表面粗糙度符号及注法
- 格式:pptx
- 大小:783.91 KB
- 文档页数:3
表面粗糙度符号、代号及其注法标准等效采用ISO1302——1992。
表面粗糙度原称表面光洁度,是指加工表面上所具有的较小间距和峰谷所组成的微观几何形状特性,一般由加工方法和其它因素形成。
属于几何精度的表面结构范畴。
通俗地讲,就是指零件表面经加工后遗留的痕迹,在微小的区间内形成的高低不平的程度(也可以说成为粗糙的程度)用数值表现出来,作为评价表面状况的一个依据。
它是研究和评定零件表面粗糙状况的一项质量指标,是在一个限定的区域内排除了表面形状和波纹度误差的零件表面的微观不规则状况。
零件在参与工作时,其表面的不规则状况直接影响了表面的耐磨性、耐腐蚀性、疲劳强度;也影响了两表面间的接触刚度、密封性;还影响流体运动阻力的大小、导电、导热等性能。
因此,各国十分注意表面粗糙度这门学科的发展。
前苏联、德国和法国等国家成立了专门的研究机构,从事研究表面粗糙度对产品质量的影响,并在改进表面特征状况等方面取得了显著的成果。
表面粗糙度的标准化工作是从三十年代开始发展起来的,和形位公差一样,也是首先从解决图样标注的统一开始的。
前联邦德国标准DIN140发布于1939年,是世界上最早的有关表面粗糙度方面的标准。
这个标准只规定表面粗糙度的符号,把需要加工的表面分为▽、▽▽、▽▽▽、▽▽▽▽,不需要加工的表面用符号∽表示。
由于没有参数标准,因此各个符号均无既定的数值,而是凭目测加以区分。
最早制订表面粗糙度参数标准的是美国,它于1940年发布了美国标准ASAB46.1—1940《表面粗糙度、波纹度和加工纹理》,1947年又修订为ASAB46.1—1947。
标准采用中线制,在高度方向并列四个参数,并规定了数值系列。
美国的现行标准是ANSIB 46.1—1978,与英国、加拿大标准一致。
标准中规定了个各种参数及定义,明确以轮廓算术平均偏差R a为主要参数,其他参数在特殊需要时应用。
它的表面粗糙度数值不分等级,采用与符号一起直接标注在图样上的形式表示。
一。
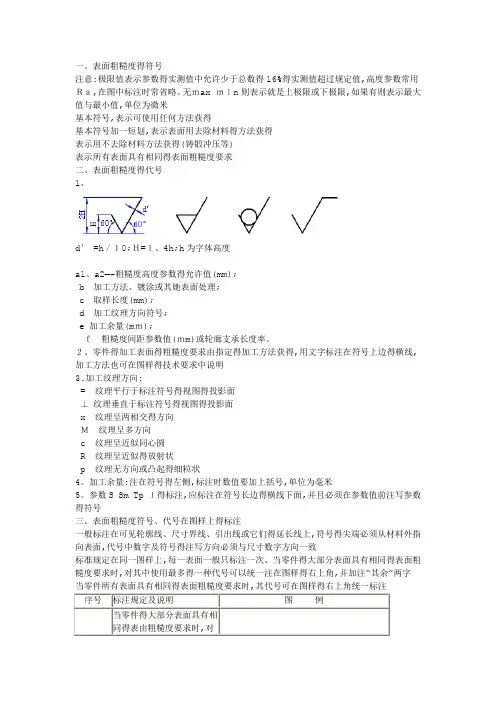
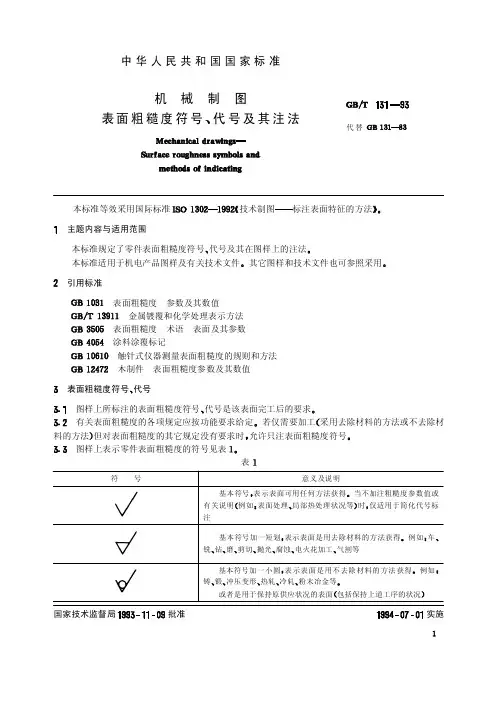
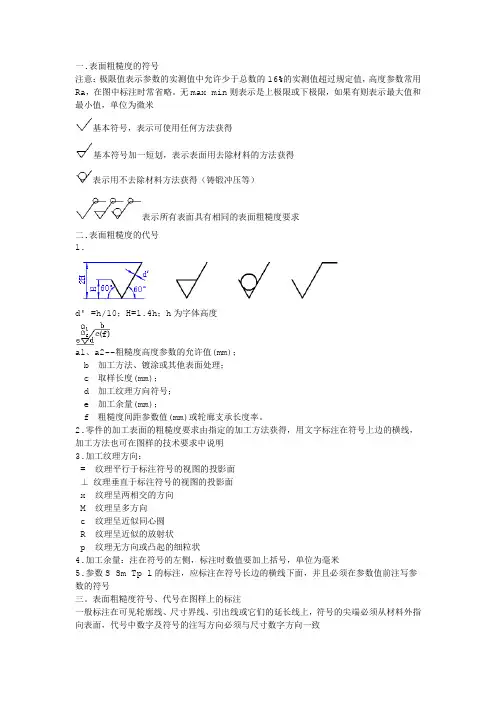
表面粗糙度得符号注意:极限值表示参数得实测值中允许少于总数得16%得实测值超过规定值,高度参数常用Ra,在图中标注时常省略。
无max min则表示就是上极限或下极限,如果有则表示最大值与最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料得方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同得表面粗糙度要求二、表面粗糙度得代号1、d' =h/10;H=1、4h;h为字体高度a1、a2—-粗糙度高度参数得允许值(mm);b加工方法、镀涂或其她表面处理;c取样长度(mm);d加工纹理方向符号;e 加工余量(mm);f粗糙度间距参数值(mm)或轮廊支承长度率。
2、零件得加工表面得粗糙度要求由指定得加工方法获得,用文字标注在符号上边得横线,加工方法也可在图样得技术要求中说明3.加工纹理方向:= 纹理平行于标注符号得视图得投影面⊥纹理垂直于标注符号得视图得投影面x 纹理呈两相交得方向M纹理呈多方向c 纹理呈近似同心圆R 纹理呈近似得放射状p 纹理无方向或凸起得细粒状4。
加工余量:注在符号得左侧,标注时数值要加上括号,单位为毫米5。
参数S Sm Tp l得标注,应标注在符号长边得横线下面,并且必须在参数值前注写参数得符号三。
表面粗糙度符号、代号在图样上得标注一般标注在可见轮廓线、尺寸界线、引出线或它们得延长线上,符号得尖端必须从材料外指向表面,代号中数字及符号得注写方向必须与尺寸数字方向一致标准规定在同一图样上,每一表面一般只标注一次、当零件得大部分表面具有相同得表面粗糙度要求时,对其中使用最多得一种代号可以统一注在图样得右上角,并加注“其余”两字当零件所有表面具有相同得表面粗糙度要求时,其代号可在图样得右上角统一标注序号标注规定及说明图例当零件得大部分表面具有相同得表由粗糙度要求时,对1 其中使用最多得一种代(符)号可统一注在图样得右上角,并加注‘其余”两字,且应就是图样上其它代(符)号高度得1、4倍2代号中数字注写方向应与尺寸数字方向一致;倾斜表面得代号及数字标控方向应符合图右规定3带有横线得表面粗糙度应按右图方式标注4当地位狭小不使标注时.可引出标注;细线相连得不连续同一表面、只要标注5 零件所在表面具有相同得表面粗糙度要求,在右上角统一标注代号6 简化注法;为了简化标注方法,或标注位置受到限制时.可以标注简化代号,但必须在标题。
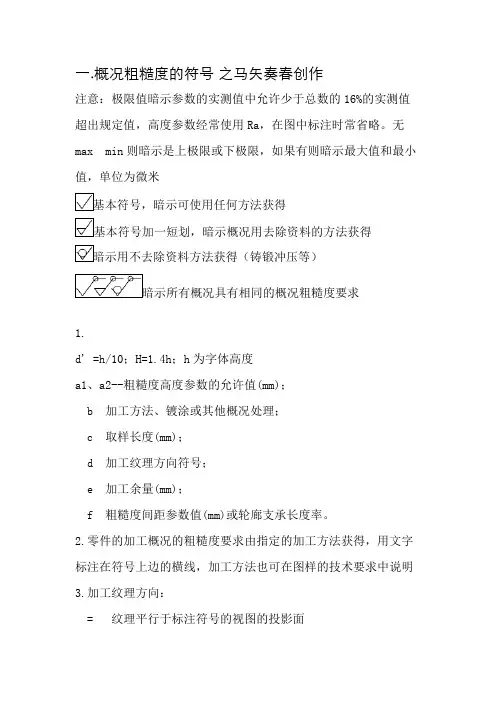
一.概况粗糙度的符号之马矢奏春创作注意:极限值暗示参数的实测值中允许少于总数的16%的实测值超出规定值,高度参数经常使用Ra,在图中标注时常省略。
无max min则暗示是上极限或下极限,如果有则暗示最大值和最小值,单位为微米基本符号,暗示可使用任何方法获得基本符号加一短划,暗示概况用去除资料的方法获得暗示用不去除资料方法获得(铸锻冲压等)暗示所有概况具有相同的概况粗糙度要求1.d' =h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm);b 加工方法、镀涂或其他概况处理;c 取样长度(mm);d 加工纹理方向符号;e 加工余量(mm);f 粗糙度间距参数值(mm)或轮廊支承长度率。
2.零件的加工概况的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明3.加工纹理方向:= 纹理平行于标注符号的视图的投影面⊥纹理垂直于标注符号的视图的投影面x 纹理呈两相交的方向M 纹理呈多方向c 纹理呈近似同心圆R 纹理呈近似的放射状p 纹理无方向或凸起的细粒状4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,而且必须在参数值前注写参数的符号三。
概况粗糙度符号、代号在图样上的标注一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从资料外指向概况,代号中数字及符号的注写方向必须与尺寸数字方向一致尺度规定在同一图样上,每一概况一般只标注一次。
当零件的大部分概况具有相同的概况粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有概况具有相同的概况粗糙度要求时,其代号可在图样的右上角统一标注2代号中数字注写方向应与尺寸数字方向一致;倾斜概况的代号及数字标控方向应符合图右规定3带有横线的概况粗糙度应按右图方式标注4当地位狭小不使标注时.可引出标注;细线相连的不连续同一概况.只要标注5零件所在概况具有相同的概况粗糙度要求,在右上角统一标注代号6简化注法;为了简化标注方法,或标注位置受到限制时.可以标注简化代号,但必须在题目栏附近说明这些简化代号的意义7省略注法当仅有同一种表而粗糙度的去除资料加工的在面.以及不会除资料的概况时,可采取省略注法,但必须在题目附近说明这些省略代号的意义8零件上重复素(孔,槽,齿等)的概况只标注其中一个。
表面粗糙度及表面粗糙度的标注方法 -工程2019-01-01一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略,。
无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d' =h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm); b 加工方法、镀涂或其他表面处理; c 取样长度(mm); d 加工纹理方向符号; e 加工余量(mm);f 粗糙度间距参数值(mm)或轮廊支承长度率。
2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明3.加工纹理方向:= 纹理平行于标注符号的视图的投影面⊥ 纹理垂直于标注符号的视图的投影面x 纹理呈两相交的方向M 纹理呈多方向 c 纹理呈近似同心圆R 纹理呈近似的放射状p 纹理无方向或凸起的细粒状4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号三。
表面粗糙度符号、代号在图样上的标注一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致标准规定在同一图样上,每一表面一般只标注一次。
当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。
一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。
无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d' =h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm);b加工方法、镀涂或其他表面处理;c取样长度(mm);d加工纹理方向符号;e加工余量(mm);f粗糙度间距参数值(mm)或轮廊支承长度率。
2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明3.加工纹理方向:= 纹理平行于标注符号的视图的投影面⊥纹理垂直于标注符号的视图的投影面x 纹理呈两相交的方向M 纹理呈多方向c 纹理呈近似同心圆R 纹理呈近似的放射状p 纹理无方向或凸起的细粒状4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号三。
表面粗糙度符号、代号在图样上的标注一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致标准规定在同一图样上,每一表面一般只标注一次。
当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注序号标注规定及说明图例1当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)号可统一注在图样的右上角,并加注‘其余”两字,且应是图样上其它代(符)号高度的1.4倍2代号中数字注写方向应与尺寸数字方向一致;倾斜表面的代号及数字标控方向应符合图右规定3带有横线的表面粗糙度应按右图方式标注4当地位狭小不使标注时.可引出标注;细线相连的不连续同一表面.只要标注5零件所在表面具有相同的表面粗糙度要求,在右上角统一标注代号6简化注法;为了简化标注方法,或标注位置受到限制时.可以标注简化代号,但必须在标题栏附近说明这些简化代号的意义7省略注法当仅有同一种表而粗糙度的去除材料加工的在面.以及不会除材料的表面时,可采用省略注法,但必须在标题附近说明这些省略代号的意义8零件上重复素(孔,槽,齿等)的表面只标注其中一个。
表面粗糙度符号、代号及其注法标准等效采用ISO1302——1992。
表面粗糙度原称表面光洁度,是指加工表面上所具有的较小间距和峰谷所组成的微观几何形状特性,一般由加工方法和其它因素形成。
属于几何精度的表面结构范畴。
通俗地讲,就是指零件表面经加工后遗留的痕迹,在微小的区间内形成的高低不平的程度(也可以说成为粗糙的程度)用数值表现出来,作为评价表面状况的一个依据。
它是研究和评定零件表面粗糙状况的一项质量指标,是在一个限定的区域内排除了表面形状和波纹度误差的零件表面的微观不规则状况。
零件在参与工作时,其表面的不规则状况直接影响了表面的耐磨性、耐腐蚀性、疲劳强度;也影响了两表面间的接触刚度、密封性;还影响流体运动阻力的大小、导电、导热等性能。
因此,各国十分注意表面粗糙度这门学科的发展。
前苏联、德国和法国等国家成立了专门的研究机构,从事研究表面粗糙度对产品质量的影响,并在改进表面特征状况等方面取得了显著的成果。
表面粗糙度的标准化工作是从三十年代开始发展起来的,和形位公差一样,也是首先从解决图样标注的统一开始的。
前联邦德国标准DIN140发布于1939年,是世界上最早的有关表面粗糙度方面的标准。
这个标准只规定表面粗糙度的符号,把需要加工的表面分为▽、▽▽、▽▽▽、▽▽▽▽,不需要加工的表面用符号∽表示。
由于没有参数标准,因此各个符号均无既定的数值,而是凭目测加以区分。
最早制订表面粗糙度参数标准的是美国,它于1940年发布了美国标准ASAB46.1—1940《表面粗糙度、波纹度和加工纹理》,1947年又修订为ASAB46.1—1947。
标准采用中线制,在高度方向并列四个参数,并规定了数值系列。
美国的现行标准是ANSIB 46.1—1978,与英国、加拿大标准一致。
标准中规定了个各种参数及定义,明确以轮廓算术平均偏差R a为主要参数,其他参数在特殊需要时应用。
它的表面粗糙度数值不分等级,采用与符号一起直接标注在图样上的形式表示。
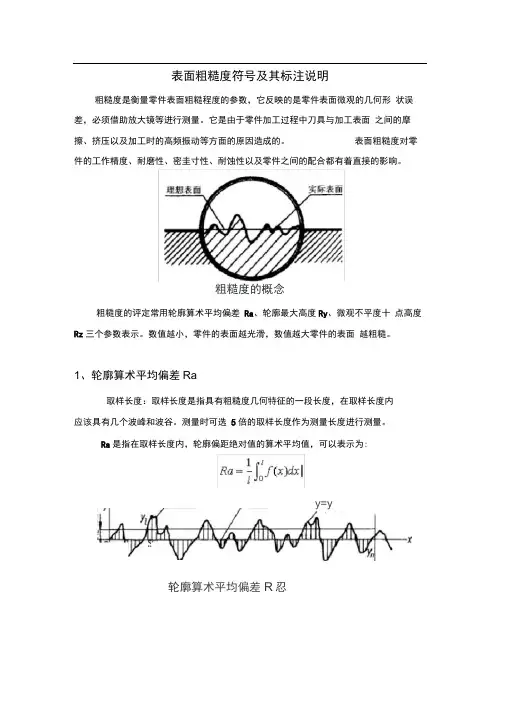
表面粗糙度符号及其标注说明粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。
它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。
表面粗糙度对零件的工作精度、耐磨性、密圭寸性、耐蚀性以及零件之间的配合都有着直接的影响。
粗糙度的概念粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。
数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。
1、轮廓算术平均偏差Ra取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。
测量时可选5倍的取样长度作为测量长度进行测量。
Ra是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:轮廓算术平均偏差R忍Kiy=y(x关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表。
名称表面外观情况' 获得方祓学刚蛊朋辜例50毛面除净毛口传•锻、巩樹尊燎清理軸如机库床身、主轴箱溜板宙”尾集往铮束怖T寢丽粗囲團显可见JJ痕毛还经和车.粗刖.粗锥零讪工方送所無得的護面—題的钻孔.留瀚,粧有奥堞的甘由溝面25可见刀施氐3可见加工痕迹糟车.精刨、箱戦、刮研支集、莉(*剰盖尊的韭配合裘面-MW 旌支承面的工柞養面th看不见加丄痕迹娈求有不猜确宦心童氐甘持性前表面,如轴承配含茨血、筆扎卑光面可黠如工疫迹方向合輻右车力糟车、糟悭*拉刀和压打加工*辅壽. 斑轄*训JB、ffiJt要求保证定心及配仓特性帕表面.如支罩儿再紂套、JR带港工柞血0.4機龄加工偵迩方向與求腕拴期僅证規定皓配會特性的.公总等级为7飯的乱利£银的轴不可琲加工癘迹方甸主雜的迢倪帷孔* 曲Umrr轉玄的稲确轴的配号表面从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。
标注时应当选用这些数值,不能选用其他的数值。
2、轮廓最大高度Ry3、轮廓不平度十点高度RzY p£ ------ 最大轮卿峰高最人轮廓谷深标注2.1代号及意义粗糙度代号可以分为:符号,粗糙度项目及数值。
表面粗糙度符号、代号及其注法Mechanical drawings—Surface roughness symbols andmethods of indicating1993-11-09 批准1994-07-01 实施国家质量技术监督局发布本标准等效采用国际标准ISO 1302—1992《技术制图——标注表面特征的方法》。
1 主题内容与适用范围本标准规定了零件表面粗糙度符号、代号及其在图样上的注法。
本标准适用于机电产品图样及有关技术文件。
其他图样和技术文件也可参照采用。
2 引用标准GB 1031 表面粗糙度参数及其数值GB/T 13911 金属镀覆和化学处理表示方法GB 3505 表面粗糙度术语表面及其参数GB 4054 涂料涂覆标记GB 10610 触针式仪器测量表面粗糙度的规则和方法GB 12472 木制件表面粗糙度参数及其数值3 表面粗糙度符号、代号3.1图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。
3.2有关表面粗糙度的各项规定应按功能要求给定。
若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。
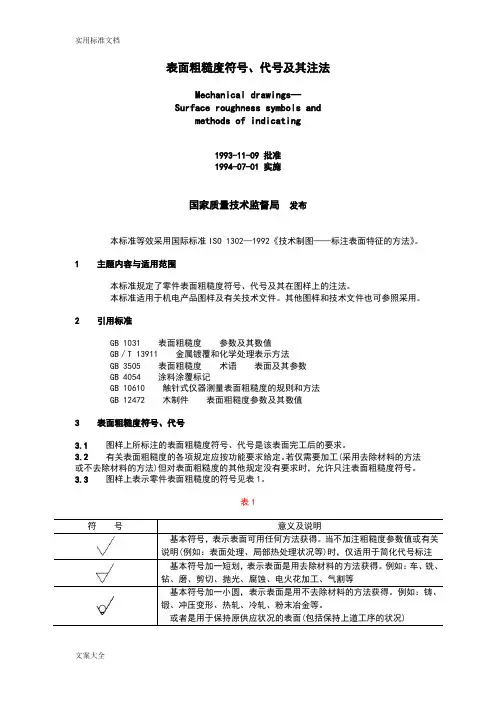
3.3图样上表示零件表面粗糙度的符号见表1。
表13.4当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值。
当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。
3.5表面粗糙度高度参数轮廓算术平均偏差R a值的标注见表2,R a在代号中用数值表示(单位为微米),参数值前可不标注参数代号。
表23.6表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位为微米)的标注见表3,参数值前需标注出相应的参数代号。
表33.7取样长度应标注在符号长边的横线下面,见图1。
图1若按GB 10610—1989第6.1条中表1、表2的有关规定选用对应的取样长度时,在图样上可省略标注。
表面粗糙度符号及标注方法表面粗糙度是机械加工中一个重要的参数,它影响着机械零件的摩擦、磨损、密封以及疲劳寿命等性能。
在机械设计和制造领域,准确标注表面粗糙度至关重要。
本文将详细介绍表面粗糙度的符号及标注方法。
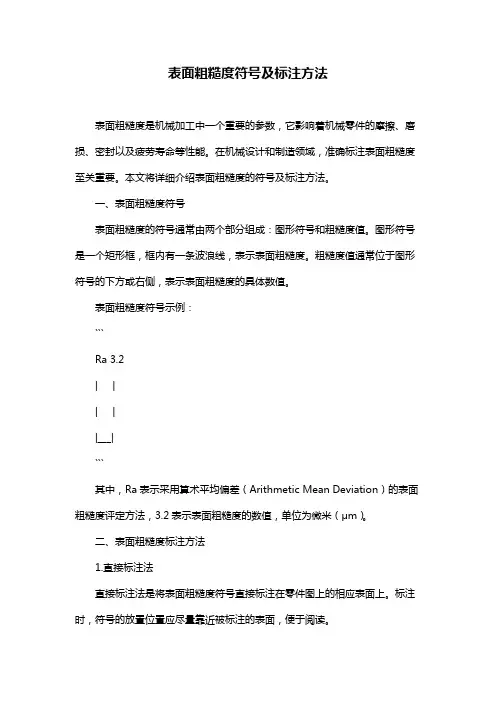
一、表面粗糙度符号表面粗糙度的符号通常由两个部分组成:图形符号和粗糙度值。
图形符号是一个矩形框,框内有一条波浪线,表示表面粗糙度。
粗糙度值通常位于图形符号的下方或右侧,表示表面粗糙度的具体数值。
表面粗糙度符号示例:```Ra 3.2| || ||___|```其中,Ra表示采用算术平均偏差(Arithmetic Mean Deviation)的表面粗糙度评定方法,3.2表示表面粗糙度的数值,单位为微米(μm)。
二、表面粗糙度标注方法1.直接标注法直接标注法是将表面粗糙度符号直接标注在零件图上的相应表面上。
标注时,符号的放置位置应尽量靠近被标注的表面,便于阅读。
2.引线标注法当零件图上的空间有限或需要详细说明表面粗糙度时,可以采用引线标注法。
引线标注法将表面粗糙度符号放置在图样的一角,并通过一条引线与被标注表面相连。
3.集中标注法对于多个相同表面粗糙度的表面,可以采用集中标注法。
将表面粗糙度符号集中标注在图样的一角,并在符号下方注明所有被标注表面的编号。
4.标注顺序在标注表面粗糙度时,应遵循以下顺序:(1)先标注加工难度较大的表面;(2)然后标注加工难度较小的表面;(3)最后标注未注明的表面。
三、注意事项1.表面粗糙度符号和数值应清晰、规范,避免出现模糊、错误或遗漏的情况;2.标注表面粗糙度时,应根据零件的实际使用要求、加工工艺和材料性能等因素进行合理选择;3.在零件图上,应尽量避免重复标注相同的表面粗糙度。
通过以上介绍,相信大家对表面粗糙度符号及标注方法有了更深入的了解。
表面粗糙度符号、代号及其注法表面粗糙度标注规定极限与配合配合标准公差配合制形状和位置公差3.表面粗糙度标注规定表面粗糙度符号、代号一般标注在可见轮廊线、尺寸界线、引出线或它们的延长上。
符号的尖端必须从材料外指向表面。
在同一图样上,每一表面一般只标注一次代(符)号,并尽可能靠近有关尺寸线.当地位狭小或不便标注时,代(符)号可以引出标注。
4.表面粗糙度在图样上的标注方法(GB/T 131— 1993)表面粗糙度在图样上的标注方法见表9-3。
表9-3 表面粗糙度在图样上的注法图例说明图例说明代号中数字的方向必须与尺寸数字的方向一致对其中使用最多的一种代(符)号可以统一标注在图样右上角,并加注“其余”两字,且应比图形上其他代(符)号大1.4倍螺纹的表面粗糙度注法当零件所有表面具有相同的粗糙度时,且代(符)号可在图样的右上角统一标注,且符号应较一般的代号大1.4倍各倾斜表面代号的注法,符号的尖端必须从材料外指向表面零件上连续表面及重复要素(孔、槽、齿等)的表面粗糙度只标注一次用细实线相连不连续的表面粗糙度标注一次9.5.1 表面粗糙度符号、代号及其注法加工零件时,由于刀具在零件表面上留下刀痕和切削分裂时表面金属的塑性变形等影响,使零件表面存在着间距较小的轮廓峰谷。
这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
机器设备对零件各个表面的要求不一样,如配合性质、耐磨性、抗腐蚀性、密封性、外观要求等,因此,对零件表面粗糙度的要求也各有不同。
一般说来,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值小。
零件表面粗糙度是评定零件表面质量的一项技术指标,零件表面粗糙度要求越高(即表面粗糙度参数值越小),则其加工成本也越高.因此,应在满足零件表面功能的前提下,合理选用表面粗糙度参数.1.表面粗糙度参数的概念及其数值零件表面粗糙度的评定方法有:表面粗糙度高度参数轮廓算术平均偏差(R a)和轮廓最大高度(R z)。
表面粗糙度符号表面粗糙度符号、代号及其注法表面粗糙度标注规定极限与配合配合标准公差配合制形状和位置公差3.表面粗糙度标注规定表面粗糙度符号、代号一般标注在可见轮廊线、尺寸界线、引出线或它们的延长上。
符号的尖端必须从材料外指向表面。
在同一图样上,每一表面一般只标注一次代(符)号,并尽可能靠近有关尺寸线。
当地位狭小或不便标注时,代(符)号可以引出标注。
4.表面粗糙度在图样上的标注方法(GB/T 131— 1993)表面粗糙度在图样上的标注方法见表9-3。
表9-3 表面粗糙度在图样上的注法图例说明图例说明代号中数字的方向必须与尺寸数字的方向一致对其中使用最多的一种代(符)螺纹的表面粗号可以统一标注糙度注法在图样右上角,并加注“其余”两字,且应比图形上其他代(符)号大1.4倍当零件所有表面具有相同的粗各倾斜表面代糙度时,且代号的注法,符号(符)号可在图样的尖端必须从材的右上角统一标料外指向表面注,且符号应较一般的代号大1.4倍零件上连续表面及重复要素用细实线相连(孔、槽、齿等)不连续的表面粗的表面粗糙度只糙度标注一次标注一次9(5(1 表面粗糙度符号、代号及其注法加工零件时,由于刀具在零件表面上留下刀痕和切削分裂时表面金属的塑性变形等影响,使零件表面存在着间距较小的轮廓峰谷。
这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
机器设备对零件各个表面的要求不一样,如配合性质、耐磨性、抗腐蚀性、密封性、外观要求等,因此,对零件表面粗糙度的要求也各有不同。
一般说来,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值小。
零件表面粗糙度是评定零件表面质量的一项技术指标,零件表面粗糙度要求越高(即表面粗糙度参数值越小),则其加工成本也越高。
因此,应在满足零件表面功能的前提下,合理选用表面粗糙度参数。
1.表面粗糙度参数的概念及其数值零件表面粗糙度的评定方法有:表面粗糙度高度参数轮廓算术平均偏差(R)和轮廓最大高度(R)。
一 表面粗糙度的符号∙注意:极限值表示参数的实测值中允许少于总数的 的实测值超过规定值,高度参数常用 ♋,在图中标注时常省略。
无❍♋⌧∙❍♓⏹则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二 表面粗糙度的代号∙♎ ♒;☟♒;♒为字体高度♋、♋粗糙度高度参数的允许值☎❍❍✆;♌加工方法、镀涂或其他表面处理;♍取样长度☎❍❍✆;♎加工纹理方向符号;♏加工余量☎❍❍✆;♐粗糙度间距参数值☎❍❍✆或轮廊支承长度率。
零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明加工纹理方向:∙∙ 纹理平行于标注符号的视图的投影面∙⊥ 纹理垂直于标注符号的视图的投影面∙⌧∙ 纹理呈两相交的方向∙∙ 纹理呈多方向∙♍∙ 纹理呈近似同心圆∙∙ 纹理呈近似的放射状∙☐∙ 纹理无方向或凸起的细粒状加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米参数 ❍ ❆☐ ●的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号三。
表面粗糙度符号、代号在图样上的标注一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致标准规定在同一图样上,每一表面一般只标注一次。
当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注❽其余❾两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注序号标注规定及说明图例1当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)号可统一注在图样的右上角,并加注❻其余❾两字,且应是图样上其它代(符)号高度的 倍∙ ∙ ∙∙代号中数字注写方向应与尺寸数字方向一致;倾斜2表面的代号及数字标控方向应符合图右规定∙3∙ ∙带有横线的表面粗糙度应按右图方式标注∙4当地位狭小不使标注时.可引出标注;细线相连的不连续同一表面.只要标注∙∙5零件所在表面具有相同的表面粗糙度要求,在右上角统一标注代号∙ 6简化注法;∙为了简化标注方法,或标注位置受到限制时.可以标注简化代号,但必须在标题栏附近说明这些简化代号的意义∙ 7省略注法∙当仅有同一种表而粗糙度的去除材料加工的在面.以及不会除材料的表面时,可采用省略注法,但必须在标题附近说明这些省略代号的意义∙8零件上重复素(孔,槽,齿等)的表面只标注其中一个。