定位误差的计算方法.
- 格式:doc
- 大小:141.00 KB
- 文档页数:5
一种简单的定位误差计算方法定位误差是物理系统和测量系统中非常重要的性能参数之一,它直接反映了定位精度和准确度,是衡量定位系统能力和性能的一个重要指标。
定位误差是指被测定位系统在被测点到它理论上应该对准的目标点上产生的位置偏移值,用来衡量系统定位准确度的指标。
本文主要介绍一种简单的定位误差计算方法。
在定位系统的测试中,测量系统的位置定位误差是一项重要的指标,但通常来说,一个点上的测量可能会出现多种错误,这些错误需要仔细计算才能得出最终的定位误差。
定位误差计算其实非常简单,当测量系统在一个点上进行测量时,有两个重要的量可以利用:测试点的绝对坐标和实际测量值(即系统实际定位到的位置坐标)。
有了这两个量,就可以很容易地计算出定位误差,方法是将两组坐标相减,差值就是定位误差。
定位误差计算方法的具体步骤如下:(1)测量系统在一个点上测量,标定实际位置的绝对坐标;(2)记录实际测量值,即系统实际定位到的位置坐标;(3)计算实际测量值和标定坐标的差值,结果就是定位误差;(4)若要精确衡量定位误差,可以按坐标轴,分别求出X轴和Y轴上的定位误差值;(5)根据测试结果,得出定位系统的性能参数,进而指导性能的改进和维护。
以上就是一种简单的定位误差计算方法,简单易行,同时可以准确测量定位系统的性能指标,有助于定位系统的运行和维护。
定位误差计算方法的应用非常广泛,它可以用于检测自动定位系统的性能,也可以用于映射定位和测试系统,还可以用于指导定位系统优化和改进。
因此,定位误差计算方法是极其有用的,它不仅可以测量定位系统的性能,还能帮助定位系统持续保持高性能。
另外,应用定位误差计算方法时,还需注意系统的温度变化、外部干扰等因素,可能会影响测量结果,甚至造成测量误差。
因此,在实际应用时,要根据不同的环境和条件来进行改进和调整,以提高测量精度。
总之,定位误差计算方法是一种简单而有用的测试方法,可以清楚地了解定位系统的性能参数,为定位系统的优化和改进提供有力的支持。
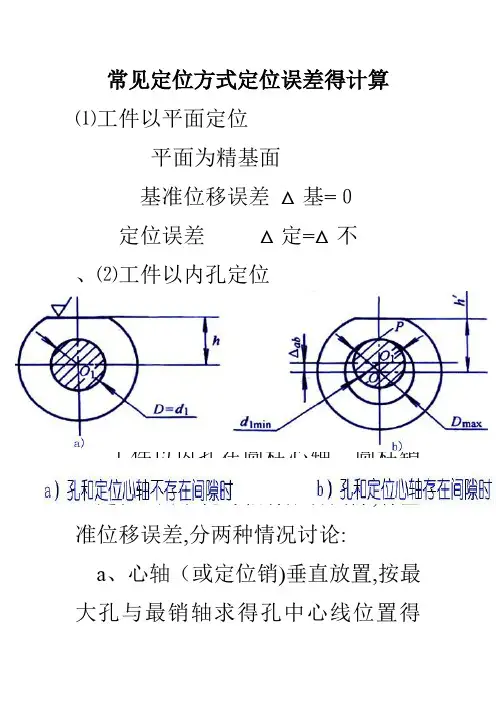
常见定位方式定位误差得计算⑴工件以平面定位平面为精基面基准位移误差△基=0定位误差△定=△不、⑵工件以内孔定位①工件孔与定位心轴(或销)采用间隙配合得定位误差计算△定= △不+ △基工件以内孔在圆柱心轴、圆柱销上定位。
由于孔与轴有配合间隙,有基准位移误差,分两种情况讨论:a、心轴(或定位销)垂直放置,按最大孔与最销轴求得孔中心线位置得变动量为:△基= δD+ δd+△min = △max =孔Dmax-轴dmin (最大间隙)b、心轴(或定位销)水平放置,孔中心线得最大变动量(在铅垂方向上)即为△定△基=OO'=1/2(δD+δd+△mi n)=△max/2或△基=(Dmax/2)-(dmin /2)=△max/2= (孔直径公差+轴直径公差) / 2②工件孔与定位心轴(销)过盈配合时(垂直或水平放置)时得定位误差此时,由于工件孔与心轴(销)为过盈配合,所以△基=0。
对H1尺寸:工序基准与定位基准重合,均为中心O,所以△不=0对H2尺寸:△不=δd/2⑶工件以外圆表面定位A、工件以外圆表面在V型块上定位由于V型块在水平方向有对中作用。
基准位移误差△基=0B.工件以外圆表面在定位套上定位定位误差得计算与工件以内孔在圆柱心轴、圆柱销上定位误差得计算相同。
⑷工件与"一面两孔"定位时得定位误差①“1”孔中心线在X,Y方向得最大位移为:△定(1x)=△定(1y)=δD1+δd 1+△1min=△1max(孔与销得最大间隙)②“2”孔中心线在X,Y方向得最大位移分别为:△定(2x)=△定(1x)+2δLd(两孔中心距公差)△定(2y)=δD2+δd2+△2min=△2max③两孔中心连线对两销中心连线得最大转角误差:△定(α)=2α=2tan-1[(△1max+△2max)/2L](其中L为两孔中心距)以上定位误差都属于基准位置误差,因为△不=0。
需要指出得就是定位误差一般总就是针对批量生产,并采用调整法加工得情况而言。


定位误差的分析计算为保证工件的加工精度,工件应有正确的定位,即除应限制工件必要的自由度使工件具有确定的位置外,还应使实施定位后所产生的误差在工件误差允许范围以内,实现工件安装时的定与准。
造成定位误差的原因有两个:一是由于定位基准与设计基准不重合,称基准不重合误差(定基误差)用△B表示;二是由于定位副制造误差而起定位基准的位移称为基准位移误差,用△Y表示。
(1)基准不重合误差的计算基准不重合误差因所选定位基准与工序基准不重合而引起,其值为两基准间的最大变化量(即两基面间公差),因此,计算时,可在确定认定位基准与工序基准的基础上,寻求两基面间的关系即可,具体分三步:①确定基准定位基准为该工序所选安装时定位的依据,并且一定在要求保证的工序尺寸方向上,作为已知条件在题目中说明或标注()于工序图;工序基准则为该工序用以表达加工表面(粗实线)位置尺寸的基准。
②基准是否重合经确认的定位基准与工序基准若为同一表面,则基准不重合误差△B=0;若不重合则需进行计算。
③基准不重合时的误差计算基准不重合误差为两基面间的最大变量。
因此,两基面间若有直接尺寸标注,则尺寸公差即为△B;若无直接尺寸,而只有间接尺寸,则需利用尺寸间关系如尺寸链进行求解。
若定位基准变动方向与对应工序尺寸不在同一方向,则需两基面间距离公差投影于工序尺寸方向,即△B=δs cosβ式中δs为定位基准与工序基准间尺寸公差β为基准间尺寸与工序尺寸之夹角(2)基准位移误差的计算基准位移误差△Y因定位副制造误差而起,因此,当定位副结构不同产生的基准位移误差计算。
①工件以平面定位工件若以粗基准平面定位,定位面与限位面间不可能有很好的贴合,但该定位方案往往出现在加工开始或加工要求不高情况下,故此时的误差也就不必计算。
工件若以加工过的精基准平面定位,则定位面与限位面间会有良好的接触状态,定位基面的位置可看成是不动的。
因此,基准位移误差为零,即△Y=0。
②工件外圆在圆孔中定位工件在外圆定位时,其定位基准为轴的中心线,定位基面为外圆柱面。
定位误差一直是定位技术研究和应用中的重要问题,在定位误差的来源中,基准位移误差和基准不重合误差是很常见的,它们对定位结果的影响很大。
本文将从基准位移误差和基准不重合误差两个方面展开讨论,分析它们的含义、影响和解决方法。
一、基准位移误差的含义和影响1. 基准位移误差是指参与定位的不同测量参考点之间的位置偏移,它可以由测量仪器的精度、环境条件等因素引起。
2. 基准位移误差会导致最终定位结果的不准确,特别是在需要高精度定位的应用场景中,如无人驾驶、航空航天等领域,基准位移误差的影响更加显著。
3. 解决基准位移误差的关键在于选择和设置合适的基准点,采用高精度的测量设备,并对环境因素进行充分的考虑和调整。
二、基准不重合误差的含义和影响1. 基准不重合误差是指不同基准点之间的坐标系之间存在一定的错位和偏移,这种误差可能来源于测量手段、数据处理等环节。
2. 基准不重合误差会使定位系统的各个基准点之间的数据不一致,从而影响定位精度和可靠性。
3. 解决基准不重合误差的关键在于建立统一的坐标系,采用一致的数据处理方法和标定策略,确保各个基准点之间的一致性和准确性。
三、如何综合考虑和解决基准位移误差和基准不重合误差1. 首先要对定位应用的具体场景和精度要求有清晰的认识和把握,根据具体要求选择合适的基准点和测量手段。
2. 其次要充分考虑环境因素对定位精度的影响,对测量设备、数据处理方法等进行调整和优化。
3. 最后要建立完善的数据校准和纠正机制,定期对基准点进行维护和更新,确保定位系统的持续稳定和精准性。
结语基准位移误差和基准不重合误差是定位系统中普遍存在的问题,它们会直接影响到定位结果的准确性和可靠性。
针对这些误差,我们需要根据具体场景和要求,综合考虑和解决,采用合适的基准点选择、测量设备和数据处理方法,建立完善的定位系统,以满足不同领域对定位精度的要求。
基准位移误差和基准不重合误差是定位系统中非常关键的问题,对于需要高精度定位的应用场景,如航空航天、导航系统、地理信息系统等领域,这些误差的影响更加显著。
定位误差的计算方法:(1)合成法为基准不重合误差和基准位移误差之和; (2)极限位置法工序基准相对于刀具(机床)的两个极限位置间的距离就是定位误差; (3)微分法先用几何方法找出工序基准到定位元件上某一固定点的距离,然后对其全微分,用微小增量代替微分,将尺寸误差视为微小增量代入,就可以得到某一加工尺寸的定位误差。
注:基准不重合误差和基准位移误差它们在工序尺寸方向上的投影之和即为定位误差。
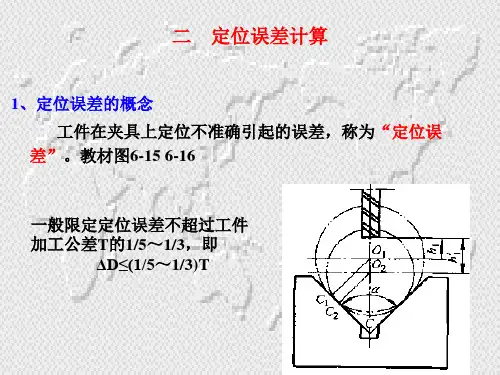
例如:用V 型块定位铣键槽,键槽尺寸标注是轴的中心到键槽底面的尺寸H 。
T D 为工件定位外圆的公差;α为V 型块夹角。
1. 工序基准为圆柱体的中心线。
表示一批工件依次放到V 型块上定位时所处的两个极端位置情形,当工件外圆直径尺寸为极大和极小时,其工件外圆中心线分别出于点O '和点O ''。
因此工序基准的最大位置变动量O O ''',便是对加工尺寸H 1所产生的定位误差: 故得:OE O E H H O O 11DH1''-'='-''='''=ε O A E Rt 1''∆中: max 1D 21A O ='' 2sin A O O E 1α''='O A E Rt 1''''∆中:min 1D 21A O ='''' 2sin A O O E 1α''''=''2sin 2T 2sin 2T 2sin A O A O O E O E D D11DH1α=α=α''''-''=''-'=ε2. 工序基准为圆柱体的下母线:工件加工表面以下母线C 为其工序基准时,工序基准的极限位置变动量C C '''就是加工尺寸H2所产生的定位误差。
定位误差的计算方法:(1)合成法为基准不重合误差和基准位移误差之和; (2)极限位置法工序基准相对于刀具(机床)的两个极限位置间的距离就是定位误差; (3)微分法先用几何方法找出工序基准到定位元件上某一固定点的距离,然后对其全微分,用微小增量代替微分,将尺寸误差视为微小增量代入,就可以得到某一加工尺寸的定位误差。
注:基准不重合误差和基准位移误差它们在工序尺寸方向上的投影之和即为定位误差。
例如:用V 型块定位铣键槽,键槽尺寸标注是轴的中心到键槽底面的尺寸H 。
T D 为工件定位外圆的公差;α为V 型块夹角。
1. 工序基准为圆柱体的中心线。
表示一批工件依次放到V 型块上定位时所处的两个极端位置情形,当工件外圆直径尺寸为极大和极小时,其工件外圆中心线分别出于点O '和点O ''。
因此工序基准的最大位置变动量O O ''',便是对加工尺寸H 1所产生的定位误差: 故得:OE O E H H O O 11DH1''-'='-''='''=ε O A E Rt 1''∆中: max 1D 21A O ='' 2sin A O O E 1α''='O A E Rt 1''''∆中:min 1D 21A O ='''' 2sin A O O E 1α''''=''2sin 2T 2sin 2T 2sin A O A O O E O E D D11DH1α=α=α''''-''=''-'=ε2. 工序基准为圆柱体的下母线:工件加工表面以下母线C 为其工序基准时,工序基准的极限位置变动量C C '''就是加工尺寸H2所产生的定位误差。
定位误差的计算方法:(1)合成法为基准不重合误差和基准位移误差之和; (2)极限位置法工序基准相对于刀具(机床)的两个极限位置间的距离就是定位误差; (3)微分法先用几何方法找出工序基准到定位元件上某一固定点的距离,然后对其全微分,用微小增量代替微分,将尺寸误差视为微小增量代入,就可以得到某一加工尺寸的定位误差。
注:基准不重合误差和基准位移误差它们在工序尺寸方向上的投影之和即为定位误差。
例如:用V 型块定位铣键槽,键槽尺寸标注是轴的中心到键槽底面的尺寸H 。
T D 为工件定位外圆的公差;α为V 型块夹角。
1. 工序基准为圆柱体的中心线。
表示一批工件依次放到V 型块上定位时所处的两个极端位置情形,当工件外圆直径尺寸为极大和极小时,其工件外圆中心线分别出于点O '和点O ''。
因此工序基准的最大位置变动量O O ''',便是对加工尺寸H 1所产生的定位误差: 故得:OE O E H H O O 11DH1''-'='-''='''=ε O A E Rt 1''∆中: max 1D 21A O ='' 2sin A O O E 1α''='O A E Rt 1''''∆中:min 1D 21A O ='''' 2sin A O O E 1α''''=''2sin 2T 2sin 2T 2sin A O A O O E O E D D11DH1α=α=α''''-''=''-'=ε2. 工序基准为圆柱体的下母线:工件加工表面以下母线C 为其工序基准时,工序基准的极限位置变动量C C '''就是加工尺寸H2所产生的定位误差。
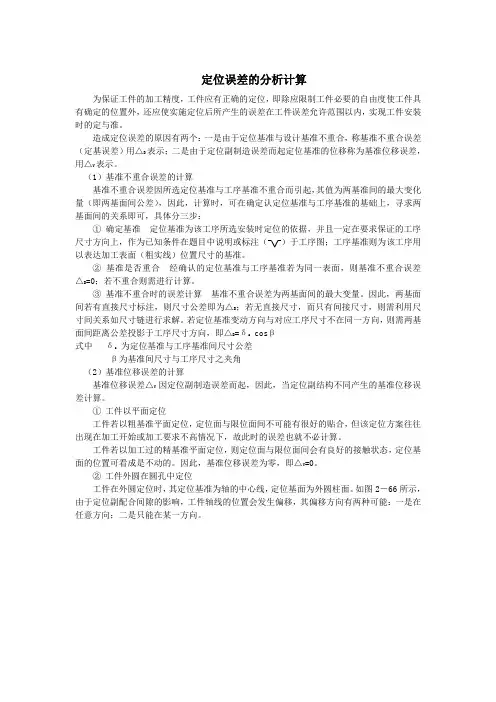
定位误差专题一、工件以外圆Φd Td -0在V 型铁上定位,求尺寸L 的定位误差。
解:h jb δ2=∆45222Sin Td SinTd jw ==∆α则:)71.0(24522)(Td Th Sin Tdh L dw +=+=∆ δ二、已知d1=Φ2500210-.,d2=Φ4000250-.,两外圆同轴度Φ0.02,V 型块夹角α=90°,试计算: (1)铣键槽时的定位误差。
(2)若键槽深度要求A=34.8-0170.,此定位方案可行否?解:(1)∆jb =0.025+0.02=0.045∆jw =2sin21αd ∆= 45sin 2021.0⨯≈0.015∆dw =∆jb +∆jw =0.045+0.015=0.060(2)3工∆=3170.〈∆dw =0.06故不能满足加工要求,此方案不可行。
三、如图a所示一批零件,外圆已加工合格,今设计钻模加工2-Φ8孔。
除保证图a所示中心距要求外,还要求两孔连心线通过外圆中心,偏移量不得大于0.08。
试分别分析图b和图c两种定位方案的定位误差对各项精度的影响(1是钻模板,2是V 形块)。
解:中心距要求是由钻模板1的制造保证的,与工件定位无关。
两孔连心线通过外圆中心(偏移量不大于0.08)与工件定位有关,对图b:0=∆dw ;对图c:2sin2αd dw ∆=∆;为此应选用图b 的方案。
四、 某圆盘形工件外圆尺寸为Φ80-0150.;按尺寸30±0.07铣出一平面,然后用如图所示定位元件定位加工一孔Φ2000045+.;试计算孔加工后由于定位所产生的与外圆的最大同轴度误差。
解:jy jb dw ∆+∆=∆ 2465.0045sin 215.04514.0=+︒+︒⨯=tg五、(10分)如图所示零件已加工好Φ100005+.,40003+.,α=45°,求尺寸L 的定位误差。
解:由40引起的定位误差:3.0453.01=︒=∆tg L 由100引起的定位误差:3535.045sin 125.02=⨯=∆LL 的定位误差为:ΔL =ΔL 1+ΔL 2=0.3+0.3535=0.6535(mm)六、如图所示,加工刨刀架拖板燕尾槽工序,需保证尺寸A ±ΔA 。
定位误差的计算方法:
(1)合成法
为基准不重合误差和基准位移误差之和; (2)极限位置法
工序基准相对于刀具(机床)的两个极限位置间的距离就是定位误差; (3)微分法
先用几何方法找出工序基准到定位元件上某一固定点的距离,然后对其全微分,用微小增量代替微分,将尺寸误差视为微小增量代入,就可以得到某一加工尺寸的定位误差。
注:基准不重合误差和基准位移误差它们在工序尺寸方向上的投影之和即为定位误差。
例如:用V 型块定位铣键槽,键槽尺寸标注是轴的中心到键槽底面的尺寸H 。
T D 为工件定位外圆的公差;α为V 型块夹角。
1. 工序基准为圆柱体的中心线。
表示一批工件依次放到V 型块上定位时所处的两个极端位置情形,当工件外圆直径尺寸为极大和极小时,其工件外圆中心线分别出于点
O '和点O ''。
因此工序基准的最大位置变动量O O ''',便是对加工尺寸H 1所产生的定位误差: 故得:O
E O E H H O O 11DH
1
''-'='-''='''=ε O A E Rt 1''∆中: max 1
D 2
1A O ='' 2
sin A O O E 1α''=
'
O A E Rt 1''''∆中:min 1
D 2
1
A O ='''' 2
sin A O O E 1α''''=
''
2
sin 2T 2sin 2T 2sin A O A O O E O E D D
11DH
1
α=α=α''''-''=''-'=ε
2. 工序基准为圆柱体的下母线:
工件加工表面以下母线C 为其工序基准时,工序基准的极限位置变动量C C '''就是加工尺寸H2所产生的定位误差。
C
S C S C O O O H H 22DH 2
'-''=''-'''='-''=ε C O C O O O )
C O O S ()C O O S ('
'-''''+'''=''+'-'''+'=
而 2
sin
2T O O D α=
'''
min D 2
1C O =''''
max D 2
1
C O =''
所以:C O C O O O 2
DH ''-''''+'''=ε
)
12
sin
1(2T 2T 2sin 2T 2D D 2
sin
2T )D (21
)D (212sin 2T D D D max min D max min D
DH 2
-α=-α=-+
α=-+α=ε
3. 工序基准为上母线
如果键槽的位置尺寸采用上母线标注时,上母线K的极限位置变动量为K
K''
',就是对加工尺寸H3所产生的定位误差。
)1
2
sin
1
(
2
T
2
sin
2
T
2
T
2
sin
2
T
2
D
D
2
sin
2
T
)
D
(
2
1
)
D
(
2
1
O
O
K
O
K
O
)
O
O
K
O
(
K
O
K
O
K
O
H
H
K
K
D
D
D
D
min
max
D
min
max
3
3
DH
3
+
α
=
α
+
=
α
+
-
=
α
+
-
=
''
'
+''
''
-'
'
=
''
'
-''
''
-'
'
=
''
''
-'
'
=''
-
'
=''
'
=
ε
在V 型块中定位时的定位误差:
另外一种解法:
V 型块是一种对中定位元件,当V 型块和工件外圆制作的非常精确时,这时外圆中心应在V 型块理论中心位置上,即两中心重合而无基准位移误差。
但是实际上对于一批工件而言外圆直径是有偏差的,当外圆直径从Dmax 到Dmin 时,虽然工件外圆中心始终在V 型块的对称中心平面内而不发生左右移动,即V 型块在垂直于对称平面的方向无基准位移误差Δjw =0,但是工件外圆中心在V 型块的对称平面内发生上下偏移,即造成基准位移误差。
2
sin
2T 2sin 2T 2sin A O A O O E O E D
D
11jw α=α=α''''-''=''-'=∆
式中 T D ——工件定位外圆的公差;
即为基准位移误差大小。
当工序尺寸的标注方法不同时还可能产生基准不重合误差,铣键槽分别以中心线,上母线和下母线为工序基准,其基准不重合误差分别为:
0)H (1bc =∆
2T )H (D
2bc =∆
2
T )H (D
3bc =∆
而定位误差为基准不重合误差和基准位移误差在加工尺寸方向上的代数和。
)H ()H (i jw i bc dw ∆±∆=∆
2
sin
2T )H ()H ()H (D 1jw 1bc 1dw α=
∆±∆=∆
)12
sin
1(2T 2sin 2T 2
T )H ()H ()H (D D
D
2jw 2bc 2dw +α=α+
=∆+∆=∆)
12
sin
1
(2T 2T 2sin 2T )H ()H ()H (D D D
3bc 3jw 3dw -α=-α=∆±∆=∆补充作业:
如图所示工件以外圆柱面在V 型块上
定位,对内孔进行插键槽工序,
已知:外径d 为mm 500
03.0-φ; 内径D 为mm 3005.00
+φ
内外圆同轴度为0.02mm ,试计算用调整法加工这批工件时,工序尺寸H 的定位误差是多少?
解:
基准不重合误差:mm 025.02
05
.0c ==ε 基准位移误差: mm 021.02
90sin
203
.02sin 2T D
w ==α=ε
同轴度误差:mm 02.0=∆同轴度
则,定位误差为:
mm 066.002.0021.0025.0W C D =++ε+ε+ε=ε=同轴度。