塑料件产品外观零件标准色板登记一览表
- 格式:xls
- 大小:200.50 KB
- 文档页数:8

塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。

色板、色卡对照表(喷塑_烤漆)国际标准RAL工业色卡对照表RAL工业国际标准色卡对照表ral 1000 ral 1001 ral 1002 ral 1003 ral 1004 ral 1005 ral 1006 ral 1007 ral 1011 ral 1012 ral 1013 ral 1014 ral 1015 ral 1016 ral 1017 ral 1018 ral 1019 ral 1020 ral 1021 ral 1023 ral 1024 ral 1027 ral 1028 ral 1032 ral 1033 ral 1034 ral 2000 ral 2001 ral 2002 ral 2003 ral 2004 ral 2008 ral 2009 ral 2010 ral 2011 ral 2012 ral 3000 ral 3001 ral 3002 ral 3003 ral 3004 ral 3005 ral 3007 ral 3009 ral 3011 ral 3012 ral 3013 ral 3014 ral 3015 ral 3016 ral 3017 ral 3018 ral 3020 ral 3022 ral 3027 ral 3031 ral 4001 ral 4002 ral 4003 ral 4004 ral 4005 ral 4006 ral 4007 ral 4008 ral 4009 ral 5000 ral 5001 ral 5002 ral 5003 ral 5004 ral 5005 ral 5007ral 5008 ral 5009 ral 5010 ral 5011 ral 5012 ral 5013 ral 5014 ral 5015 ral 5017 ral 5018 ral 5019 ral 5020 ral 5021 ral 5022 ral 5023 ral 5024 ral 6000 ral 6001 ral 6002 ral 6003 ral 6004 ral 6005 ral 6006 ral 6007 ral 6008 ral 6009 ral 6010 ral 6011 ral 6012 ral 6013 ral 6014 ral 6015 ral 6016 ral 6017 ral 6018 ral 6019 ral 6020 ral 6021 ral 6022 ral 6024 ral 6025 ral 6026 ral 6027 ral 6028 ral 6029 ral 6032 ral 6033 ral 6034 ral 7000 ral 7001 ral 7001 ral 7002 ral 7003 ral 7004 ral 7005 ral 7006 ral 7008 ral 7009 ral 7010 ral 7011 ral 7012 ral 7013 ral 7015 ral 7016 ral 7021 ral 7022 ral 7023 ral 7024 ral 7026 ral 7030 ral 7031 ral 7032 ral 7033 ral 7034 ral 7035 ral 7036 ral 7037 ral 7038 ral 7039 ral 7040 ral 7042 ral 7043 ral 7044 ral 8000 ral 8001 ral 8002 ral 8003 ral 8004ral 8007 ral 8008 ral 8011 ral 8012 ral 8014 ral 8015 ral 8016 ral 8017ral 8019 ral 8022 ral 8023 ral 8024 ral 8025 ral 8028 ral 9001 ral 9002ral 9003 ral 9004 ral 9005 ral 9010 ral 9011 ral9016 ral 9017 ral 9018产品简介:4位数字式RAL色卡70年来一直是选择颜色的标准。

名称: 塑胶件外观检验标准图号:DK006.002德卡科技有限公司检验标准名称:塑胶件外观检验标准图号:DK006.002拟制:审核:标准化:IQC会签:批准:一、目的:1.1为规范塑料外观检验标准,确保经IQC检验之部品符合产品质量要求。
二、职责2.1本标准必须经由培训合格之检验人员执行2.2检验中如有疑问及争执,须由MQE主管协调处理。
2.3若出现本标准中未涉及的项目,应立即通知MQE工程师修改或解释本标准。
三、参考文件3.1 GSM FQA外观检验标准3.2 DBTEL电池板外观检验标准3.3客户要求的相关文件四、缺陷定义4.1 点(含杂质):具有点的形状,测量时以其最大直径为其尺寸4.2 毛边:在塑料零件的边缘或结合线处线性凸起(通常为成型不良所致)4.3 银丝:在成型中形成的气体使塑料零件表面退色(通常为白色)。
这些气体大多为树脂内的湿气,某些树脂易吸收湿气,因此制造前应加入一道干燥工序4.4气泡:塑料内部的隔离区使其表面产生圆形的突起4.5变形:制造中内应力差异或冷却不良引起的塑料零件变形4.6顶白:成品被顶出模具所造成之泛白及变形﹐通常发生在顶出稍的另一端(母模面)4.7缺料:由于模具的损坏或其它原因﹐造成成品有射不饱和缺料情形.4.8断印:印刷中由于杂质或其它原因造成印刷字体中的白点等情况。
4.9漏印:印刷内容缺划或缺角或字体断印缺陷大于0.3mm,也被认为有漏印。
4.10色差:指实际部品颜色与承认样品颜色或色号比对超出允收值。
4.11同色点: 指颜色与部品颜色相接近的点;反之为异色点。
4.12流水纹:由于成形的原因﹐在浇口处留下的热溶塑料流动的条纹4.13熔接痕:由于两条或更多的熔融的塑料流汇聚,而形成在零件表面的线性痕迹4.14装配缝隙:除了设计时规定的缝隙外,由两部组件装配造成的缝隙4.15细碎划伤:无深度的表面擦伤或痕迹(通常为手工操作时造成)4.16硬划伤:硬物或锐器造成零件表面的深度线性伤痕(通常为手工操作时造成)4.17凹痕缩水:零件表面出现凹陷的痕迹或尺寸小于设计尺寸(通常为成型不良所致)4.18颜色分离:塑料生产中,流动区出现的条状或点状色痕(通常由于加入再生材料引起)4.19不可见:指瑕疵直径<0.03mm为不可见,LENS透明区除外(依每部品材料所订定之检测距离)4.20碰伤:产品表面或边缘遭硬物撞击而产生的痕迹4.21油斑:附着在对象表面的油性液体4.22漏喷:应喷漆之产品表面部份因异常原因而导致油漆没有喷到露出底材之现象4.23修边不良:产品边缘处因人工修边而产生缺口等不规则形状4.24毛屑:分布在喷漆件表面的线型杂质。
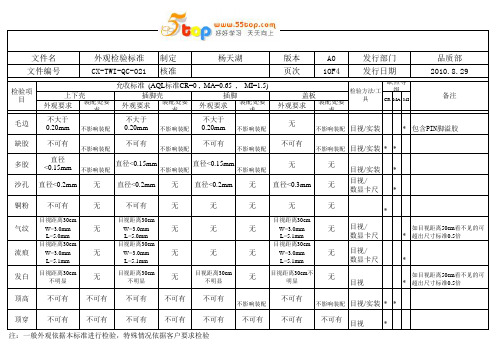
制定版本A0品质部核准页次1OF42010.8.29外观要求装配处要求外观要求装配处要求外观要求装配处要求外观要求装配处要求毛边不大于0.20mm 不影响装配不大于0.20mm不影响装配不大于0.20mm不影响装配无不影响装配目视/实装*包含PIN脚溢胶缺胶不可有不影响装配不可有不影响装配不可有不影响装配不可有不影响装配目视/实装**多胶直径<0.15mm 不影响装配直径<0.15mm 不影响装配直径<0.15mm 不影响装配无无目视/实装*沙孔直径<0.2mm 无直径<0.2mm 无直径<0.2mm无直径<0.3mm无目视/数显卡尺*铜粉不可有无不可有无无无无无*气纹目视距离30cm W<3.0mm L<5.0mm 无目视距离30cm W<3.0mm L<5.0mm 无无无目视距离30cm W<3.0mm L<5.1mm 无目视/数显卡尺*如目视距离50cm 看不见的可超出尺寸标准0.5倍流痕目视距离30cm W<3.0mm L<5.1mm 无目视距离30cm W<3.0mm L<5.1mm 无无无目视距离30cm W<3.0mm L<5.1mm 无目视/数显卡尺*发白目视距离30cm不明显无目视距离30cm不明显无目视距离30cm不明显无目视距离30cm不明显无目视*如目视距离50cm 看不见的可超出尺寸标准0.5倍顶高不可有不可有不可有不可有不可有不影响装配不可有不影响装配目视/实装**顶穿不可有不可有不可有不可有不可有不可有不可有不可有目视*检验项目允收标准 (AQL 标准CR=0 , MA=0.65 , MI=1.5)备注CR 缺点等级MA MI上下壳插脚壳插脚盖板检验方法/工具注:一般外观依据本标准进行检验,特殊情况依据客户要求检验文件名文件编号发行部门发行日期杨天湖外观检验标准CX-TWI-QC-021注:一般外观依据本标准进行检验,特殊情况依据客户要求检验注:一般外观依据本标准进行检验,特殊情况依据客户要求检验注:一般外观依据本标准进行检验,特殊情况依据客户要求检验更多免费资料下载请进:。


塑料外观检验标准一、目的:1。
1为规范塑料外观检验标准,确保经IQC检验之部品符合产品质量要求。
二、职责2.1本标准必须经由培训合格之检验人员执行2。
2检验中如有疑问及争执,须由MQE主管协调处理。
2。
3若出现本标准中未涉及的项目,应立即通知MQE工程师修改或解释本标准.三、参考文件3。
1 GSM FQA外观检验标准3。
2 DBTEL电池板外观检验标准3.3客户要求的相关文件四、缺陷定义4.1 点(含杂质):具有点的形状,测量时以其最大直径为其尺寸4.2 毛边:在塑料零件的边缘或结合线处线性凸起(通常为成型不良所致)4.3 银丝:在成型中形成的气体使塑料零件表面退色(通常为白色)。
这些气体大多为树脂内的湿气,某些树脂易吸收湿气,因此制造前应加入一道干燥工序4。
4气泡:塑料内部的隔离区使其表面产生圆形的突起4。
5变形: 制造中内应力差异或冷却不良引起的塑料零件变形4.6顶白: 成品被顶出模具所造成之泛白及变形﹐通常发生在顶出稍的另一端(母模面)4.7缺料:由于模具的损坏或其它原因﹐造成成品有射不饱和缺料情形.4。
8断印: 印刷中由于杂质或其它原因造成印刷字体中的白点等情况。
4.9漏印:印刷内容缺划或缺角或字体断印缺陷大于0.3mm,也被认为有漏印。
4。
10色差:指实际部品颜色与承认样品颜色或色号比对超出允收值.4.11同色点: 指颜色与部品颜色相接近的点;反之为异色点。
4.12流水纹:由于成形的原因﹐在浇口处留下的热溶塑料流动的条纹4。
13熔接痕:由于两条或更多的熔融的塑料流汇聚,而形成在零件表面的线性痕迹4。
14装配缝隙:除了设计时规定的缝隙外,由两部组件装配造成的缝隙4。
15细碎划伤:无深度的表面擦伤或痕迹(通常为手工操作时造成)4。
16硬划伤:硬物或锐器造成零件表面的深度线性伤痕(通常为手工操作时造成)4。
17凹痕缩水: 零件表面出现凹陷的痕迹或尺寸小于设计尺寸(通常为成型不良所致)4.18颜色分离:塑料生产中,流动区出现的条状或点状色痕(通常由于加入再生材料引起)4。
1目的定义塑料类制品质量标准,为检验员提供塑料类制品检验与判定的参考依据,同时是对塑料类制品供应商质量要求认知的准则。
2适用范围适用于我司所有产品。
3 职责由品管部负责制定、实施并维护,本规范的解释权归品管部。
4 定义4.1缺陷:影响产品的安全性能,或产品实用性能不能达到所期望的目标,或显著的降低其使用性质,或不影响产品的实用性但影响产品外观的缺点。
4.2塑料制品外观缺陷4.2.1缺胶---射胶量不足,制件缺料或不饱满。
4.2.2披锋---分模面溢出的多余塑料。
4.2.3缩水---材料冷却收缩造成的表面凹陷。
4.2.4凹痕---制件受挤压、碰撞引起的表面凹陷。
4.2.5凸起---制件受挤压、碰撞引起的表面隆起。
4.2.6融接痕/结合线---塑料分支流动重新结合的发状细线。
4.2.7合模线/模印---挤压塑料在端面所形成的突出线条。
4.2.8水纹---射胶时留在制件表面的条纹。
4.2.9拖伤---开模时分模面或皮纹拖拉制件表面造成的划痕。
4.2.10浅划痕---手指甲触摸无凹凸感。
4.2.11深划痕---手指甲触摸有凹凸感。
4.2.12变形---制件出现弯曲、扭曲、拉伸现象。
4.2.13顶白---颜色泛白,常出现在模具顶针顶出位置。
4.2.14斑点---与周围颜色有差异的点状缺陷。
4.2.15油污---脱模剂、顶针油、防锈油造成的污染。
4.2.16烧焦---塑料燃烧变质,通常颜色发黄,严重时炭化发黑。
4.2.17断裂---局部材料分离本体。
4.2.18开裂---制件本体可见的裂纹。
4.2.19气泡---透明制品内部形成的中空。
4.2.20色差---实际颜色与标准颜色的差异。
4.2.21修饰不良---修除制件毛边、披锋时过切或未修除干净。
4.2.22雾状---透明塑料表面上的模糊、不清晰、不光亮的现象。
4.3喷油与电镀涂层外观缺陷:4.3.1浅划痕---目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
文件控制印章副本发放部门☐营业部☑品证部☑装配☐项管☐行政部☐财务报关☑采购部☑注塑部☑清洁胶☑货仓☐厂机部□SMD☑PMC ☑工程部☑喷油丝印☐工模部☐电脑课☑IMDPATH:G:\DOCCON\TS16949工作指引\KS-QMD-002.DOC如此印章并非蓝色,代表此文件并非合法之版本,并不会受到控制及更新,请使用受控制之文件。
一、目的:明确注塑品一般外判定基准,使作业及检验有据可依。
二、范围:适用于公司所有注塑品的外观判定(若客户有要求时按客户特别要求执行)。
三、内容3.1注塑品常见的外观缺陷:混色、白化、黑点、缺胶、溢胶、缩水、夹水纹、银纹、气纹、伤、油污、表面积灰等;3.2金属部件一般外观判定标准;3.3喷油、丝印、移印、烫印一般外观判定标准;3.4组装件一般外观判定要求及标准;3.5其它类产品一般外观判定要求及标准。
3.6手柄类(BOSCH)外观判定标准3.7工具箱类(BOSCH)外观判定标准3.8 汽车内饰件外观检验标准四、定义:无五、程序内容:常见缺陷及一般外观判定基准5.1注塑产品通用检查标准见附表(1)5.2 金属部件的一般判定基准:5.2.1 金属表面不能有油污,不可有异物附着,用手、目、白抹布及胶纸确认。
5.2.2 金属件生锈断面一般只要少于全周的三分之一可以接受,对螺纹孔生锈只要内径、外径、有效径三项合格可以接收.但部品表面生锈,涂层及表面处理层脱落均不可。
5.2.3 金属部品变形不可,加工中遗漏不可,断裂不可,螺纹倾斜1°内可接受.5.2.4 金属部品如客户有特别要求,则必须按客户要求执行。
5.2.5 关于五金件和处理保管有其特殊要求,具体可参考祥工016:五金件处理标准。
5.2.6 金属表面若有酒精无法抹去之异色,对内装件可接受。
5.3 喷油、丝印、移印、烫印的一般具体测试及要求可参考<祥品003>的“3A”5.3.1 质检员检查,喷油、丝印、移印、烫印后易显现注塑缺陷。
塑件外观检验标准1.目的及适及范围:本检验规范为了进一步提高塑料制品的质量,在产品生产及出厂时能严格把关,制定出适应本公司的塑料件及二次加工电镀/喷涂塑料件检验标准,为外观检验提供科学、客观的方法。
对某些无法用定量表明的缺陷,用供需双方制订的检验标准和封样的办法加以解决。
2.参照文件本检验规范参照《检验卡片》3.内容:3.1术语:1)黑点:与本身颜色不同的杂点或混入树脂中的杂点暴露在表面上。
2)气丝:由于种种原因,气体在产品表面留下的痕迹与底面颜色不同并发亮,带有流动样。
3)收缩:由于材料收缩,使产品局部整体表面下陷。
4)熔接痕:产品在成型过程中,二股以上的融熔料相汇合的接线,目视及手感都有感觉。
5)缺注:产品某个部位不饱满。
6)顶白:由于内应力,在产品表面产生与本色不同的白色痕迹。
7)飞边:(毛刺)由于种种原因,产品非结构部分产生多余的料8)多料:模具顶针断,模具缺引起制品存在多余的部分.9)断裂:塑料理局部断开后的缺陷。
10)拉毛:因摩擦而产生的细皮,附在塑料表面的现象。
11)油丝:油痕、油污,加种种原因(包括脱模式剂)在产品表面留下的痕迹,使该部位发光并带有流动样。
12)变形:因模具顶针及光面问题导致开模后产品出现畸形.13)杂物:涂膜表面因杂点,毛尘引起凹凸点。
14)垂流:涂层后由于局部喷漆量过大,产生下垂形成条状物。
15)皱皮:由于涂膜/镀层的流平性不良,涂层处产生的皱褶。
16)针孔:由于喷涂产生的气泡破裂,产生的小孔。
露底:该喷(镀)没喷(镀)的部位称露底。
18)划伤:员工操作或搬运引起制品引起19)泛白:涂膜表面呈气雾状。
3.2自制件分类说明:3.2 .1塑料件一类: 高精度高要求的外观塑料件及透明制品;二类: 需电镀/喷涂的塑料件(公司内检验用)3.2.2二次加工件(喷涂/电镀)一类: 喷涂制件二类:电镀制件3.3检验方法3.3.1外观缺陷的检验方法及要求:视力:具有正常视力1.0---1.2视力和色感照度:正常日光灯,室内无日光时用40W日光灯或60W普通灯泡的照度为标准。