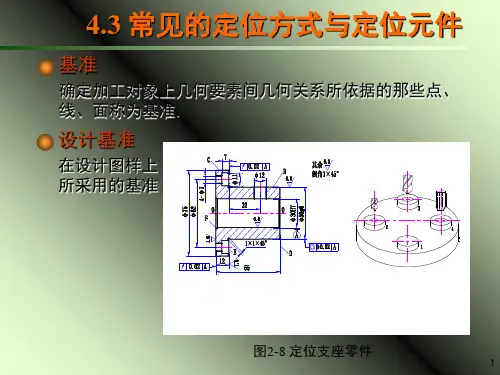
常见的定位方式与定位元件
- 格式:ppt
- 大小:2.30 MB
- 文档页数:32
定位方法与定位元件定位方法与定位元件在工程设计和制造领域中起到非常重要的作用。
定位是确保机械零部件、设备或系统正确安装和组装的过程。
一个好的定位方法和定位元件能够提高生产效率,减少装配误差,提高产品质量。
下面将详细介绍定位方法与定位元件。
一、定位方法1.几何定位法:几何定位法是利用机械几何关系进行定位的方法。
常见的几何定位方法有:平面定位、四点定位、三点定位、二点定位等。
四点定位是最常用的一种几何定位方法,可以确保零部件在三个平面上的位置和方向。
在机械设计和制造中,通常使用直线或面的几何形状进行定位,例如棱形定位销、矩形定位销、平面定位销等。
2.相对定位法:相对定位法是根据零部件之间的相对位置进行定位的方法。
可以使用相对位置进行定位的零部件有:销轴与轴孔、销轴与轴承、螺纹和螺母等。
相对定位法通常采用夹紧或卡紧的方式,以确保零部件之间的相对位置不变。
3.量绝对位置定位法:量绝对位置定位法是利用测量仪器对零件或产品进行定位的方法。
常用的测量仪器有卡尺、游标卡尺、百分表、坐标测量机等。
通过测量仪器测量零部件的尺寸和位置,可以实现高精度的定位。
4.灵活定位法:灵活定位法是利用柔性零部件进行定位的方法。
柔性零部件通常是弹性元件或弹簧,可以在一定范围内进行弯曲、伸缩和扭转。
通过调整柔性零部件的形状,可以实现零部件的精确位置和方向。
5.模板定位法:模板定位法是使用特制的模板或夹具进行定位的方法。
模板定位法可以保证零部件的位置和方向都是精确的。
在大批量生产中,模板定位法可以提高生产效率和一致性。
6.力定位法:力定位法是利用力的作用进行零部件定位的方法。
常见的力定位法有气缸定位、液压定位、弹簧定位等。
通过施加力的方式,可以将零部件精确地定位到指定位置。
二、定位元件1.定位销:定位销是最常用的定位元件之一,它通过精确加工和配合,将零部件定位到指定位置。
定位销有多种形状,包括圆形、方形、矩形、棱形等。
2.定位套:定位套通常由金属材料制成,具有高强度和刚性。
定位元件与定位方法的选用工件的定位是通过工件上的定位基准面和夹具上定位元件工作表面之间的配合或接触实现的,一般应根据工件上定位基准面的形状,选择相应的定位元件。
一、工件以平面定位:工件以平面定位时,常用定位元件:固定支承、可调支承、浮动支承、辅助支承。
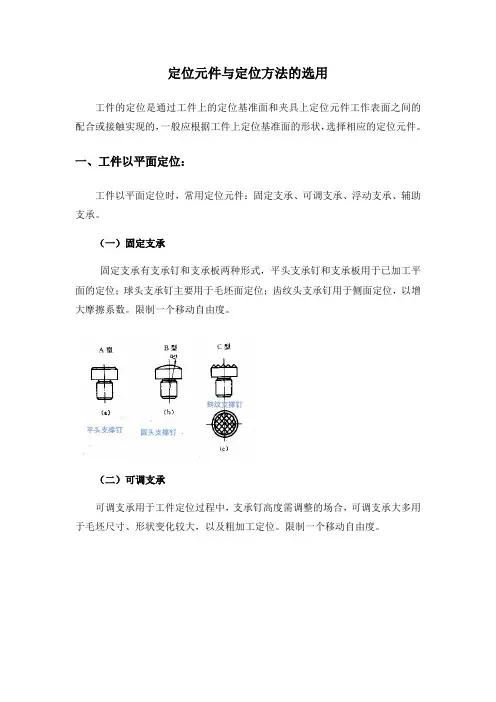
(一)固定支承固定支承有支承钉和支承板两种形式,平头支承钉和支承板用于已加工平面的定位;球头支承钉主要用于毛坯面定位;齿纹头支承钉用于侧面定位,以增大摩擦系数。
限制一个移动自由度。
(二)可调支承可调支承用于工件定位过程中,支承钉高度需调整的场合,可调支承大多用于毛坯尺寸、形状变化较大,以及粗加工定位。
限制一个移动自由度。
(三)浮动支承工件定位过程中,能随着工件定位基准位置的变化而自动调节的支承,称为浮动支承。
浮动支承常用的有三点式和二点式,无论哪种形式的浮动支承,其作用相当于一个固定支承,只限制一个移动自由度,主要目的是提高工件的刚性和稳定性。
用于毛坯面定位或刚性不足的场合。
(四)辅助支承辅助支承是指由于工件形状、夹紧力、切削力和工件重力等原因,可能使工件在定位后还产生变形或定位不稳,为了提高工件的装夹刚性和稳定性而增设的支承。
因此,辅助支承只能起提高工件支承刚性的辅助定位作用,而不起限制自由度的作用,更不能破坏工件原有定位。
二、工件以圆孔定位工件以圆孔定位时,常用的定位元件有:定位销、圆柱心轴、圆锥销、圆锥心轴。
1、定位销定位销分为短销和长销。
短销只能限制两个移动自由度,而长销除限制两个移动自由度外,还可限制两个转动自由度。
2、圆柱心轴圆柱心轴定位有间隙配合和过盈配合两种。
间隙配合拆卸方便,但定心精度不高;过盈配合定心精度高,不需夹紧,但装拆工件不方便。
3、圆锥销采用圆锥销定位时,圆锥销与工件圆孔的接触线为一个圆,限制工件三个移动自由度4、圆锥心轴限制工件三个移动自由度和两个转动自由度。
三、工件以外圆柱面定位工件以外圆柱面定位时,常用定位元件:支承板、V形块、定位套、半圆孔衬套、锥套和三爪自动定心卡盘,最常见的是V形块和三爪自动定心卡盘。

轴上零件的定位方法在机械制造过程中,轴上零件的准确定位是非常重要的。
准确的定位可以确保零件在装配过程中的位置和姿态,从而保证整个机器或设备的正常运行。
本文将介绍几种常见的轴上零件定位方法,旨在帮助读者更好地理解和应用这些方法。
一、平面定位法平面定位法是最常见和基础的定位方法之一。
它适用于轴上零件的平面定位,即确定零件在水平和垂直方向上的位置。
平面定位法通常通过平面定位销、平面座等零件来实现。
这些零件与轴上零件的定位面接触,并通过紧固件固定在轴上,从而确保零件的准确定位。
二、圆柱定位法圆柱定位法适用于轴上零件的圆柱面定位,即确定零件在轴向上的位置。
圆柱定位法通常通过圆柱销、圆柱座等零件来实现。
这些零件与轴上零件的定位面接触,并通过紧固件固定在轴上,从而确保零件的准确定位。
三、锥面定位法锥面定位法适用于轴上零件的锥面定位,即确定零件在轴向和径向上的位置。
锥面定位法通常通过锥销、锥座等零件来实现。
这些零件与轴上零件的定位面接触,并通过紧固件固定在轴上,从而确保零件的准确定位。
四、球面定位法球面定位法适用于轴上零件的球面定位,即确定零件在轴向和径向上的位置。
球面定位法通常通过球销、球座等零件来实现。
这些零件与轴上零件的定位面接触,并通过紧固件固定在轴上,从而确保零件的准确定位。
除了上述常见的定位方法外,还有一些特殊的定位方法,如键槽定位法、楔形定位法等。
这些定位方法根据零件的特殊形状和应用需求而设计,可以满足不同的定位要求。
总结起来,轴上零件的定位方法包括平面定位法、圆柱定位法、锥面定位法、球面定位法等。
这些方法通过不同的定位元件来实现,可以确保零件在装配过程中的准确定位。
在实际应用中,需要根据具体的零件形状和定位要求选择合适的定位方法,并进行正确的安装和调试,以确保零件的准确定位,从而保证整个机器或设备的正常运行。
通过本文的介绍,相信读者对轴上零件的定位方法有了更深入的了解。
在实际应用中,需要根据具体情况选择合适的定位方法,并结合实际操作经验进行调试和优化,以提高零件的定位精度和装配效率。
二、常见的定位方式及其定位元件(一)工件以平面定位平面定位的主要形式是支承定位,工件的定位基准平面与定位元件表面相接触而实现定位。
常见的支承元件有下列几种:1. 固定支承支承的高矮尺寸是固定的,使用时不能调整高度。
1)支承钉图5-6所示为用于平面定位的几种常用支承钉,它们利用顶面对工件进行定位。
其中图5-6a 为平顶支承钉,常用于精基准面的定位。
图5-6b为圆顶支承钉,多用于粗基准面的定位。
图5-6c为网纹顶支承钉,常用在要求较大摩擦力的侧面定位。
图5-6d为带衬套支承钉,由于它便于拆卸和更换,一般用于批量大、磨损快、需要经常修理的场合。
支承钉限制一个自由度。
2)支承板支承板有较大的接触面积,工件定位稳固。
一般较大的精基准平面定位多用支承板作为定位元件。
图5-7是两种常用的支承板,图5-7a为平板式支承板,结构简单、紧凑,但不易清除落入沉头螺孔中的切屑,一般用于侧面定位。
图5-7b为斜槽式支承板,它在结构上做了改进,即在支承面上开两个斜槽为固定螺钉用,使清屑容易,适用于底面定位。
短支承板限制一个自由度,长支承板限制两个自由度。
支承钉、支承板的结构、尺寸均已标准化,设计时可查国家标准手册。
2•可调支承可调支承的顶端位置可以在一定的范围内调整。
图5-8为几种常用的可调支承典型结构,按要求高度调整好调整支后,用螺母2锁紧。
可调支承用于未加工过的平面定位,以调节补偿各批毛坯尺寸误差,一般不是对每个加工3 V) c) d)图5-8 几种常用的可调支承1—可调支承螺钉2 —螺母图5-6 几种常用支承钉b)图5-7 两种常用的支承板工件进行调整,而是一批工件毛坯调整一次。
3.自位支承又称浮动支承,在定位过程中,支承本身所处的位置随工件定位基准面的变化而自动调整并与之相适应。
图5-9是几种常见的自位支承结构,尽管每一个自位支承与工件间可能是二点或三点接触,但实质上仍然只起一个定位支承点的作用,只限制工件的一个自由度,常用于毛坯表面、断续 表面、阶梯表面定位。
常用定位元件1)支承钉图2-26所示为国家标准规定的三种支承钉,其中A型多用于精基准面的定位,B型多用于粗基准面的定位,C型则多用于工件的侧面定位。
2)支承板图2-27所示为国家标准规定的两种支承板,其中B型用的较多,A型由于不利于排屑,多用于工件的侧面定位。
3)定位销定位销的构造如图2-28所示。
定位销与工件孔配合部分尺寸公差通常按g6或f7确定。
圆柱销定位通常限制了工件的两个移动自由度。
当要求孔销配合只在一个方向上限制工件自由度时,可采用菱形销,见图2-29a。
有时工件也可用圆锥销定位,见图2-29b,圆锥销定位限制了工件的三个移动自由度。
4)心轴工件在心轴上定位通常限制了除绕自身轴线转动和沿自身轴线移动以外的四个自由度。
图2-30a、b所示为刚性心轴,其中a为间隙配合心轴;b为过盈配合心轴。
除刚性心轴外,在生产中还经常使用弹性心轴(图2-30c)、液塑心轴、自动定心心轴等。
这些心轴在定位同时将工件夹紧,使用很方便。
图2-31所示为小锥度心轴,这类心轴的定位表面带有很小的锥度,一般为K=1∶1000~1∶5000。
工作时,工件楔紧在心轴上,靠孔的微小弹性变形而形成的一段接触长度lk,由此产生的摩擦力带动工件回转,而不需另加夹紧装置。
小锥度心轴定心精度高,可达0.005mm~0.0lmm。
5)定位套工件以外圆柱面为基准在夹具中定位主要有两种形式,一种是定心定位,一种是支承定位。
定心定位的定位元件主要是套筒(包括锥套)和卡盘。
套筒定位长径比较大时,限制工件四个自由度(两个移动,两个转动,见图2-32a);套筒定位长径比较小时,只限制工件两个自由度(图2-32b)。
使用锥套定位时,通常限制工件三个移动自由度(图2-32c)。
工件以外圆表面支承定位时常用的定位元件是V型块。
V形块是由两个互成角的平面组成的定位元件。
用V形块定位时,对中性好,装卸工件方便,且可用于非完整外圆表面的定位。
用V形块定位也有长短之分,长的V形块可限制工件四个自由度,而短的(窄的)V形块只能限制两个自由度。
(a) (b) (c) (d) 图6.5 常用支承钉6.2 工件的定位方式及定位元件6.2.1定位元件的主要技术要求及常用材料 1、定位元件的主要技术要求 1)要有足够的强度与刚度定位元件不仅限制工件的自由度,而,还要 支承工件,用来承受一定的夹具力与切削力。
2)足够的精度工件的定位是通过定位副的配合实现的,所以定位元件上的限位基面的精度直接影响工件的精度。
3)耐磨性要好工件与定位元件的限位基面直接接触,在其装卸过程中会磨损限位基面,使其精度下降。
为提高夹具的使用寿命,定位元件应有好的耐磨性。
4)工艺性好定位元件应结构简单、合理,便于加工、安装与更换 2、常用的材料: 1) 低碳钢 如20钢或20Cr 钢,工件表面经渗碳淬火,深度0.8~1.2mm 左右,硬度HRC55~65。
2)高碳钢 如T7、T8、T10等,淬硬至HRC55~65。
此外也有用中碳钢 如45钢,淬硬至HRC43~48。
6.2.2 工件以平面定位时的定位元件 1、固定支承使用时高度是不变的支承为固定支承。
其有支承钉和支承板两种形式。
1) 支承钉多用于以平面作定位基准时的定位元件。
如图6.5 所示,(a)图为平顶支承钉,适用于己加工表面的定位; (b)图为 圆顶支承钉,为减小定位误差,适用于毛坯面定位,但支撑钉容易磨损和压伤工件基准面; (c) 图为网纹顶支撑钉,常用于有较大摩擦力的侧面定位,但清除切屑不便;图为(d) 带衬套支撑钉,批量大、磨损快时使用,便于拆卸和更换。
一个支承钉只限制一个自由度。
支撑钉与夹具体的配合可用H7/r6或H7/n6。
2) 支承板支承板有较大的支承面积,工件定位温度,故一般用作精基准面较大时的定位元件。
如图6.6 (a) 平板式支承板,结构简单、紧凑,但不易清除落入沉头螺钉孔内的切屑,适应于底面定位; 图(b) 所示斜糟式支承板,在支承面上开两个斜糟为固定螺钉用,使清屑容易又结构紧凑,适应于底面定位。