛⎫⎛⎫⎛⎫≈+++++ ⎪ ⎪ ⎪⎢⎥⎝⎭⎝⎭⎝⎭⎣⎦⎰3. 通过点()()0011,,,x y x y 的拉格朗日插值基函数()()01,l x l x 满足( ) A .()00l x =0,()110l x = B . ()00l x =0,()111l x = C .()00l x =1,()111l x = D . ()00l x =1,()111l x =4. 用二分法求方程()0f x =在区间[],a b 上的根,若给定误差限ε,则计算二分次数的公式是n ≥( )A .ln()ln 1ln 2b a ε-++ B. ln()ln 1ln 2b a ε-+-C. ln()ln 1ln 2b a ε--+D. ln()ln 1ln 2b a ε---5. 若用列主元消去法求解下列线性方程组,其主元必定在系数矩阵主对角线上的方程组是( )A .123123123104025261x x x x x x x x x -+=⎧⎪-+=⎨⎪-+=-⎩ B.12312312331520261x x x x x x x x x -+=⎧⎪--+=⎨⎪++=-⎩ C. 12312312322051260x x x x x x x x x -+=⎧⎪--+=⎨⎪++=⎩ D.12312312310402501x x x x x x x x x -+=⎧⎪-+=⎨⎪-+=-⎩ 6. 已知近似值1x ,2x ,则()12,x x ()=A. ()()2112x x x x + B. ()()12x x +C. ()()1122x x x x + D. ()()12x x7.已知求积公式()()211211()(2)636f x dx f Af f ≈++⎰,则A =( ) A . 16 B. 13 C. 12 D. 238. 已知2112A ⎡⎤=⎢⎥⎣⎦,则化为A 为对角阵的平面旋转变换角θ=( )A .6π B. 4π C. 3π D. 2π9. 设求方程()0f x =的根的切线法收敛,则它具有( )敛速。

实用标准文案文档大全上机作业题报告2015.1.9 USER1.Chapter 11.1题目设S N =∑1j 2−1N j=2,其精确值为)11123(21+--N N 。
(1)编制按从大到小的顺序11131121222-+⋯⋯+-+-=N S N ,计算S N 的通用程序。
(2)编制按从小到大的顺序1211)1(111222-+⋯⋯+--+-=N N S N ,计算S N 的通用程序。
(3)按两种顺序分别计算64210,10,10S S S ,并指出有效位数。
(编制程序时用单精度) (4)通过本次上机题,你明白了什么?1.2程序1.3运行结果1.4结果分析按从大到小的顺序,有效位数分别为:6,4,3。
按从小到大的顺序,有效位数分别为:5,6,6。
可以看出,不同的算法造成的误差限是不同的,好的算法可以让结果更加精确。
当采用从大到小的顺序累加的算法时,误差限随着N 的增大而增大,可见在累加的过程中,误差在放大,造成结果的误差较大。
因此,采取从小到大的顺序累加得到的结果更加精确。
2.Chapter 22.1题目(1)给定初值0x 及容许误差ε,编制牛顿法解方程f(x)=0的通用程序。
(2)给定方程03)(3=-=x xx f ,易知其有三个根3,0,3321=*=*-=*x x x○1由牛顿方法的局部收敛性可知存在,0>δ当),(0δδ+-∈x 时,Newton 迭代序列收敛于根x2*。
试确定尽可能大的δ。
○2试取若干初始值,观察当),1(),1,(),,(),,1(),1,(0+∞+-----∞∈δδδδx 时Newton 序列的收敛性以及收敛于哪一个根。
(3)通过本上机题,你明白了什么?2.2程序2.3运行结果(1)寻找最大的δ值。
算法为:将初值x0在从0开始不断累加搜索精度eps,带入Newton迭代公式,直到求得的根不再收敛于0为止,此时的x0值即为最大的sigma值。
运行Find.m,得到在不同的搜索精度下的最大sigma值。

3国家自然科学基金(59675051)资助项目、塑性成形模拟及模具技术国家重点实验室开放课题(97—2)收稿日期:1997—06—28辗环过程动力有限元分析中的抱辊约束3430074 武汉市 华中理工大学 解春雷 李尚健 黄树槐 摘要 在辗环过程中,抱辊起着稳定轧制过程,使环件中心始终保持在主辊与压力辊的中心连线上,并起到矫正环件不圆度的作用。
本文采用动力有限元分析方法模拟辗环过程,提出了抱辊约束的施加方法,推导了用惩罚法施加抱辊约束的详细公式,对比了有抱辊约束和无抱辊约束的有限元计算结果。
The restra i n i ng fro m gu ide rollers i n dynam ic expl ic it FE M of r i ng roll i ngGu ide ro llers p lay the i m po rtan t ro les in ring ro lling .T hey en su re the ro lling p rocessing steady and fo rce the cen tral of the ring being ro lled m ove on the line th rough the circle cen tral of m ain ro ller and p ress ro ller .A new m ethod of analyzing the restrain ing from gu ide ro llers in dy 2nam ic exp licit FE M of ring ro lling is p resen ted .T he p enalty fo rces are app lied to the ring w h ile its FE nodes p enetrate the su rface of gu ide ro ller .A nd the fo rm u lati on s in detail are given .A t last tw o exam p les are illu strated ,and one is w ith the restrain ing m ethod ,con trary is ano ther .叙词 辗环 抱辊 约束 有限元 辗环原理如图1所示。
测试工模具钢退火用C 曲线的测定及其应用刘宗昌1,李文学1,邵淑艳2(11包头钢铁学院材料系,包头 014010;21抚顺特殊钢有限责任公司,抚顺 113001)摘要:为使H13、S7、S5等工模具钢的轧锻材的退火工艺更加科学合理,应用Formastor 2Digital 全自动相变膨胀仪测定并研究了几种钢退火用TTT 图和CCT 图,测定了临界点,为科学地制订退火新工艺提供了依据。
新工艺改善了退火钢材的质量,实现了节能,提高了生产率。
关键词:退火;TTT 图;CCT 图;工具钢中图分类号:TG 15113 文献标识码:A 文章编号:025426051(2001)0720036202C 2Curves of Tool Steels for Annealing and Their ApplicationL IU Z ong 2chang 1,L I Wen 2xue 1,SHAO Shu 2yan 2(1.Department of Material ,Baotou University of Iron and Steel Technology ,Baotou 014010,China ;2.Fushun S pecial Steel Co.,Ltd.,Fushun 113001,China )Abstract :TTT 、CCT diagrams and critical points of H13、S7、S5steels for annealing were measured and investigated by means of full 2automatic diametral dilatometer (Formastor 2Digital )in order to make their annealing process reasonable and scientific.The evidences were provided for making a new annealing process scientifically.The new process improved the quality of annealed material ,saved ener 2gy ,and increased productivity.K ey w ords :annealing ;TTT diagram ;CCT diagram ;tool steel 工具钢的C 曲线多为淬火用[112],即测定C 曲线的奥氏体化温度高,与淬火温度相匹配,而工模具钢软化退火时奥氏体化温度在Ac 1稍上,因此,这些动力学曲线不能作为软化退火的参数。