SIP检验标准书格式
- 格式:docx
- 大小:19.21 KB
- 文档页数:2
江苏锦绣前程电子科技有限公司
制修日:2014年04月02日
外观检验标准
1 目的:
为了完善我司外观检验标准、及时对接客户要求,从而服务于生产,提升产品制程外观检验能力。
2 范围:
适合于我司外观检验人员本厂制造过程中所有半成品、成品、之进料检验、首件检验、制程检验、出料检验及制程之稽核等皆属之。
3内容:
3.1检验条件
3.2检验规格
3.1检验条件
3.2检验规格
灰尘不允许可擦拭的允许色差不允许参照样品
破裂
NG
玻璃破损
NG
NG
ACF贴合1、产品贴合时无污渍。
水渍、杂点、
指纹、导电面与非导电面无刮伤、划伤
2、ACF贴合前应用鹿皮擦拭有污渍的
产品
3、上下贴合精确,上下偏位±0.15
4、左右偏位《PIN‘1/3’
5、点胶后平滑无杂质、不能在可视区
(AA区内)
目测
热压后外观检验平整无气泡、引线与Sensor粘合紧
密、且压合连接的线路看起来有立体
感,导电热熔胶在压合的边缘会有挤出
来的感觉。
目测
FPC热压拉力测试热压效果良好的Sensor应完全满足拉
力测试的要求,
用拉压力计测试垂直方向所能承
受的拉扯力:为600g
4.定义:无
5.使用表单:
5.1外观检验检验记录表。
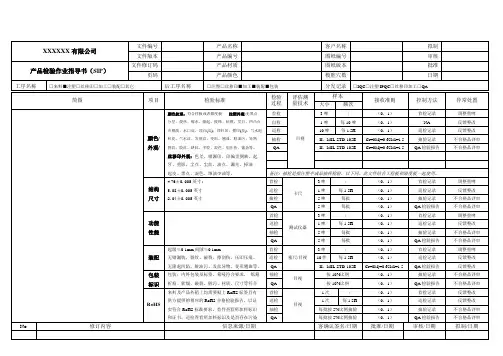
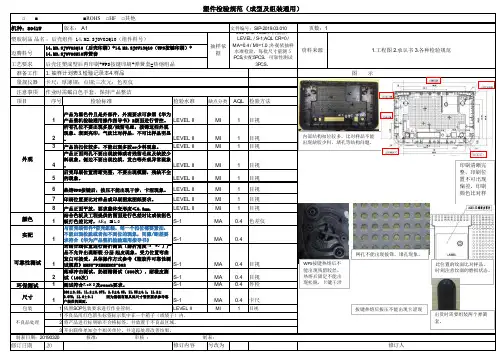
迈腾料号工艺要求 准备工作 量规仪器 注意事项 项目 序号 检验标准检验水准缺点分类AQL 检验方法1产品为黑色件且是外部件,外观要求可参照《华为产品整机检验通用操作指导书》2级面进行管控。
LEVEL II MI 1目视2所有孔位不要出现多胶/残留毛丝,披锋这些外观现象。
表面亮印,气纹比对样品,不可比样品明显。
LEVEL II MI 1目视3产品的扣位较多,不能出现多胶or少料现象。
LEVEL II MI 1目视4产品正面网孔不要出现披锋或者残留毛丝及缺胶少料现象。
侧边不要出现拉模,发白等外观异常现象。
LEVEL II MI 1目视5后壳印刷位置清晰完整,不要出现模糊,残缺不全的现象。
LEVEL II MI 1目视6热熔WPS按键后,按压不能出现干涉,卡涩现象。
LEVEL II MI 1目视7印刷位置要比对样品或印刷图案图纸要求。
LEVEL II MI 1目视8产品正面平放,要求整体变形度≤0.3mm.LEVEL II MI 1目视颜色1结合色板及工程提供的图面进行色差对比或依据色板打色差比对,ΔE :≦1.0S-1MA 0.4色差仪实配1与前壳装饰件+前壳组装,每一个扣位都要紧扣,不能出现松脱或者扣不到位的现象,间隙/断差要求符合《华为产品整机检验通用指导书》S-1MA0.41对结合线位置进行掰折测试(掰折角度45°-90°)产品不允许出现断裂/分层/起皮现象。
受力位置弯曲发白可接受。
具体操作方式参考《塑胶件可靠性测试规范》MHSY-PZBKKXCS-002S-1MA 0.4目视2落球冲击测试。
奶酒精测试(500次),耐橡皮测试(100次)S-1MA 0.4目视环保测试1测试符合RoHS 及reach要求。
S-1MA 0.4外检尺寸1260±0.25;11.2±0.075;2.5±0.05;11.55±0.1;11.2±0.075;11.5±0.1 因为篇幅有限具体尺寸管控要求参考客户提供的图面。
sip标准检验指导书SIP标准检验指导书。
一、引言。
SIP(Session Initiation Protocol)是一种用于建立、修改和终止会话的通信协议,它在VoIP(Voice over Internet Protocol)和多媒体会话控制方面发挥着重要作用。
SIP标准的检验对于保证通信设备的互操作性和性能至关重要。
本指导书旨在为SIP标准的检验提供详细的指导,以确保各项检验工作的准确性和可靠性。
二、检验准备。
1. 检验设备准备,在进行SIP标准的检验前,需要准备好相应的检验设备,包括SIP测试仪、网络分析仪、VoIP网关等。
2. 检验环境准备,确保检验环境符合标准要求,包括网络连接稳定、通信设备正常运行等。
3. 检验人员准备,指定专业人员进行SIP标准的检验工作,确保其具备相关的技术知识和经验。
三、检验内容。
1. SIP消息格式检验,包括对SIP请求消息和响应消息的格式进行检验,确保其符合SIP协议规范要求。
2. SIP状态码检验,对SIP协议中定义的各种状态码进行检验,包括1xx、2xx、3xx、4xx、5xx、6xx等状态码的处理和传输。
3. SIP会话建立检验,对SIP协议中会话建立的过程进行检验,包括呼叫建立、鉴权、媒体协商等环节的检验。
4. SIP会话修改和终止检验,对SIP协议中会话修改和终止的过程进行检验,包括呼叫转移、媒体协商变更、会话释放等环节的检验。
四、检验方法。
1. 静态检验,通过对SIP消息的格式和内容进行静态分析,检查其是否符合SIP协议规范要求。
2. 动态检验,通过模拟实际通信场景,对SIP协议的各项功能进行动态测试,验证其在实际环境中的可靠性和稳定性。
3. 压力测试,通过模拟大量并发呼叫和大容量数据传输,对SIP协议的性能进行压力测试,验证其在高负载情况下的稳定性和可靠性。
五、检验报告。
1. 检验结果记录,对SIP标准的检验结果进行详细记录,包括检验项目、检验方法、检验环境、检验设备、检验人员等信息。

sip标准检验指导书SIP标准检验指导书。
一、引言。
SIP(Session Initiation Protocol)是一种用于建立、修改和终止会话的通信协议。
它在IP网络上提供了一种灵活、可扩展的方式来实现多媒体通信。
SIP标准的检验对于保障通信质量、提高通信效率具有重要意义。
本指导书将对SIP标准的检验方法进行详细介绍,以便相关人员能够准确、有效地进行检验工作。
二、SIP标准检验内容。
1. SIP消息格式检验。
SIP消息格式是SIP协议的基础,其正确性对于通信的顺利进行至关重要。
在进行SIP标准检验时,需对SIP消息的格式进行严格检查,包括消息头部、消息体等内容的格式是否符合标准要求。
2. SIP状态码检验。
SIP状态码是SIP协议中用于表示请求处理结果的重要信息。
在检验时,需要对SIP状态码的使用进行检查,包括状态码的正确性、合理性以及对应的处理流程是否符合标准要求。
3. SIP会话建立与终止检验。
SIP协议的主要功能之一是建立和终止会话,因此对于会话的建立和终止过程需要进行详细检验。
包括会话建立过程中的邀请、响应以及会话终止过程中的挂断等操作是否符合标准要求。
4. SIP安全机制检验。
SIP协议中的安全机制对于通信的安全性至关重要。
在进行SIP 标准检验时,需要对SIP协议中的安全机制进行检查,包括认证、加密等安全措施的有效性和合规性。
5. SIP协议扩展检验。
SIP协议的灵活性和可扩展性使得其可以支持各种应用场景和功能需求。
在进行SIP标准检验时,需要对SIP协议的扩展功能进行检查,包括扩展功能的正确性、兼容性以及对现有功能的影响等方面。
三、SIP标准检验方法。
1. 抽样检验法。
在进行SIP标准检验时,可以采用抽样检验法对SIP消息进行抽样检查,以确保消息的格式、内容等符合标准要求。
2. 现场检查法。
对于SIP会话建立和终止过程,可以采用现场检查法对实际通信过程进行检查,以验证其是否符合标准要求。
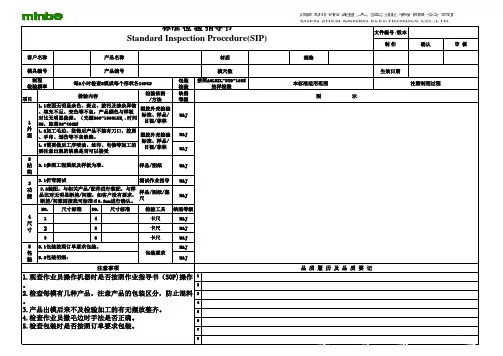
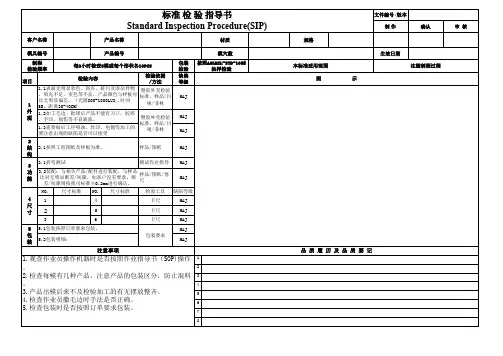
制 作确 认审 核按订单材质、厚度:按图纸规 格 :与BOM一致产品名称;生效日期 :项 目检验方法缺陷等级目 测Ma 目 测Ma 戴棉纱手套检验无棉絮产生Ma 目 测Mi 目测/测量MaNO.检验项NO.检验项检验工具缺陷等级1材料厚度4孔径千分尺/卡尺Cr 2外形尺寸5孔距卡尺/卷尺Ma 3沉孔尺寸6沉孔角度和方向卡尺/适配Ma 目 测Mi 目 测Mi12345目 测Standard Inspection Procedure(SIP)2.1所有尖角到钝,但不能倒成圆角;2.2所有外面毛刺必须去除,以手摸无刮手感觉为宜;检验频率:工序自检检验內容2.4外表面不得有明显划痕、划伤、变形等;2.5腰孔允许锯齿状加工痕,但最小尺寸不得小于图纸尺寸要求(图纸有明确要求的除外)。
4.1按要求合理摆放、注意防护、正反面;4.2作好物料标识,图纸随料周转。
Ma 1.2材料表面平整、光滑、颜色均匀一致;1.3镀锌板表面花纹一致,锌层不得有明显划伤、黑点等。
1.1材料表面无明显杂色、斑点、脏污及渗杂异物,不得有压伤、锈斑、明显划痕、变形、鼓包等缺陷;本标准适用工序:订单号:设备编号:产品编号 :物料编码:与BOM一致检验类别:2018/5/18与BOM、图纸一致与BOM一致激光、数冲(下料) 、钻床(沉孔)不 良 品 图 示①材料检验②产品外观备注:以上外表面毛坯件允许轻微的擦伤或划伤,但不得影响喷涂后的整体效果(图纸有明确要求的除外);A级表面:客户在生产装配时能直接正视的外部表面(正面、侧面);B级表面:不明显的外部和开启后,就能正视的内部表面(内侧面、背面);2.3冲网孔工件表面不得有明显起伏及鼓包;③尺寸④包装注意事项1.作业员操作机器时严格按照(SOP)操作;2.检查订单有几种产品(物料),注意产品的区分,防止混料;3.外观要求较高的物料(比如镀锌板、拉丝不锈钢、覆膜板、铝板等~)采取必要的包装隔离措施以免产生划痕、划伤、压伤、擦伤、变形等;4.后工序要进行加工的物料,数控编程时应预留合理的加工余量;5.对于尺寸精度要求较高的工件要提前考虑好激光数冲加工后的变形量;6.沉孔不得呈三角形、多边形,沉孔内不得有毛刺,以平头或沉头螺丝不凸起为备 注(外观说明及检测要求)产品A面、B面无划痕、划伤(允许轻微划痕划伤,手摸无明显手感且喷涂后不可见),C面喷涂后不可见明显划伤;C级表面:不易察看的内部和外部表面(底部);划伤锈斑变形毛刺制 作确 认审 核按订单材质、厚度:按图纸规 格 :与BOM一致产品名称;生效日期 :项 目检验方法缺陷等级目 测Ma 目 测Ma 目 测Ma 目 测Mi 目 测MaNO.检验工具缺陷等级1卡尺+卷尺Ma 2卡尺+卷尺Ma 3角度尺+直角尺Ma 12345Mi检验项折弯后孔到孔的尺寸(关键尺寸);折弯尺寸+外形尺寸+对角线+平面度;折弯方向+折弯角度。
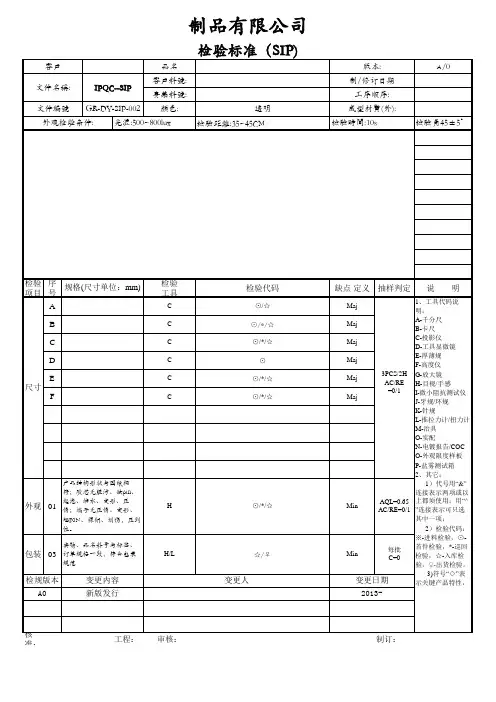
工程名外觀檢驗品名一般产品A面B面C面客戶/料號/顏色/頁次1/12.碰劃傷目視全數MA图示7.積油、少油目視全數MI8.脏污目視全數MI文件編號WI-PG-SI-404核准版本/次A1審核制定日期04/12/11制定聂芳備注:A面:產品正面B:產品側面C:產品內側檢驗時注意事項全數MI4.異物目視比對卡全數1.不允許透底、變色、噴涂不均等現象2.△E≦1.5(不同批次、不同产品之间和标准板比对)不允許有感刮傷及刮傷見底材全數檢驗條件1.目視距離30:cm2.時間:10秒3.檢驗位置:目視成450角,產品轉放在150內4.光澤:600~800 LUX之間1.涂裝顏色目視3.麻點目視比對卡MIMI玲珑电子科技有限公司MAMI檢驗標準外观检验标准书检验内容及标准檢驗項目檢驗工具檢查頻率9.絲印目視卡尺全數5.油污、凹點目視比對卡全數6.劃痕目視比對卡全數MI1.需佩帶乾淨手套2.不得佩帶手表/手鏈/戒指等對產品品質有影響的物品.不影響組裝功能OKa.L<2mm W<0.15mmb.限一條0.1<Φ≦0.5mm,ds>2cm 2個Φ≦0.3mm 不限0.15mm<Φ≦0.6mm,ds≧4cm 2個,Φ≦0.3mm不限a.偏位:ds≦0.1mmb:字體偏粗、細:W≦0.05mmc:不允許有漏白、斷線、少油、字體殘缺不全、粗細不均等MIMI不可有明顯積油、少油現象不允许有明显手印脏印a.L<3mm W<0.2mmb.限一條a:同色点Φ≦0.3㎜,ds>5㎝b:异色点Φ≦0.2㎜,ds>5㎝a:同色点Φ≦0.35㎜,ds>5㎝b:异色点Φ≦0.25㎜,ds>5㎝a:L<1.5㎜ W<0.1㎜b:允收2条,ds>2㎝a:L<2㎜ W<0.15㎜b:允收2条,ds>2㎝3颗3颗4颗3颗。