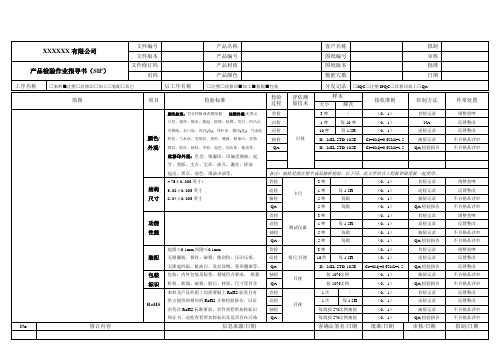
注塑SIP检验指导书
- 格式:xls
- 大小:32.50 KB
- 文档页数:1



sip检验作业指导书模板本协议为sip检验作业指导书模板,旨在规范sip检验流程,确保产品质量符合标准。
以下为关键信息项及详细说明:11 sip检验目的111 确保产品符合质量标准112 提升生产效率与客户满意度113 减少不良品流入市场风险111 sip检验范围1111 所有需进行sip检验之产品与材料1112 生产线各工序中涉及之设备工具1113 员工操作规范及安全事项112 sip检验职责分配1121 sip检验员负责执行具体检验工作并记录结果1122 质量管理人员监督整个检验过程确保公正准确1123 生产部门配合提供所需样品及相关信息113 sip检验流程1131 制定详细检验计划包括抽样方案1132 按照既定标准对样品进行外观功能测试1133 记录检验数据并分析判断是否合格1134 对不合格品采取相应措施如返工报废等1135 定期复核检验标准更新相关文件114 sip检验标准1141 外观检查标准涵盖尺寸颜色缺陷等1142 功能测试标准包括性能稳定性兼容性等1143 安全性评估标准涉及电气安全机械安全等115 sip检验设备工具1151 必备测量仪器如卡尺千分表等1152 专用检测设备如老化试验箱耐压测试仪等1153 辅助工具如标签打印机条形码扫描枪等116 sip检验记录与报告1161 检验前准备记录包括样品信息环境条件等1162 检验过程中数据记录确保可追溯性1163 检验结论与建议形成正式报告提交相关部门1164 不合格品处理记录详细描述原因及措施117 sip检验培训1171 新入职员工需接受系统化培训考核合格后上岗1172 在职员工定期参加复训提升专业技能1173 针对新标准新工艺及时组织专项培训118 sip检验持续改进1181 收集反馈意见持续优化检验方法提高效率1182 分析历史数据发现潜在问题提前预防1183 关注行业动态引入先进技术和理念119 sip检验应急处理1191 遇突发情况立即启动应急预案保障安全1192 及时沟通协调确保生产顺利进行1193 总结经验教训完善相关制度流程姓名:____________________________职务:____________________________日期:____________________________此模板仅为示例,请根据实际情况调整具体内容。


注塑检验指导书一、目的本检验指导书的目的在于规范注塑产品的检验流程和标准,确保注塑产品的质量符合相关要求,提高产品的合格率,减少次品和废品的产生,满足客户的需求。
二、适用范围本指导书适用于本公司所有注塑产品的检验。
三、检验工具及设备1、游标卡尺:用于测量产品的尺寸。
2、千分尺:用于测量产品的厚度等精度要求较高的尺寸。
3、硬度计:用于检测产品的硬度。
4、色差仪:用于检测产品的颜色差异。
5、放大镜:用于观察产品的表面缺陷。
四、检验环境1、检验场所应保持清洁、干燥,无明显的灰尘和杂物。
2、检验场所的照明应充足,以确保能够清晰地观察产品的外观和缺陷。
3、检验场所的温度应在 20℃ 25℃之间,相对湿度应在 40% 60%之间。
五、检验项目及标准(一)外观检验1、颜色产品的颜色应与标准色板或客户提供的颜色样本一致,无明显的色差。
在自然光下,从不同角度观察,颜色应均匀一致。
2、表面缺陷(1)不允许有划伤、擦伤、碰伤、压痕等痕迹。
(2)不允许有气泡、缩水、熔接痕、银丝、飞边等缺陷。
(3)表面应平整、光滑,无明显的凹凸不平和变形。
(二)尺寸检验1、按照产品的图纸或客户提供的尺寸要求,使用游标卡尺、千分尺等测量工具对产品的关键尺寸进行测量。
2、尺寸公差应符合图纸或客户要求的公差范围。
(三)结构检验1、产品的结构应与设计图纸或客户要求一致,无漏装、错装等情况。
2、产品的装配部位应配合良好,无松动、卡滞等现象。
(四)性能检验1、硬度根据产品的材质和要求,使用硬度计对产品的硬度进行检测,硬度应符合相关标准。
2、耐腐蚀性对于有耐腐蚀性要求的产品,应进行相应的腐蚀试验,试验结果应符合要求。
六、检验流程(一)首件检验1、每批产品开始生产时,应进行首件检验。
2、检验人员按照检验项目和标准对首件产品进行全面检验,并填写首件检验报告。
3、首件检验合格后,方可进行批量生产;首件检验不合格,应及时通知生产部门进行调整,直至首件检验合格。