数控车床对刀仿真操作示范
- 格式:ppt
- 大小:6.87 MB
- 文档页数:28
斯沃仿真软件试切法对刀过程斯沃仿真软件试切法对刀过程1、解压仿真软件,双击SWCNC图标2、选择北京凯恩帝KND1Ti数控系统,然后点击运行3、点击机床操作下的刀具管理4、会弹出刀具数据库。
5、点击001外圆车刀,然后点击添加到刀盘选择1号刀位,点击006割刀,然后点击添加到刀盘选择2号刀位。
最后点击确定按键。
6、点击手动,使工作方式转变为手动方式7、点击正转,使主轴正向旋转8、手动移动刀具到工件端面附近,中间曲线为快速移动案件。
9、手动车端面,退刀时只能沿X轴退出10、点击刀补键,找到测量界面,使光标和相应刀补号对应11、依次点击Z 0 插入键12、手动车外圆,刀具沿Z 轴方向退出,停主轴13、点击工件测量下的特征线14、点击刚刚所测量的外圆,查看外圆尺寸15、点击工件测量下的测量退出,退出测量16、点击刀补键,找到测量界面,使光标和相应刀补号对应17、依次点击X 测量数据插入键18、手动移动刀架到安全位置,点击换刀键,换2号刀19、启动主轴,正转。
手动移动切断刀到工件端面附近,使刀具左侧轻轻和工件端面接触20、点击刀补键,找到测量界面,使光标和相应刀补号对应21、依次点击Z 0 插入键22、手动移动切断刀,使刀具主切削刃轻轻和工件外圆接触23、点击刀补键,找到测量界面,使光标和相应刀补号对应24、依次点击X 测量数据插入键25、手动移动刀具到安全位置,停主轴。
26、试切法对刀结束备注:1、工件操作下设置毛坯可以改变工件尺寸2、点击手型图标(1)可以移动窗口位置,点击旋转图标(2)可以改变窗口视角3、滚动鼠标滚轮可以调整窗口大小。
斯沃数控仿真软件对刀操作图文教程一、安装一把外圆刀机床管理——刀具管理——选择一把外圆刀——添加到01号刀位上——确定一、编写一个测试对刀所用的程序1、注意屏幕上有一个图标这个很小,很不起眼,请认真找一下。
2、找到之后,点击之后出现以下图片3、点击一下,左侧出现以下图片4、点击注意是“新程序”右边的那个空白按纽,直接点“新程序”是没有反应。
点完之后出现以下图片你用键盘输入程序名,一般是几位字母。
如:然后按下然后你就进入程序编写界面用键盘输入(注意,如果输入时无反应,则是因为你没有激活当前界面,激活方法很简单,点击一下此界面就表示激活)然后你再点一下(这个按纽还记得吧,在上几步中出现过,它的作用是“程序管理”)看看程序管理中有没有出现你刚才输入的程序名“YYY”到此为止,你的程序输入己经完成了。
二、机械回零操作1、点击以下按纽2、再分别点击+Z和+X,3、屏幕中出现以下图片就说明机械回零操作完成了。
三、对刀操作1、先点击“视图管理”——“二维显示”2、点击“机床管理”——“快速定位”3、看到刀尖己经到了以下位置就说明成功了。
4、先点击一下此按纽出现以下图片5、再点击一下“测试刀量”(注意是空白的那个按纽)6、然后点击7、出现以下图片用键盘上的方向键,将光标调到输入0,然后点击当这个0数据发生变化就说明操作成功。
8、然后点击出现以下图片用键盘上的方向键,将光标调到输入0,然后点击当这个0数据发生变化就说明操作成功。
到此为止,对刀操作就完成了。
四、自动循环加工1 、点击这个按纽,表示进入自动状态2、点击这个按纽,表示开始自动加工。
3、如果没有关闭仓门就无法加工,关闭仓门的方法:点击左侧面板上这个按纽5、看到以下红线,就说明对刀完全正确。
数控车床仿真步骤一.机床的选择1.控制系统:华中世纪星四代2.机床类型:车床、标准平床身前置刀架3.确定4.调整试图:先选俯视图,在动态平移5.通电源:点开“紧急停止”按钮6.回零:先回x轴正向,再回z轴正向7.调整刀架位置-机床导轨中间靠左二.毛坯的定义(直接定义图纸上零件长度)编程尺寸=基本尺寸+(上偏差+下偏差)/2材料选择:45#钢三.装夹毛坯在菜单栏中选择“放置零件”-选择设定好的毛坯-确定-最后再把毛坯一直往外拉(拉不动为止)零件的掉头加工-在菜单栏中找到“零件”-选择“移动零件”-打开一个新的窗口-点中间带箭头的按钮四.装夹刀具(安装三把刀)1.分别是“外圆车刀”“切槽刀”“螺纹车刀”-分别对应三个刀位-外圆车刀1号刀位、切槽刀2号刀位、螺纹车刀3号刀位2. 外圆车刀选择:定制中第一个图标-选择序号为2的刀片(刀片参数:刀尖半径为0的35°菱形刀片、刀柄:外圆、主偏角93)3. 切槽刀选择:根据零件图上槽的宽度选择(定制中倒数第二个图标、刀尖半径为0、刀柄:外圆切槽深度为20)4. 螺纹车刀选择:标准中最后一个图标、序号为一的刀片、刀柄:外圆、选序号为一的五.对刀1.外圆试切:由于工件长度直接设定,所以在对刀时不能试切端面。
1号外圆车刀试切一外圆,刀具不退刀,点击“主轴停止”按钮,停止主轴旋转和刀具进刀。
2.外圆测量:测量所切外圆的直径x轴及z轴向长度点击所切外圆,并记录在纸上,(注意的是:测量时看到的是一个长度值和一个试切外圆的半径值、但输入的是直径值)。
3.对刀参数输入:退出测量界面切换界面到“刀具补偿-刀偏表”在番号1后面,在试切直径中输入直径值;在试切长度中输入试切外圆的长度值。
(注意:输入的长度为负值)六.工件的掉头零件的掉头加工-在菜单栏中找到“零件”-选择“移动零件”-打开一个新的窗口-点中间带箭头的按钮。
(工件掉头之后不需要对刀)七.加工程序小数点编程八.程序的输入单击F7-程序导入窗口-单击导入程序-选择编好的程序-单击“结束DNC连接”-按F9显示切换这样就可以看到导入的程序九.在“我的文档”新建“文本文档”,“文本文档”命名成程序名。
数控车床对刀步骤一、开机回零(返回参考点)操作1、打开数控车床电气柜总开关。
2、按下机床面板上的“系统启动键”,接通电源,显示屏由原先的黑屏变为有文字显示,电源指示灯亮。
3、按“急停键”,使“急停键”抬起。
4、在操作选择中按下“回零键”,这时该键左上方的小红灯亮。
5、在坐标轴选项键中按下“+X键”,X轴返回参考点,同时X回零指示灯亮。
6、依上述方法,按下“+Z键”,Z轴返回参考点,同时Z回零指示灯亮。
二、对刀操作1、“方式选择”为“MDI”方式,显示屏将显示MDI程序编辑页面。
如果没有显示此页面,则按功能键中的“PROG”键,进入该页面。
在键盘上按“T0101;M03 S600”;→“INSERT”→“START”,换上1号刀,并使主轴转动。
2、“方式选择”变为“JOG”方式,利用“方向”键并结合“进给倍率”旋钮移动1号刀,切削端面。
切削完端面后,不要移动Z轴,按“+X”键以原进给速度退出。
退出后,按下“主轴停止”按钮,使主轴停止转动。
3、按功能键中的“OFSETSET”键以及该页面下“形状”对应的软键盘进入下图所示页面,利用键盘上的光标键使光标移动到“G01”,在键盘上按“Z0”→“测量”软键,完成1号刀Z向的对刀。
4、“方式选择”为“MDI”方式,重新使主轴转动;再变为“JOG”方式,利用方向键移动1号刀,试切外圆。
车一段外圆后,不要移动X轴,按“+Z”键以原进给速度退出。
退出后,按下“主轴停止”按钮,使主轴停止转动。
用外径千分尺测量试切部分的外圆直径。
5、再次进入如上图页面,在“G01”下,在键盘上输入刚才测量的外径植→“测量”,完成1号刀X向对刀。
6、完成1号刀的对刀后,利用“方向”键使刀架离开工件,退回到换刀位置附近。
7、采用同样方式继续完成各种刀具的对刀。
三、结束至此,对刀过程已经结束,在程序中只需调取刀补号即可运行。
如“T0101”后面的“01”即为调用“G01”里的对刀数据,其他依此类推。
数控车床的对刀操作步骤在数控车床的操作中,对刀是一项非常重要的工艺操作。
对刀操作的准确与否直接影响到车床加工的质量和效率。
本文将为您介绍数控车床的对刀操作步骤,帮助您正确进行对刀操作。
步骤一:准备工作在进行对刀操作之前,首先需要做一些准备工作。
1.先确保车床的刀具刀片是整齐摆放的,没有松动或损坏的情况。
2.确保车床刀架的位置正确,刀架能够正常移动。
3.准备好适合对刀操作的工件,可以是一块平整的金属坯料。
步骤二:工具选择在进行对刀操作时,需要配备一些常用的工具,以便进行测量和调整。
1.卡尺:用于测量刀具的长度、宽度和高度。
2.快速测高仪:用于测量刀具的高度差异。
3.刀具调整工具:用于调整和固定刀具。
步骤三:测量刀具长度1.选择一根刀具,并将其安装在车床刀架上。
2.使用卡尺,测量刀具的长度。
将卡尺放置在刀具的上方和下方,确保卡尺与刀具接触紧密。
3.记下测量结果,并与车床的预设数值进行比对。
如果长度不匹配,就需要进行调整。
步骤四:测量刀具宽度1.使用卡尺,测量刀具的宽度。
将卡尺放置在刀具的两侧,确保卡尺与刀具接触紧密。
2.记下测量结果,并与车床的预设数值进行比对。
如果宽度不匹配,就需要进行调整。
步骤五:测量刀具高度1.使用快速测高仪,将其靠近刀具表面,并将测高仪调至水平。
2.将测高仪移到刀具的各个部位,记录下不同部位的高度差异。
3.如果发现刀具存在高度差异,就需要进行调整,以确保刀具的高度统一。
步骤六:刀具调整根据之前测量的结果,对刀具进行调整。
1.如果刀具的长度不匹配,可以通过添加刀夹片或者更换刀具来进行调整。
2.如果刀具的宽度不匹配,可以通过调整刀具的位置或者更换合适宽度的刀具来进行调整。
3.如果刀具的高度差异较大,可以通过调整刀架高度或者刀具位置来进行调整。
步骤七:验证对刀结果在完成刀具的调整后,需要进行对刀结果的验证,以确保调整准确。
1.将工件安装在车床上,并选择适当的加工程序。
2.运行加工程序,观察加工过程中切削刀具的表现。
《数控车床对刀操作技能实训教案》一、教学目标1. 掌握数控车床对刀的基本原理和方法。
2. 学会使用对刀仪和手动对刀操作。
3. 能够正确进行数控车床对刀操作,提高加工精度。
二、教学内容1.数控车床对刀概述1.1 对刀的定义和作用1.2 对刀的种类和方法2.对刀仪的使用2.1 对刀仪的结构和功能2.2 对刀仪的安装和调整2.3 对刀仪的操作步骤3.手动对刀操作3.1 手动对刀的工具和设备3.2 手动对刀的步骤和技巧3.3 手动对刀注意事项4.数控车床对刀操作实例4.1 加工任务分析4.2 对刀方案设计4.3 对刀操作步骤5.对刀操作常见问题及解决方法5.1 对刀精度的影响因素5.2 对刀操作中常见问题分析5.3 解决对刀问题的方法和建议三、教学方法1. 讲授法:讲解数控车床对刀的基本原理、方法和操作步骤。
2. 演示法:演示对刀仪的使用和手动对刀操作。
3. 实践法:学生动手进行对刀操作,提高实际操作能力。
4. 问题解决法:分析对刀操作中常见问题,引导学生寻找解决方法。
四、教学准备1. 教学场地:数控车床实训室。
2. 教学设备:数控车床、对刀仪、手动对刀工具。
3. 教学资料:教案、PPT、操作视频。
五、教学过程1. 导入:介绍数控车床对刀的重要性和应用场景。
2. 讲解:讲解数控车床对刀的基本原理和方法。
3. 演示:演示对刀仪的使用和手动对刀操作。
4. 实践:学生动手进行对刀操作,教师巡回指导。
5. 总结:分析对刀操作中常见问题,引导学生寻找解决方法。
6. 作业:布置相关练习题,巩固所学知识。
六、教学评估1. 课堂问答:通过提问了解学生对数控车床对刀基本原理和方法的理解程度。
2. 操作演示:检查学生在实际操作中对刀仪的使用和手动对刀的准确性。
3. 练习题:评估学生对数控车床对刀操作的掌握情况,以及对常见问题解决方法的了解。
七、教学拓展1. 数控车床其他操作技能的学习:如编程、加工工艺等。
2. 数控车床在工业应用中的案例分析:了解数控车床在实际生产中的应用和优势。
数控车床对刀是基本的数控车工基本的操作。
下面以常见的法兰克数控车系统为例。
具体演示下对刀的具体过程。
Fanuc 系统数控车床设置工件零点常用方法:一,直接用刀具试切对刀1. 用外园车刀先试车一外园,记住当前X 坐标,测量外园直径后,用X 坐标减外园直径,所的值输入offset 界面的几何形状X 值里。
2. 用外园车刀先试车一外园端面,记住当前Z 坐标,输入offset 界面的几何形状Z 值里。
二,用G50 设置工件零点1. 用外园车刀先试车一外园,测量外园直径后,把刀沿Z 轴正方向退点,切端面到中心(X 轴坐标减去直径值)。
2. 选择MDI 方式,输入G50 X0 Z0 ,启动START 键,把当前点设为零点。
3. 选择MDI 方式,输入G0 X150 Z150 ,使刀具离开工件进刀加工。
4. 这时程序开头:G50 X150 Z150 …… . 。
5. 注意:用G50 X150 Z150 ,你起点和终点必须一致即X150 Z150 ,这样才能保证重复加工不乱刀。
6. 如用第二参考点G30 ,即能保证重复加工不乱刀,这时程序开头G30 U0 W0 G50 X150 Z1507. 在FANUC 系统里,第二参考点的位置在参数里设置,在Yhcnc 软件里,按鼠标右键出现对话框,按鼠标左键确认即可。
三,用工件移设置工件零点1. 在FANUC0-TD 系统的Offset 里,有一工件移界面,可输入零点偏移值。
2. 用外园车刀先试切工件端面,这时Z 坐标的位置如:Z200 ,直接输入到偏移值里。
3. 选择“Ref ”回参考点方式,按X 、Z 轴回参考点,这时工件零点坐标系即建立。
4. 注意:这个零点一直保持,只有从新设置偏移值Z0 ,才清除。
四,用G54-G59 设置工件零点1. 用外园车刀先试车一外园,测量外园直径后,把刀沿Z 轴正方向退点,切端面到中心。
2. 把当前的X 和Z 轴坐标直接输入到G54----G59 里, 程序直接调用如:G54X50Z50 ……。
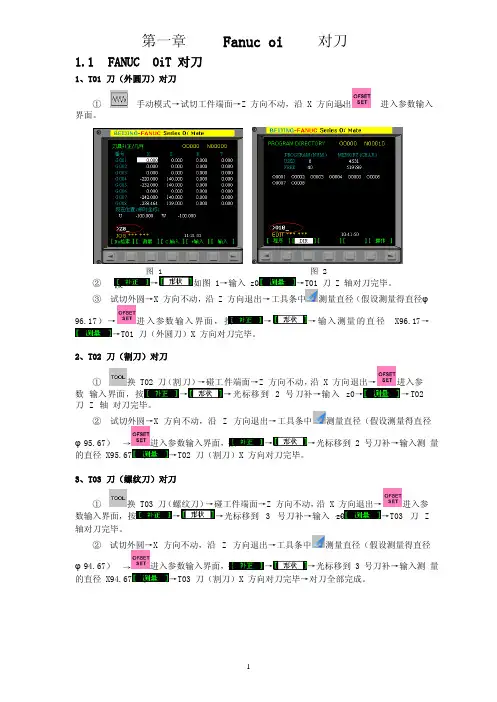
→按→→ →→→ →第一章Fanuc oi 对刀1.1 FANUC OiT 对刀1、T01 刀(外圆刀)对刀①手动模式→试切工件端面→Z 方向不动,沿 X方向退出 进入参数输入界面。
图 1图 2②→如图 1→输入 z0→T01 刀 Z 轴对刀完毕。
③ 试切外圆→X 方向不动,沿 Z 方向退出→工具条中测量直径(假设测量得直径φ96.17)→进入参数输入界面,按 →→输入测量的直径 X96.17→→T01 刀(外圆刀)X 方向对刀完毕。
2、T02 刀(割刀)对刀①换 T02 刀(割刀)→碰工件端面→Z 方向不动,沿 X方向退出→进入参数 输入界面,按→→光标移到 2 号刀补→输入 z0→→T02刀 Z 轴 对刀完毕。
② 试切外圆→X 方向不动,沿 Z方向退出→工具条中测量直径(假设测量得直径φ95.67) 进入参数输入界面,按 → →光标移到 2 号刀补→输入测 量的直径 X95.67→T02 刀(割刀)X 方向对刀完毕。
3、T03 刀(螺纹刀)对刀①换 T03 刀(螺纹刀)→碰工件端面→Z 方向不动,沿 X方向退出→进入参 数输入界面,按→→光标移到 3 号刀补→输入 z0→T03 刀 Z 轴对刀完毕。
② 试切外圆→X 方向不动,沿 Z方向退出→工具条中测量直径(假设测量得直径φ94.67) 进入参数输入界面,按 → →光标移到 3 号刀补→输入测 量的直径 X94.67→T03 刀(割刀)X 方向对刀完毕→对刀全部完成。
→1.2.FANUC oiM 对刀手动模式→使刀具沿 Z 方向与工件上表面接触→按进入参数输入界面,如:图 3 图 4 按出现图 4,移动光标至 G54 坐标系处→输入 Z120→→此时,Z 轴即对刀完毕。
移动刀具,使刀具在 X 轴的正方向与工件相切→按进入参数输入界面(如图 3)按→移动光标至 G54 坐标系处→输入主轴中心到所要设定的工件坐标系原点之间 的距离值(本例题的值为 X135)→→此时,X 轴即对刀完毕。
斯沃数控仿真软件对刀操作图文教程一、安装一把外圆刀机床管理——刀具管理——选择一把外圆刀——添加到01号刀位上——确定一、编写一个测试对刀所用的程序1、注意屏幕上有一个图标这个很小,很不起眼,请认真找一下。
2、找到之后,点击之后出现以下图片3、点击一下,左侧出现以下图片4、点击注意是“新程序”右边的那个空白按纽,直接点“新程序”是没有反应。
点完之后出现以下图片你用键盘输入程序名,一般是几位字母。
如:然后按下然后你就进入程序编写界面用键盘输入(注意,如果输入时无反应,则是因为你没有激活当前界面,激活方法很简单,点击一下此界面就表示激活)然后你再点一下(这个按纽还记得吧,在上几步中出现过,它的作用是“程序管理”)看看程序管理中有没有出现你刚才输入的程序名“YYY”到此为止,你的程序输入己经完成了。
二、机械回零操作1、点击以下按纽2、再分别点击+Z和+X,3、屏幕中出现以下图片就说明机械回零操作完成了。
三、对刀操作1、先点击“视图管理”——“二维显示”2、点击“机床管理”——“快速定位”3、看到刀尖己经到了以下位置就说明成功了。
4、先点击一下此按纽出现以下图片5、再点击一下“测试刀量”(注意是空白的那个按纽)6、然后点击7、出现以下图片用键盘上的方向键,将光标调到输入0,然后点击当这个0数据发生变化就说明操作成功。
8、然后点击出现以下图片用键盘上的方向键,将光标调到输入0,然后点击当这个0数据发生变化就说明操作成功。
到此为止,对刀操作就完成了。
四、自动循环加工1 、点击这个按纽,表示进入自动状态2、点击这个按纽,表示开始自动加工。
3、如果没有关闭仓门就无法加工,关闭仓门的方法:点击左侧面板上这个按纽5、看到以下红线,就说明对刀完全正确。
数控机床对刀步骤方法数控机床对刀是加工过程中非常重要的一项操作,正确的对刀方法可以有效提高加工精度和效率。
下面将介绍数控机床对刀的步骤方法。
步骤一:准备工作在进行数控机床对刀之前,需要做好充分的准备工作。
首先要检查机床的各个部件是否正常,包括主轴、夹具、刀具等部件,确保机床处于正常工作状态。
同时,准备好刀具,工件以及测量工具等。
步骤二:装夹刀具将待对刀的刀具装夹到主轴上,并严密固定好。
确保刀具与主轴安装良好,不会出现松动等情况。
步骤三:设定工件坐标通过数控系统,设定工件坐标系原点。
根据加工图纸和要求,确定工件坐标系的原点位置,包括X、Y、Z三个方向的坐标值。
步骤四:机床坐标系和工件坐标系的转换通过数控系统,将机床坐标系和工件坐标系进行转换。
根据实际情况,设置机床坐标系和工件坐标系之间的关系,确保刀具可以准确的定位到工件上。
步骤五:对刀操作1.在数控系统中选择对刀功能,并按照系统指引操作。
2.通过手动操纵主轴,使刀具对准工件表面。
3.使用对刀仪或感应器,检测刀具与工件表面的距离,调整刀具位置,直至刀具与工件表面接触。
4.确认刀具正确对准工件,并锁紧刀具。
步骤六:校准刀具偏移量根据实际情况,通过数控系统,校准刀具的偏移量。
根据实际加工需要,调整刀具的偏移量,确保加工准确。
步骤七:完成对刀验证刀具对准工件的准确性,确认刀具位置无误后,完成对刀操作。
可以进行后续的加工工序。
数控机床对刀是数控加工过程中的一项关键工序,正确的对刀方法可以有效提高加工精度和效率。
希望通过以上步骤方法的介绍,能够帮助操作人员更好地进行数控机床对刀操作。
斯沃数控仿真对刀技术图文教程本课件来自百万课件网作者:梦贤竹林E_mail:**************未经许可不得擅自修改和转载。
本教程的目的是教大家学会如何掌握斯沃数控仿真机床的快速对刀技术。
首先你得安装一把刀具,具体方法如下先点击“机床操作“–刀具管理选择1号刀,这里我选择是外圆车刀,当然你也可以选择别的刀具。
然后点击添加到刀盘,选择添加到01号刀库,再确定。
看到刀号出现T0011就说明添加刀盘成功。
接着修改视窗为二维显示,当然你也可以不修改,只是修改之后便于观察。
修改成功后,数控车床由立体图变成了平面图了。
现在才是对刀最关键的时候注意点击机床操作----快速定位。
注意选择中心的那个点点确定之后,你会看到刀尖己经快速移动到工件坐标系的原点上了。
我们现在要开始输入相关数据了,记住这个时候千万不要用手动或者是手轮改运刀尖目前所在的位置。
注意选择刀补观察显示屏是不是进入了偏置?下面开始输入对刀数据,看到显示屏下方的现在位置了吗?U-260W-395.833先按下U再按数据,然后输入,看到01号偏置的数据由0.000改变了数据,则说明输入数据成功。
同样方法输入W值。
输入之后你才可以移动刀具,否则对刀就会错乱。
应朋友要求,我把一些与数控相关的资料也一起放上来了,请大家自行下载。
斯沃数控仿真软件下载/jpyj/jxyj/201005/1222.html普通车床改数控车床方法/jdlw/bylw/201007/1350.html数控机床电气原理图/jaxz/dzdg/201012/1669.html数控刀架故障及维修/jaxz/jxzz/201012/1639.html数控机床维修改造教案/jaxz/jxzz/201012/1650.html数控编程期末考试试卷及答案/Soft/jxzz/201101/1783.html数控期末实践考核试题/Soft/jxzz/201101/1782.html2010数控编程期末试卷.rar/Soft/jxzz/201101/1779.html数控机床维修及维护/kjxz/jxzz/201012/1723.html数控机床变频器常见故障处理/kjxz/jxzz/201012/1724.html数控车床实训精品课件/kjxz/jxzz/201012/1682.html数控加工中心加工工艺课件/kjxz/jxzz/201012/1684.html广州数控机床电路图/jaxz/dzdg/201012/1663.html数控机床的电气结构图/jaxz/jxzz/201012/1668.html数控车实训课程电子教案/jaxz/jxzz/201012/1681.html华中数控串口通讯软件NetDnc/jpyj/jxyj/201010/1500.html数控车床万能编椭圆程序软件/jpyj/jxyj/201006/1324.html斯沃数控仿真图文教程/jcxz/jxzz/201012/1633.htmlCAXA数控车图文教程—手柄/jcxz/jxzz/201012/1631.html斯沃数控仿真图文教程/jcxz/jxzz/201012/1633.html数控车床(GSK928TC)仿真软件绿色版/jpyj/jxyj/201005/1220.html广州数控车床说明书.rar/jpyj/jxyj/201005/1224.html。
华中世纪星数控车床的基本操作1、机床主要技术参数介绍型号 CK6143(系统:华中世纪星HNC21/22T 前置刀架)规格φ430X1000Dmax=φ280mm轴类零件:Lmax= 610mm盘类零件: Dmax=φ430mm主轴转速范围:40~500r/min3400~2000r/min最大行程 X:260mmZ:1000主轴孔锥度 MT5#主轴内孔φ80mm刀架立式四工位(25X25)尾座内孔 MT4#2、机床面版介绍⑴、系统屏幕界面如图2-1所示,从右侧依次为DNC接口、LCD显示屏、十个软键为系统功能键切换键、MDI键盘和机床控制面板。
图2-1 系统屏幕界面⑵主要功能键如图2-1所示为十个软键为系统功能键切换键图2-2 十个软键为系统功能键⑶MDI键盘介绍在华中世纪星数控仿真系统里,它控制面板上的MDI 键盘的数据输入和菜单栏的功能选择可以通过鼠标点击面板上的按键,也可以通过电脑键盘上的按键替代控制面板上的按键输入字符。
①常用的编辑键:如图2-3所示Esc 退出键: 用于取消当前操作。
Tab 换档键: 用于对话框的按钮换档。
SP 空格键:用于空格的输入。
BS 删除键:用于删除光标所在位置前面的内容。
DEL删除键:用于删除光标所在位置后面的内容。
PgUp、PgDn翻页键:翻页和图形显示的缩放功能。
Alt 功能键:它是一个组合键,用它与其他的键组合成一些快捷功能。
UP 上档键:用于每个键上方的字符输入。
Enter 回车键:用于确认当前的操作。
地址/数字键用于字母、数字等的输入。
“”“”“”“”:用于光标的移动。
②机床操作面板键如图2-4所示,为操作人员控制机床运行的主要图2-4 为操作人员控制机床运行的主要 1)、机床工作方式选择键:如图2-5所示图2-5 系统工作方式的切换自动:用于程序的自动加工。
单段:用于程序的单段执行。
手动:用于工作台的手动进给。
由“+X”“-X”“+Z”“-Z”来控制进给轴和进给方向。
法兰克系统数控车床对刀的操作步骤1. 系统准备在开始对刀操作之前,确保法兰克系统数控车床的硬件设备正常运行,并准备好所需的工具和材料。
2. 确定对刀刀具根据加工工件的要求,选择合适的刀具进行对刀。
确保刀具的质量良好,刀具尺寸符合加工要求。
3. 安装刀具使用合适的工具将选定的刀具安装到法兰克系统数控车床的刀架上。
确保刀具牢固固定在刀架上,以防止刀具在加工过程中出现松动。
4. 选择加工程序根据加工工件的要求,在法兰克系统数控车床的控制界面中选择相应的加工程序。
确保加工程序与工件的尺寸、形状和加工需求相匹配。
5. 进行工件定位将待加工的工件放置在法兰克系统数控车床的工作台上,并使用合适的夹具将其固定。
确保工件的位置和角度与加工程序要求一致。
6. 设置刀具测量点在法兰克系统数控车床的控制界面中,设置刀具测量点。
刀具测量点是刀具与工件接触时的位置,通过测量点可以准确测量刀具的位置和偏差。
7. 进行对刀操作在法兰克系统数控车床的控制界面中,选择对刀程序。
根据系统提示,依次进行对刀操作,调整刀具的位置和姿态,以使刀具与工件的接触点达到预期位置。
8. 刀具补偿根据对刀操作的结果,通过法兰克系统数控车床的控制界面,进行刀具补偿。
根据测量数据,调整刀具的坐标偏移,使刀具与工件的接触点满足加工要求。
9. 确认对刀结果完成对刀操作后,通过法兰克系统数控车床的控制界面,确认刀具的位置和姿态是否满足加工要求。
如果不满足要求,可以根据需要再次进行调整和补偿。
10. 开始加工确认对刀结果符合加工要求后,可以开始正式的加工操作。
在法兰克系统数控车床的控制界面中选择相应的加工程序,并启动加工过程。
11. 监控加工过程在加工过程中,及时监控法兰克系统数控车床的运行情况和加工质量。
如果发现异常情况,及时停止加工,并进行相应的调整和处理。
12. 完成加工任务加工完成后,关闭法兰克系统数控车床,将工件取下,并进行必要的清理和整理工作。
检查加工结果是否符合要求,并及时记录相关数据和反馈。