第三讲 定位基面与定位元件.
- 格式:ppt
- 大小:1.53 MB
- 文档页数:61
定位方法与定位元件定位方法与定位元件在工程设计和制造领域中起到非常重要的作用。
定位是确保机械零部件、设备或系统正确安装和组装的过程。
一个好的定位方法和定位元件能够提高生产效率,减少装配误差,提高产品质量。
下面将详细介绍定位方法与定位元件。
一、定位方法1.几何定位法:几何定位法是利用机械几何关系进行定位的方法。
常见的几何定位方法有:平面定位、四点定位、三点定位、二点定位等。
四点定位是最常用的一种几何定位方法,可以确保零部件在三个平面上的位置和方向。
在机械设计和制造中,通常使用直线或面的几何形状进行定位,例如棱形定位销、矩形定位销、平面定位销等。
2.相对定位法:相对定位法是根据零部件之间的相对位置进行定位的方法。
可以使用相对位置进行定位的零部件有:销轴与轴孔、销轴与轴承、螺纹和螺母等。
相对定位法通常采用夹紧或卡紧的方式,以确保零部件之间的相对位置不变。
3.量绝对位置定位法:量绝对位置定位法是利用测量仪器对零件或产品进行定位的方法。
常用的测量仪器有卡尺、游标卡尺、百分表、坐标测量机等。
通过测量仪器测量零部件的尺寸和位置,可以实现高精度的定位。
4.灵活定位法:灵活定位法是利用柔性零部件进行定位的方法。
柔性零部件通常是弹性元件或弹簧,可以在一定范围内进行弯曲、伸缩和扭转。
通过调整柔性零部件的形状,可以实现零部件的精确位置和方向。
5.模板定位法:模板定位法是使用特制的模板或夹具进行定位的方法。
模板定位法可以保证零部件的位置和方向都是精确的。
在大批量生产中,模板定位法可以提高生产效率和一致性。
6.力定位法:力定位法是利用力的作用进行零部件定位的方法。
常见的力定位法有气缸定位、液压定位、弹簧定位等。
通过施加力的方式,可以将零部件精确地定位到指定位置。
二、定位元件1.定位销:定位销是最常用的定位元件之一,它通过精确加工和配合,将零部件定位到指定位置。
定位销有多种形状,包括圆形、方形、矩形、棱形等。
2.定位套:定位套通常由金属材料制成,具有高强度和刚性。
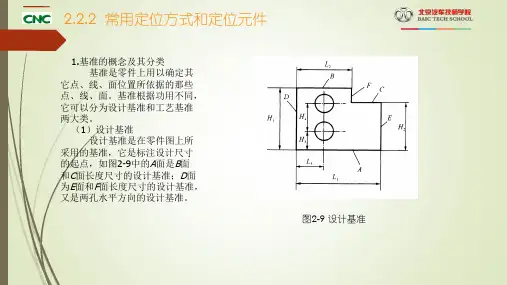
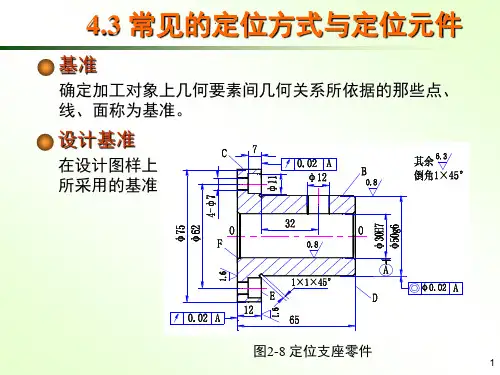
常见的定位方式及其定位元件二、常见的定位方式及其定位元件(一)工件以平面定位平面定位的主要形式是支承定位,工件的定位基准平面与定位元件表面相接触而实现定位。
常见的支承元件有下列几种:1.固定支承支承的高矮尺寸是固定的,使用时不能调整高度。
1)支承钉图5-6所示为用于平面定位的几种常用支承钉,它们利用顶面对工件进行定位。
其中图5-6a 为平顶支承钉,常用于精基准面的定位。
图5-6b 为圆顶支承钉,多用于粗基准面的定位。
图5-6c 为网纹顶支承钉,常用在要求较大摩擦力的侧面定位。
图5-6d 为带衬套支承钉,由于它便于拆卸和更换,一般用于批量大、磨损快、需要经常修理的场合。
支承钉限制一个自由度。
2)支承板支承板有较大的接触面积,工件定位稳固。
一般较大的精基准平面定位多用支承板作为定位元件。
图5-7是两种常用的支承板,图5-7a 为平板式支承板,结构简单、紧凑,但不易清除落入沉头螺孔中的切屑,一般用于侧面定位。
图5-7b 为斜槽式支承板,它在结构上做了改进,即在支承面上开两个斜槽为固定螺钉用,使清屑容易,适用于底面定位。
短支承板限制一个自由度,长支承板限制两个自由度。
支承钉、支承板的结构、尺寸均已标准化,设计时可查国家标准手册。
2.可调支承可调支承的顶端位置可以在一定的范围内调整。
图5-8为几种常用的可调支承典型结构,按要求高度调整好调整支承钉1后,用螺母2锁紧。
可调支承用于未加工过的平面定位,以调节补偿各批毛坯尺寸误差,一般不是对每个加工工件进行调整,而是一批工件毛坯调整一次。
3.自位支承又称浮动支承,在定位过程中,支承本身所处的位置随工件定位基准面的变化而自动调整并与之相适应。
图5-9是几种常见的自位支承结构,尽管每一个自位支承与工件间可能是二点或三点接触,但图5-6 几种常用支承钉图5-7 两种常用的支承板图5-8 几种常用的可调支承1—可调支承螺钉 2—螺母图5-9 几种常见的自位支承结构实质上仍然只起一个定位支承点的作用,只限制工件的一个自由度,常用于毛坯表面、断续表面、阶梯表面定位。
二、常见的定位方式及其定位元件(一)工件以平面定位平面定位的主要形式是支承定位,工件的定位基准平面与定位元件表面相接触而实现定位。
常见的支承元件有下列几种:1. 固定支承支承的高矮尺寸是固定的,使用时不能调整高度。
1)支承钉图5-6所示为用于平面定位的几种常用支承钉,它们利用顶面对工件进行定位。
其中图5-6a 为平顶支承钉,常用于精基准面的定位。
图5-6b为圆顶支承钉,多用于粗基准面的定位。
图5-6c为网纹顶支承钉,常用在要求较大摩擦力的侧面定位。
图5-6d为带衬套支承钉,由于它便于拆卸和更换,一般用于批量大、磨损快、需要经常修理的场合。
支承钉限制一个自由度。
2)支承板支承板有较大的接触面积,工件定位稳固。
一般较大的精基准平面定位多用支承板作为定位元件。
图5-7是两种常用的支承板,图5-7a为平板式支承板,结构简单、紧凑,但不易清除落入沉头螺孔中的切屑,一般用于侧面定位。
图5-7b为斜槽式支承板,它在结构上做了改进,即在支承面上开两个斜槽为固定螺钉用,使清屑容易,适用于底面定位。
短支承板限制一个自由度,长支承板限制两个自由度。
支承钉、支承板的结构、尺寸均已标准化,设计时可查国家标准手册。
2•可调支承可调支承的顶端位置可以在一定的范围内调整。
图5-8为几种常用的可调支承典型结构,按要求高度调整好调整支后,用螺母2锁紧。
可调支承用于未加工过的平面定位,以调节补偿各批毛坯尺寸误差,一般不是对每个加工3 V) c) d)图5-8 几种常用的可调支承1—可调支承螺钉2 —螺母图5-6 几种常用支承钉b)图5-7 两种常用的支承板工件进行调整,而是一批工件毛坯调整一次。
3.自位支承又称浮动支承,在定位过程中,支承本身所处的位置随工件定位基准面的变化而自动调整并与之相适应。
图5-9是几种常见的自位支承结构,尽管每一个自位支承与工件间可能是二点或三点接触,但实质上仍然只起一个定位支承点的作用,只限制工件的一个自由度,常用于毛坯表面、断续 表面、阶梯表面定位。
机械加工常用定位元件机械加工常用定位元件摘要:为了保证同一批工件在夹具中占据一个正确的位置,必须选择合理的定位方法和设计相应的定位装置。
上节已介绍了工件定位原理及定位基准选择的原则。
在实际应用时,一般不允许将工件的定位基面直接与夹具体接触,而是通过定位元件上的工作表面与工件定位基面的接触来实现.为了保证同一批工件在夹具中占据一个正确的位置,必须选择合理的定位方法和设计相应的定位装置。
上节已介绍了工件定位原理及定位基准选择的原则。
在实际应用时,一般不允许将工件的定位基面直接与夹具体接触,而是通过定位元件上的工作表面与工件定位基面的接触来实现定位。
定位基面与定位元件的工作表面合称为定位副。
一、对定位元件的基本要求1 .足够的精度由于工件的定位是通过定位副的接触(或配合)实现的。
定位元件工作表面的精度直接影响工件的定位精度,因此定位元件工作表面应有足够的精度,以保证加工精度要求。
2 .足够的强度和刚度定位元件不仅限制工件的自由度,还有支承工件、承受夹紧力和切削力的作用。
因此还应有足够的强度和刚度,以免使用中变形和损坏。
3 .有较高的耐磨性工件的装卸会磨损定位元件工件表面,导致定位元件工件表面精度下降,引起定位精度的下降。
当定位精度下降至不能保证加工精度时则应更换定位元件。
为延长定位元件更换周期,提高夹具使用寿命,定位元件工作表面应有较高的耐磨性。
4. 良好的工艺性定位元件的结构应力求简单、合理、便于加工、装配和更换。
对于工件不同的定位基面的形式,定位元件的结构、形状、尺寸和布置方式也不同。
下面按不同的定位基准分别介绍所用的定位元件的结构形式。
二、工件以平面定位时的定位元件工件以平面作为定位基准时常用的定位元件如下述:(一)主要支承主要支承用来限制工件自由度,起定位作用。
1 .固定支承固定支承由支承钉和支承板两种型式,如图3-41 所示,在使用过程中它们都是固定不动的。
当工件以粗糙不平的毛坯面定位时,采用球头支承钉图 3-41b ;齿纹头支承钉,如图 3 -41c ,用在工件侧面,以增大磨擦系数,防止工件滑动;当工件以加工过的平面定位时,可采用平头支承钉(如图 3-41a )或支承板。