数控加工仿真中铣刀数据库的建立
- 格式:pdf
- 大小:328.23 KB
- 文档页数:5
YHCNC-FANUC仿真软件操作说明书前言南京宇航自动化技术研究所是以南京东南大学、南京航空航天大学作为技术依托,一直致力于计算机辅助设计与制造技术(CAD/CAM)、数控技术(CNC)与网络集成技术的研究、开发、推广和应用,拥有一支强大的、经验丰富的技术支持和服务队伍,也是江苏省高校金工教学主要承建单位。
南京宇航自动化技术研究所开发FANUC、SIEMENS系统数控车、数控铣及加工中心模拟仿真教学软件,是结合机床厂家实际加工制造经验与高校(含职业技术学院、中等专业学校、技工学校和职业学校)教学训练一体所开发的。
通过该软件可以使学生达到实物操作训练的目的,又可大大减少昂贵的设备投入。
该软件具有FANUC、SIEMENS系统功能,学生通过在PC机上操作该软件,能在很短时间内就能操作FANUC、SIEMENS系统数控车、数控铣及加工中心,可手动或CAD/CAM编程和加工,教师通过网络教学,监看窗口滚动控制,可随时获得学生信息。
该软件兼容性广,可和国内数控设备配套教学使用。
南京宇航自动化技术研究所2004年5月目录第一章YHCNC概述 (5)1.1 YHCNC虚拟CNC (5)1.2 YHCNC的安装 (6)1.2.1 安装环境 (6)1.2.2 软件安装 (6)1.2.3 在安装期间生成的重要文件 (12)1.3 YHCNC的功能 (12)1.3.1 控制器 (12)1.3.2 功能介绍 (15)第二章YHCNC 操作 (16)2.1 执行和退出 (16)2.1.1 执行 (16)2.1.2 退出 (17)2.2 基本操作 (17)2.2.1 工具条和菜单的配置 (17)2.2.2 文件管理菜单 (18)第三章FANUC 0D 操作...............................................................................错误!未定义书签。
数控机床仿真实验报告班级:姓名:学号:指导老师:实验日期:实验一数控车床操作加工仿真实验一、实验目的(1)掌握手工编程的步骤;(2)掌握数控加工仿真系统的操作流程。
二、实验内容(1)了解数控仿真软件的应用背景;(2)掌握手工编程的步骤;(3)掌握SEMENS 802seT数控加工仿真操作流程。
三、实验设备(1)图形工作站;(2)南京宇航数控加工仿真软件四、实验操作步骤1、实验试件试件的形状、尺寸如图1-1所示。
2、工序卡片根据零件材料、加工精度、工艺路线、刀具参数表与切削用量等内容,确定加工工序卡,如表1-2所列。
表1-2数控车削加工工序卡单位名称产品名称零件名称零件图号数控车削实验件零件 1 1工序号程序编号夹具名称使用设备工作地点001 三爪卡盘数控车铣综合实验台CAD/CAM(2)工步工步内容刀具号刀具规格主轴转速(r/min)进给速度(mm/min) 背吃刀量(mm)备注1 对刀01—03 所有刀具800 手动手动2 毛坯粗加工01 外圆车刀800 240 2、5 刀宽253 精加工外圆01 外圆车刀800 180 1、2 刀宽254 切槽02 割刀800 180 2、5 刀宽255 加工螺纹03 螺纹刀800 180 1 刀宽156 割断02 割刀800 180 2、5 刀宽25 3程序如下:ZKHX、MPFM3 S1000 T01 D01Z120、X120、_CNAME="L05"R105=1、R106=1、2 R108=5、R109=7、R110=1、5 R111=0、3 R112=0、1LCYC95R105=5、R106=0、LCYC95G0 X40、Z-35、G05 Z-75、X40、IX=26、53 KZ=-55、G0 G90 X120、Z120、T02 D01G0 X45、Z-35、G01 X30、F0、2G0 X100、Z100、T03D01R100=40 R101=0 R102=40 R103=-30R104=2 R105=1 R106=0、5R109=1 R110=5 R111=3R112=0 R113=3 R114=1LCYC97M05M24子程序:L05、SPFG90 G0 X40、Z0、G01 Z-85、X60、Z-105、X100、Z-165、M024 数控加工仿真系统中的操作步骤5 打开操作界面,返回机床坐标原点,选择合适尺寸的工件,选择刀具并添加到相应的刀具号,然后对刀,添加程序,最后开始仿真加工。

数控铣削(加工中心)编程概述加工中心是具有刀库,能够自动换刀的镗铣类机床。
加工中心除自动换刀之外与数控铣床基本一致。
一、数控铣床(加工中心)的加工特点加工中心是一种工艺围较广的数控加工机床,能实现三轴或三轴以上的联动控制,进行铣削(平面、轮廓、三维复杂型面)、镗削、钻削和螺纹加工。
加工中心特别适合于箱体类零件和孔系的加工。
加工中心特别适合单件、中小批量的生产,其加工对象主要是形状复杂、、工序较多、精度要求高,一般机床难以加工或需使用多种类型的通用机床、刀具和夹具,经多次装夹和调整才能完成加工的零件。
二、数控铣床(加工中心)的编程特点1.数控铣床(加工中心)可用绝对值编程或增量值(相对坐标)编程,分别用G90/G91指定。
2.手工编程只能用于简单编程,对复杂的编程广泛采用自动编程。
三、数控铣床(加工中心)的选择加工中心分立式、卧式和复合;三轴或多轴。
最常见的是三轴立式加工中心。
立式加工中心的主轴垂直于工作台,主要适用于加工板材类、壳体类零件,形状复杂的平面或立体零件、以及模具的、外型腔等,应用围广泛。
卧式加工中心的主轴轴线与工作台台面平行,它的工作台大多为由伺服电动机控制的数控回转台,在工件一次装夹中,通过工作台旋转可实现多个加工面的加工,适用于加工箱体、泵体、壳体等零件加工。
复合加工中心主要是指在一台加工中心上有立、卧两个主轴或主轴可90°改变角度,因而可在工件一次装夹中实现五个面的加工。
四、数控铣床(加工中心)刀具加工中心对刀具的基本要:✓良好的切削性能能承受高速切削和强力切削并且性能稳定;✓较高的精度刀具的精度指刀具的形状精度和刀具与装卡装置的位置精度;✓配备完善的工具系统满足多刀连续加工的要求。
加工中心的刀具主要有:立铣刀、面铣刀、球头刀、环形刀(牛鼻刀)、钻头、镗刀等。
面铣刀常用于端铣较大的平面;立铣刀的端刃切削效果差,不能作轴向进给;球头刀常用于精加工曲面,刀具半径需要小于凹曲面半径。


数控编程与CAM课程设计课题名称:数控铣加工工艺设计及其数控加工与仿真专业:班级:姓名:指导老师:数控铣加工工艺设计及其数控加工与仿真一、课题任务:根据如下零件图,设计其数控加工工艺、编制数控加工程序,并在仿真软件上完成该零件的加工,写出必要的仿真加工步骤。
材料:铝合金日期签字零件编号B06制图审核练习项目数控铣加工工艺设计及其数控加工与仿真标准培训单位比例 1 材料:铝合金浙江工业大学浙西分校数量 1 重量学号图号二、零件加工工艺分析:(1)零件几何特点该零件由平面、轮廓、槽组成,其几何形状为平面二维图形,零件的外轮廓为长方形,型腔尺寸精度按图所示加工未注明按0.01加工,表面粗糙度未注明,需采用粗、精加工。
注意位置度要求。
(2)加工工序毛坯为190×125×30板材,工件材料为铝合金,外形已加工,根据零件图样要求其加工工序为:1).铣外轮廓时,刀具沿零件轮廓切向切入,切向切入可以是直线切向切入,也可以是圆弧切向切入;在铣削凹槽一类的封闭轮廓时,其切入和切出不允许有外延,铣刀要沿零件轮廓的法线切入和切出。
2).确定切削用量:刀具直径20 (铣外型)3).各工序刀具及切削参数选择2、加工过程确定工件坐标系和对刀点在XOY平面内确定以O点为工件原点,Z方向以工件上表面为原点,建立工件坐标系。
3、加工过程1 建立工件坐标系以对称中心O为X、Y轴坐标原点。
2 粗加工外型用三刃立铣刀铣削如图所示阴影部分,铣削深度8mm3 粗加工外型用三刃立铣刀铣削如图所示阴影部分,铣削深度8mm4 精加工外型精加工图中粗线标注的轮廓三、程序编写与说明采用FANUC—0I系统编写为:% 文字说明O1000N010 G90G54G80G40G49T01; 设定绝对坐标,建立第一工件坐标系,钻空固定循环取消,刀具半径补偿取消,刀具长度补偿取消,换一号刀N020 G00G43H01Z100.0; 刀具换刀点N021 Z10.0;四、虚拟机床操作及零件的仿真加工1.机床操作及工件毛坯的虚拟设定及夹装1).首先单击,打开程序中数控加工仿真系统下的加密锁管理程序在桌面右下脚显示后,再次打开程序下的数控加工仿真系统,单击进入系统操作界面。
数控仿真-数控铣床编程与加⼯全过程数控铣床编程与加⼯第⼀章数控铣床编程与加⼯熟悉数控铣操作⾯板⼀、进⼊系统打开“开始”菜单。
在“程序/数控加⼯仿真系统/”中选择“数控加⼯仿真系统(FANUC)”点击,进⼊。
1.1 软件操作介绍1.1.1 选择机床如图1-1-1-1点击菜单“机床/选择机床…”,在选择机床对话框中控制系统选择FANUC,机床类型选择铣床并按确定按钮,此时界⾯如图1-1-1-2所⽰。
1.1.2机床回零在操作⾯板的旋钮位置点击⿏标左键,再点击按钮,再点击按钮,点击三个轴中分别点击,此时X、Y、Z三个轴将分别回零,相应操作⾯板上X、Y、Z轴的指⽰灯亮,同时CRT屏幕上的X、Y、Z坐标发⽣变化;此时CRT和操作⾯板上的指⽰灯如图1-1-2-1所⽰,同时机床的变化如图1-1-2-2所⽰。
图1-1-1-1图1-1-1-2图1-1-2-1 CRT 界⾯ 1.1.3 安装零件点击菜单“零件/定义⽑坯…”,在定义⽑坯对话框(如图2-1-3-1)中可改写零件尺⼨⾼和直径,按确定按钮。
点击菜单“零件/放置零件…”,在选择零件对话框(如图1-1-3-2)中,选取名称为“⽑坯1”的零件,并按确定按钮,界⾯上出现控制零件移动的⾯板,可以⽤其移动零件,此时点击⾯板上的退出按钮,关闭该⾯板,此时机床如图1-1-3-3 所⽰,零件已放置在机床⼯作台⾯上。
图1-1-3-1 图 1-1-3-2图1-1-2-2图 1-1-3-3 移动零件⾯板及机床上的零件1.1.4 输⼊NC 程序点击菜单“视图/控制⾯板切换”,打开FANUC 系统的MDI 键盘,此时界⾯如图1-1-4-1所⽰。
图1-1-4-1 点击编辑状态上的键,CRT 如图2-1-4-3所⽰;在通过状态⼀次输⼊O0001,再点击键,即可输⼊预先编辑好的数控程序,此时CRT 如图1-1-4-2所⽰。
图1-1-4-2 输⼊数控程序前后的CRT 界⾯如何通过MDI 键盘编辑和输出数控程序,在后⾯数控程序编辑介绍。
数控加工仿真系统FANUC0I选择机床如图2-1-1点击菜单“机床/选择机床…”,在选择机床对话框中,控制系统选择FANUC,机床类型选择立式铣床,按确定按钮,此时界面如图2-1-2所示;图2-1-1图2-1-2机床回零点击启动按钮,此时机床电机和伺服控制的指示灯变亮;检查急停按钮是否松开至状态,若未松开,点击急停按钮,将其松开;检查操作面板上回原点指示灯是否亮,若指示灯亮,则已进入回原点模式;若指示灯不亮,则点击按钮,转入回原点模式;在回原点模式下,先将X轴回原点,点击操作面板上的按钮,使X轴方向移动指示灯变亮,点击,此时X轴将回原点,X轴回原点灯变亮,CRT上的X坐标变为“”;同样,再分别点击Y轴,Z轴方向移动按钮,,使指示灯变亮,点击,此时Y轴,Z轴将回原点,Y轴,Z轴回原点灯变亮,;此时CRT界面如图2-2-1所示;图2-2-1安装零件点击菜单“零件/定义毛坯…”,在定义毛坯对话框如图2-3-1中将零件尺寸改为高14mm、长和宽240mm,名字为缺省值“毛坯1”,并按确定按钮;点击菜单“零件/安装夹具…”,在选择夹具对话框如图2-3-2中,选择零件栏中选取“毛坯1”,选择夹具栏中选取“工艺板”,夹具尺寸用缺省值,并按确定按钮;图2-3-1 图2-3-2点击菜单“零件/放置零件…”,在选择零件对话框如图2-3-3中,选取类型为“选择毛坯”,选取名称为“毛坯1”的零件,并按确定按钮,界面上出现控制零件移动的面板,可以用其移动零件,此时点击面板上的退出按钮,关闭该面板,此时机床如图2-3-4所示,零件已放置在机床工作台面上;图2-3-3图2-3-4点击菜单“零件/安装压板”,在选择压板对话框中,点击左边的图案,选取安装四块压板,压板尺寸用缺省值,点击确定按钮,此时机床台面上的零件已安装好压板,如图2-3-5所示;图2-3-5导入NC程序点击操作面板上的编辑,编辑状态指示灯变亮,此时已进入编辑状态;点击MDI键盘上的,CRT界面转入编辑页面;再按软键“操作”,再出现的下级子菜单中按软键,可见软键“F检索”,按此软键,在弹出的对话框中选择所需的NC程序,如图1-4-1所示;按“打开”确认;在同一菜单级中,按软键“读入”,点击MDI键盘上的数字/字母键,输入“O01”,按软键“执行”,则数控程序显示在CRT界面上;图1-4-1注:软键在CRT界面下方,与CRT界面上的提示相对应;如图2-4-2图2-4-2检查运行轨迹NC程序导入后,可检查运行轨迹;点击操作面板上的自动运行按钮,使其指示灯变亮,转入自动加工模式,点击MDI键盘上的按钮,选定的数控程序显示在CRT界面上;点击按钮,进入检查运行轨迹模式,点击操作面板上的循环启动按钮,即可观察数控程序的运行轨迹,此时也可通过“视图”菜单中的动态旋转、动态放缩、动态平移等方式对三维运行轨迹进行全方位的动态观察, 运行轨迹如图2-5-1所示;图2-5-1图中红线代表刀具快速移动的轨迹,绿线代表刀具切削的轨迹;装刀具对刀对刀运行轨迹正确,表明输入的程序基本正确,此数控程序以零件上表面中心点为原点,下面将说明如何通过对基准来建立工件坐标系与机床坐标系的关系;点击菜单“机床/基准工具…”,在基准工具对话框中选取左边的刚性圆柱基准工具,其直径为14mm,如图2-6-1;点击操作面板上的手动按钮,使其指示灯变亮,,机床转入手动加工状态,利用操作面板上的,,按钮和,按钮,将机床移到如图2-6-2的大致位置图2-6-1 图2-6-2点击菜单“塞尺检查/1mm”,首先对X轴方向的基准,将基准工具移动到如图2-6-3所示的位置,点击操作面板上的手动脉冲按钮或,使手动脉冲指示灯变亮,,采用手动脉冲方式精确移动机床,点击显示手轮,将手轮对应轴旋钮置于X档,调节手轮进给速度旋钮,在手轮上点击鼠标左键或右键精确移动零件;使得提示信息对话框显示“塞尺检查的结果:合适”,记下此时CRT中的X坐标,此为基准工具中心的X 坐标,记为X1,为;点击操作面板上的手动按钮,使其指示灯变亮,,机床转入手动加工状态,点击和按钮,将Z轴提起,点击和,将基准工具移到工件的另一边,重复上面的步骤,记下此时CRT中的X的坐标,记为X2,为,故工件中心的X坐标为X1+X2/2== ,同样操作可得到工件中心的Y坐标为;图2-6-3X,Y方向基准对好后,点击菜单“塞尺检查/收回塞尺”收回塞尺,点击操作面板上的手动按钮,使其指示灯变亮,,机床转入手动加工状态,点击和按钮,将Z轴提起,再点击菜单“机床/拆除工具”拆除基准工具,点击菜单“机床/选择刀具”在“选择铣刀”对话框中根据加工方式选择所需的直径为8mm的平底刀,确定后退出;如图2-6-4所示;装好刀具后,将机床移到大致位置类似地进行塞尺检查,得到工件上表面的Z坐标值,记为Z1,为,得到工件中心的Z坐标为Z1-塞尺厚度;得到工件中心的Z坐标,记为Z,为;此时得到的X,Y,Z即-500,-415,-404为工件坐标系原点在机床坐标系中的坐标值;图2-6-4设置参数确定工件与机床坐标系的关系有两种方法,一种是通过G54-G59设定,另一种是通过G92设定;此处采用的是G54方法:将对刀得到的工件原点在机床坐标系上的坐标数据X,Y,Z,即-500,-415,-404,输入自动坐标系G54,确定机床开始自动加工时的位置;刀具补偿参数默认为0;输入G54工件坐标原点在MDI键盘上点击键三次,进入坐标系参数设定界面,按软键“操作”,点击MDI键盘上的数字/字母键,输入“01”,按软键“NO检索”,光标停留在G54坐标参数设定区域,先设X的坐标值,利用MDI键盘输入“”,按软键“输入”,则G54中X的坐标值变为;用方位键,将光标移至Y的位置,同样输入“”,按软键“输入”,再将光标移至Z的位置,同样输入“”,按软键“输入”,即完成了G54参数的设定;此时CRT界面如图2-7-1所示图2-7-1输入刀尖半径补偿参数在起始界面下,点击MDI界面上的键,进入补正参数设定界面,利用方位键将光标移到对应刀具的“形状D”栏,点击MDI键盘上的数字/字母键,输入“”按软键“输入”,把输入域中间的补偿值输入到所指定的位置;如图2-7-2所示,此时已将选择刀具时设定的刀尖半径输入;刀尖半径可在选择铣刀的界面的下方读出刀尖直径除以2得到;图2-7-2自动加工完成对刀,设置刀具补偿参数,导入数控程序后,就可以开始自动加工了;先将机床回零;点击操作面板上的自动运行按钮,使其指示灯亮,,点击循环启动按钮,就可以自动加工了;加工完毕出现如图2-8-1的结果;图2-8-1附录一铣床附录二FANUC0I数控指令格式数控程序是若干个程序段的集合;每个程序段独占一行;每个程序段由若干个字组成,每个字由地址和跟随其后的数字组成;地址是一个英文字母;一个程序段中各个字的位置没有限制,但是,长期以来以下排列方式已经成为大家都认可的方式:1 行号:Nxxxx 程序的行号,可以不要,但是有行号,在编辑时会方便些;行号可以不连续;行号最大为9999,超过后从再从1开始;选择跳过符号“/”,只能置于一程序的起始位置,如果有这个符号,并且机床操作面板上“选择跳过”打开,本条程序不执行;这个符号多用在调试程序,如在开冷却液的程序前加上这个符号,在调试程序时可以使这条程序无效,而正式加工时使其有效;2 准备功能:地址“G”和数字组成的字表示准备功能,也称之为G功能;G功能根据其功能分为若干个组,在同一条程序段中,如果出现多个同组的G功能,那么取最后一个有效;G功能分为模态与非模态两类;一个模态G功能被指令后,直到同组的另一个G功能被指令才无效;而非模态的G功能仅在其被指令的程序段中有效;例:……N10 G01 X250. Y300.N11 G04 X100N12 G01 Z-120.N13 X380. Y400.……在这个例子的N12这条程序中出现了“G01”功能,由于这个功能是模态的,所以尽管在N13这条程序中没有“G01”,但是其作用还是存在的;本软件支持的G功能见表辅助功能:地址“M”和两位数字组成的字表示辅助功能,也称之为M功能;本软件支持的M功能见4 主轴转速地址S后跟四位数字;单位:转/分钟;格式:Sxxxx5 进给功能地址F后跟四位数字;单位:毫米/分钟格式:Fxxxx尺寸字地址:X,Y,Z,I,J,K,R数值范围:+毫米~-毫米6 G功能列表:填充色:FANUC系统没有使用;√:本软件已经提供;:FANUC0I系统有此功能,本软件尚未提供;7 G功能格式1FANUC0I数控铣床和加工中心2FANUC0I系统数控车床重要提示:本系统中车床采用直径编程;G20,G21,G40,G41,G42,G54-G59与FANUC数控铣相同,参考上一节;8 支持的M代码。
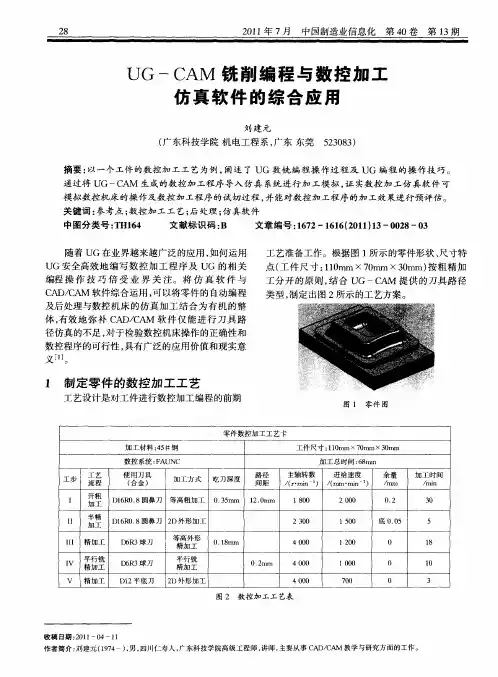
基于UG的五轴数控虚拟机床仿真技术王清,机械工程,2111302073摘要:多数五轴数控机床仿真系统,一般只提供二维的动画仿真,而且仿真系统的几何造型功能十分有限,零件和机床模型需要在其他CAD软件中进行建模,然后导入数控仿真系统。
由于文件格式的转化,零件的CAD模型将会产生误差,降低了仿真精度。
该文利用UG CAD/CAM软件造型功能建立五轴数控机床和零件模型,读取数控代码对机床各部件进行三维运动仿真,并对加工过程中机床运动部件之间的干涉及工件过切进行检查,为刀具轨迹的修改提供依据,同时免除了文件格式的转化产生的误差。
关键词:五轴;数控加工;机床仿真;UG NX;ISVTechnology of 5-axis Machining Simulation Based on UG Wang Qing, Mechanical Engineering, 2111302073Abstract: Most machine simulation systems virtually only provide 2D image today. And the modeling ability of those simulation systems of CAD softwareis also limited. So the workpiece should be modeled in other CAD software, then input the date to machine simulation systems. The accuracy will be reduced during the date exchange. In this paper, the machine tool and workpiece models are constructed by UG CAD/CAM software, while the NC programis used as input the date to perform the machine motion. During the simulation, overcut and collisions between the moving machine components can be checked. And the error of data exchange can be avoided.Keywords: 5-axis; NC machining; machining simulation; UG NX; ISV1 引言几十年来,人们普遍认为五轴数控加工技术是加工连续、平滑、复杂曲面的唯一手段。
基于VERICUT软件构建数控铣刀刀柄模型方法的探讨在VERICUT软件刀具管理器中,可通过三种方法来构建铣刀模型。
其中普通铣刀可使用铣刀向导功能进行构建;较复杂的刀柄可使用旋转面轮廓点输入法和输入DXF构建。
针对于特殊要求的专用刀具则可使用三维实体模型导入的方法,最终实现刀具安装高效又简便。
标签:VERICUT;数控铣刀;刀柄Abstract:In the tool manager of VERICUT software,there are three ways to build milling cutter model. The common milling cutter can be built using the milling cutter wizard function;the more complex tool shank can be built using the rotary contour point input method and input DXF. According to the special requirement,the special tool can be imported by three-dimensional solid model,and the installation of the tool is efficient and simple.Keywords:VERICUT;CNC milling cutter;tool shank在VERICUT软件刀具管理器中可根据具体应用场合定义不同的刀具类型,包括铣削刀具、车削刀具、探针、螺纹刀具、水切割刀具等5种类型。
在构建刀具时,主要包含刀具和刀柄两个部分。
其中,构建刀柄的主要目的是检测在切削时刀柄是否会与工件、夹具发生碰撞。
因此,整个刀具的构建数据越详细,最终的模拟结果就越接近真实的情况。
1 数控铣刀刀具的建立在VERICUT软件刀具库中建立一把刀具主要包括以下4个步骤:1.1 建立刀具根据实际的需要使用不同类型的刀具。