关于焊接缺陷及焊接检验课件
- 格式:ppt
- 大小:749.50 KB
- 文档页数:26
焊接过程的缺陷及检验方法1. 前言在工业生产中,焊接是一种非常重要的加工方式,但是焊接过程中难免会存在一些缺陷。
这些缺陷不仅会影响产品的质量,还可能会带来潜在的安全隐患。
因此,对焊接产品进行检验是非常必要的。
本文将介绍焊接过程中的常见缺陷以及相应的检验方法。
2. 焊接过程的常见缺陷2.1 开裂焊接过程中,如果出现了应力集中的地方,就很容易造成开裂。
检验方法:•通过X射线对焊缝进行检测,发现有开裂的情况就需要重新焊接。
•检查焊接区域的金属表面是否有裂纹,如果有就要重新焊接或者用其它方法处理。
2.2 焊缝不牢焊缝不牢可以导致焊接的工件容易断裂。
检验方法:•用锤子轻敲焊缝,检查是否会出现明显声音。
如果没有,就说明焊缝牢固。
•使用金属探伤仪检查焊缝是否存在裂纹。
2.3 毛刺和飞溅焊接时,电弧熔化的金属会飞溅,形成很小的颗粒状物。
检验方法:•使用检查镜检查焊接表面,特别注意检查角部,看是否存在毛刺和飞溅。
2.4 焊缝不均匀焊接时,由于焊接过程中的热变形,导致焊缝不均匀。
检验方法:•使用金属探伤仪检测焊缝的深度,看是否均匀。
•进行外观检查,看焊缝是否整齐。
2.5 未熔合未熔合意味着金属没有完全熔化,导致焊接不牢固。
检验方法:•通过X射线或者超声波检测焊缝是否完整。
•利用金属探伤仪来确定焊接是否牢固。
3.在焊接过程中,不可避免的会出现各种缺陷。
我们需要通过专业的检验方法和工具来发现和处理这些问题,以确保焊接产品的质量和安全。
以上介绍的主要缺陷和检验方法仅是一部分,我们需要在实际操作中加强对焊接过程中的缺陷的认识和理解,不断提高自己的检验技能。

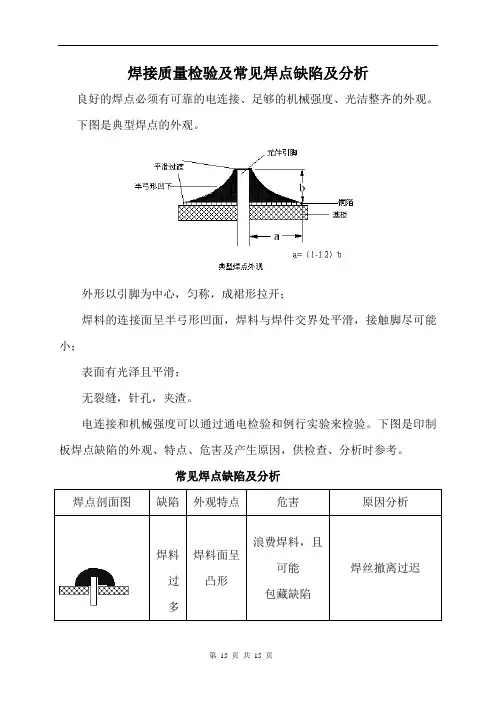
焊接质量检验及常见焊点缺陷及分析良好的焊点必须有可靠的电连接、足够的机械强度、光洁整齐的外观。
下图是典型焊点的外观。
外形以引脚为中心,匀称,成裙形拉开;
焊料的连接面呈半弓形凹面,焊料与焊件交界处平滑,接触脚尽可能小;
表面有光泽且平滑;
无裂缝,针孔,夹渣。
电连接和机械强度可以通过通电检验和例行实验来检验。
下图是印制板焊点缺陷的外观、特点、危害及产生原因,供检查、分析时参考。
常见焊点缺陷及分析
焊点剖面图缺陷外观特点危害原因分析
焊料
过
多
焊料面呈
凸形
浪费焊料,且
可能
包藏缺陷
焊丝撤离过迟
焊料过少焊料未形
成平滑面
机械强调不够焊丝撤离过早
松香焊焊锡丝中
有松香渣
强度不够,导
通不良
有可能时通时
断
1、焊剂过多
2、焊接时间
不够
3、表面氧化
膜为去除
过热焊点发白
无金属光
泽
表面较粗
糙
1、焊
盘容易剥落
强度降低
2、造
成元件失效
损坏
烙铁功率过大
加热时间过长
焊点剖面图缺陷外观特点危害原因分析
冷焊表面呈豆
腐渣状颗
粒,有时
可能有裂
纹
强度不够导电
性不好
焊料为凝固时焊件
移动。