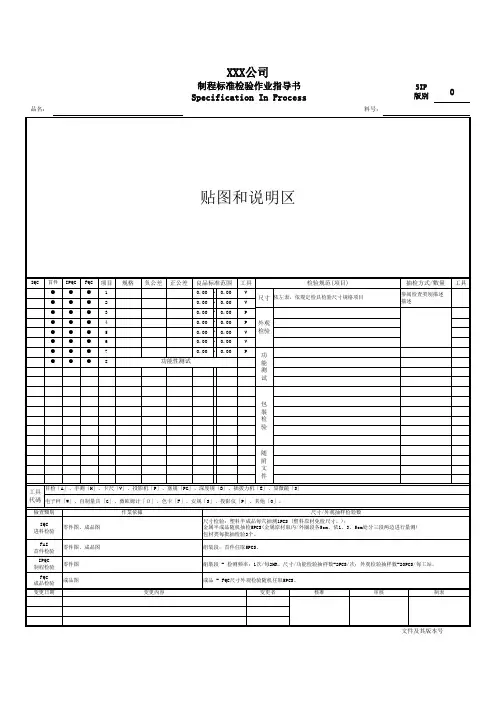
SIP---制程检验标准
- 格式:xls
- 大小:33.00 KB
- 文档页数:1
SIP与SOP的区别我们将从以下三点说明SIP与SOP的区别:一、定义SOP(Standard Operating Procedure)------标准的操作指导书。
这是给操作者使用的作业标准。
是作业人员的工作准则,将作业人员的工作予说明与规范,以达到作业的一致性与标准性。
注:有些公司称为WI (Work Instruction 意为工作指导);我们所说的SOP 不是start of production(即批量生产)之意。
SIP(Standard inspection Procedure)------标准的检查(验)指导书。
这是给QC人员使用的检查标准。
二、制定部门、依据及作用SOP为标准作业书,即工程对产品各流程所做的详细的标准作业指导,供制造现场作业员所用。
生产部门按照此SOP进行作业。
SIP为检验标准检验书,即品质工程师所做的针对产品进料、制程、成品所做的标准检验指导及标准。
品质部门人员按照SIP对生产进行检验。
SOP是针对产品的制造过程,是指导你如何做产品,它的编制依据是产品的图纸及工艺要求,而SIP是针对产品的检验过程,是指导你如何检验产品,它的依据是产品标准或规格书。
SIP是依客户规格和自身标准来制定的.SIP在制作时可以考量SOP的制作流程. 比如SIP中的检验操作就可以参考SOP中的操作方法.SOP IE人员制作会体现出作业方法&标准,使用物料,工具&设备,标准工时SIP QE人员制作会体现出检验方法,工具&设备,抽样标准,缺陷判断定义三、制作要领㈠SIP的制作要领SIP上应该标示重点管制尺寸还是标示依工程图纸对重点尺寸进行管控?如标示重点尺寸的话,有些产品的重点尺寸很多,而且有些重点尺寸不好用文字描述,我们如何对其进行检验呢?下面就来谈谈制作SIP的要领。
SIP是给QC(IQC和OQC)做的, 所以SIP应该简约,易懂,易操作.对于尺寸而言应注意以下几点:1.参考工程开发此产品时,罗列的重点尺寸, SIP检验尺寸不宜过多;3.客户端规定的尺寸;4.图纸尽可能的附在SIP上方便量测时参考;5.检测设备尽可能常用,避免使用CMM;6.对于组合尺寸或复杂量测的尺寸尽可能设计检具。
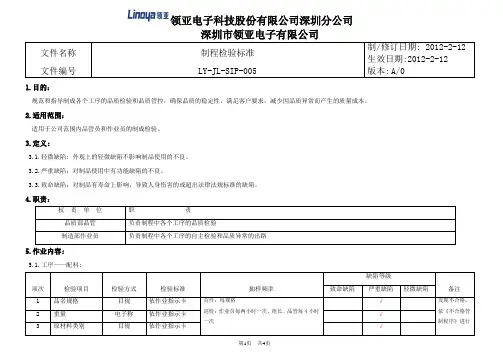
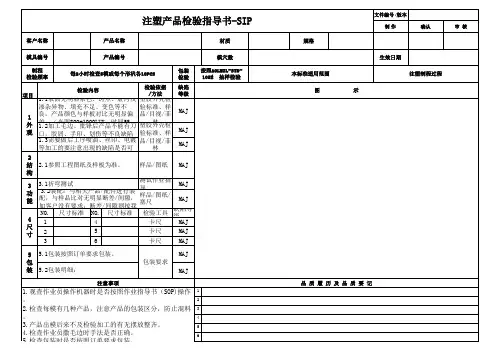
文件名称制程检验标准制/修订日期: 2012-2-12 生效日期:2012-2-12文件编号LY-JL-SIP-005 版本:A/0 1.目的:规范和指导制成各个工序的品质检验和品质管控,确保品质的稳定性,满足客户要求,减少因品质异常而产生的质量成本。
2.适用范围:适用于公司范围内品管员和作业员的制成检验。
3.定义:3.1.轻微缺陷: 外观上的轻微缺陷不影响制品使用的不良。
3.2.严重缺陷:对制品使用中有功能缺陷的不良。
3.3.致命缺陷:对制品有寿命上影响,导致人身伤害的或超出法律法规标准的缺陷。
4.职责:权责单位职责品质部品管负责制程中各个工序的品质检验制造部作业员负责制程中各个工序的自主检验和品质异常的出路5.作业内容:5.1.工序——配料:项次检验项目检验方式检验标准抽样频率缺陷等级备注致命缺陷严重缺陷轻微缺陷1 品名规格目视依作业指示卡首件:每规格巡检:作业员每两小时一次,组长、品管每4小时一次√发现不合格,依《不合格管制程序》进行2 重量电子称依作业指示卡√3 原材料类别目视依作业指示卡√文件名称制程检验标准制/修订日期: 2012-2-12 生效日期:2012-2-12文件编号LY-JL-SIP-005 版本:A/0 5.2.工序——搅拌:项次检验项目检验方式检验标准抽样频率缺陷等级备注致命缺陷严重缺陷轻微缺陷1 品名规格目视依搅拌指示卡首件:每规格巡检:作业员每小时一次,组长、品管每4小时一次√发现不合格时,依《不合格管制程序》进行2 颜色目视依标准样板√3 小料合计重量目视依作业指示卡√4 磅油重量是否正确目视依作业指示卡√5 磅大料重量是否正确目视依作业指示卡√6 原料有无杂质目视无杂质√7 清机是否干净目视清机干净√8 投料顺序是否正确目视依搅拌指示卡√9 搅拌温度温度计依搅拌指示卡√10 搅拌速度转速表依搅拌指示卡√11 搅拌时间计时器依搅拌指示卡√文件名称制程检验标准制/修订日期: 2012-2-12 生效日期:2012-2-12文件编号LY-JL-SIP-005 版本:A/0 5.3.工序——押出:项次检验项目检验方式检验标准抽样频率缺陷等级备注致命缺陷严重缺陷轻微缺陷1 品名规格目视依作业指示卡首件:每规格巡检:作业员每小时一次,组长、品管每4小时一次√发现不合格时,依《不合格管制程序》进行2 押出温度1段温度计依作业指示卡√3 押出温度2段温度计依作业指示卡√4 押出温度3段温度计依作业指示卡√5 押出温度4段温度计依作业指示卡√6 押出温度5段温度计依作业指示卡7 押出温度6段温度计依作业指示卡√8 押出温度7段温度计依作业指示卡√9 押出温度8段温度计依作业指示卡√10 颗粒目视胶条表面无颗粒状√11 颜色依标准样板无色差、无杂色√12 气孔目视胶料剖开面无气孔√13 光泽目视均匀√14 切粒目视均匀√15 结团目视不能连粒√16 杂质目视无杂质√17 标签目视正确、完整√18 重量电子称以客户需求文件名称制程检验标准制/修订日期: 2012-2-12 生效日期:2012-2-12文件编号LY-JL-SIP-005 版本:A/0 5.5.工序——包装:项次检验项目检验方式检验标准抽样频率缺陷等级备注致命缺陷严重缺陷轻微缺陷1 包装袋目视依作业指示卡首件:每规格巡检:作业员每小时一次,组长、品管每4小时一次√发现不合格,依《不合格管制程序》进行2 标签标示目视依客户要求√3 包重电子称依客户要求√5.9.任何工序出现的不合格品,当班品管须及时贴示不合格标签,标明不合格批次品名规格、数量、原因,及时将不合格品放置在不合格品区,具体依《不合格品管制程序》和《特采管理程序》执行。

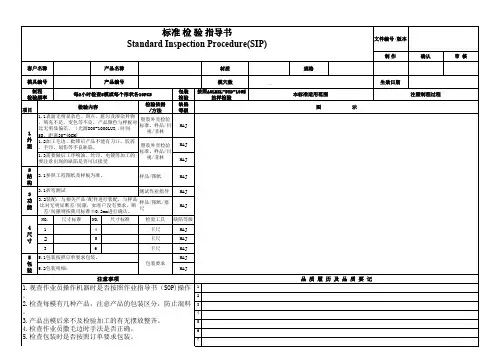
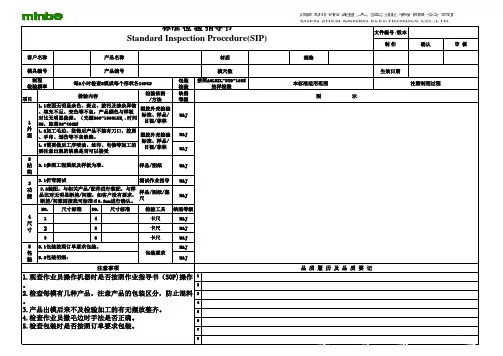
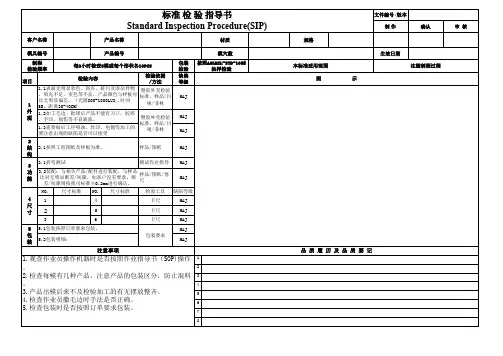
产品检验标准(sip)一、概述本产品检验标准(SIP,Standard Operating Procedure)旨在为生产过程中产品质量的控制提供明确、规范的操作指南。
本标准适用于所有涉及本产品的生产、检验、包装、储存等环节,以确保产品质量符合客户要求和法规标准。
二、目的* 确保产品符合设计要求和质量标准;* 规范生产过程中的操作流程,提高生产效率;* 防止不合格品流入市场,保护消费者权益。
三、适用范围* 本标准适用于所有涉及本产品的生产、检验、包装、储存环节;* 特殊情况下,可根据产品特性和客户需求进行调整。
四、基本原则* 遵循国家及地方相关法规标准,确保产品质量安全;* 明确各项操作步骤和要求,确保生产过程的规范性;* 定期对生产现场进行巡检,发现问题及时处理。
五、生产环境要求* 生产车间应保持清洁、干燥、通风良好,无尘土、无异味;* 设备设施应定期维护保养,确保正常运行;* 温度和湿度应符合产品要求,必要时采取措施进行调控。
六、生产设备要求* 设备应定期校准和维护,确保精度和稳定性;* 设备操作规程应明确,操作人员应经过培训;* 设备异常应及时报告并处理,防止影响产品质量。
七、检验工具和试剂要求* 检验工具应定期校准,确保精度;* 试剂应按规定存放和使用,确保安全性;* 检验过程中产生的废弃物应按规定处理。
八、产品检验流程1. 外观检验:产品外观应无明显缺陷,符合设计要求;2. 功能测试:产品应具备预期功能,无明显异常;3. 耐压测试:产品在规定压力下应保持稳定,无明显泄漏;4. 稳定性试验:产品在长时间使用或存储后,性能应无明显衰减。
九、不合格品处理1. 检验中发现的不合格品应及时隔离,并记录相关信息;2. 应对不合格品进行详细分析,找出问题根源,采取相应措施防止再次发生;3. 对客户投诉的问题,应及时响应并采取有效措施解决,确保客户满意度。
十、文件和记录要求1. 生产过程中应形成相关文件和记录,包括生产计划、操作记录、检验结果等;2. 记录应真实、完整、可追溯,并按规定保存;3. 定期对记录进行检查和分析,确保生产过程的合规性和稳定性。
SIP的制作SIP standard inspection procedure 检验标准程序目的为提升零件及成品之检验作业品质,及时发现和处理品质异常状况,以确保产品之品质可以满足客户之要求,将本公司检验规范标准化,进而提升产品品质,降低成本。
范围凡本公司生产之零件、成品检验规范制作均属之。
参考文件1、进料管制程序2、制程管制程序3、最终检验作业程序职责1、检验规范应一般由品管工程师制作、修订。
2、检验规范应由品管主管或指定人员进行审核。
3、检验规范应由副总或其职务代理人核定并签章。
4、检验规范应由负责发行文件管制单位给予编号,并盖发行章,办理发行。
作业说明检验规范之內容:检验规范內容的详细与明确程度,將直接影响检验作业之工作品质,其规定內容至少应包括以下项目:1、每一检验规范,应赋予唯一文件编号以为识別,编号方法即是在产品冠称(前项所称品名)之后,加以〝QI〞二字表示为检验规范,其后再加两码之流水编码。
【例】LNB系列-QI01系指编码01之检验规范。
2、说明原物料在检(测)验时之周围环境条件,如温度、湿度,甚至落尘之适当规定。
某些特性试验规定电源频率与电压规格,以保证测试值不致因检验条件之不同而有所偏差。
检验项目公司所有生产零件、成品之检验项目,分为以下七项:1、安全性指对使用者安全顾虑之电气特性,如绝缘阻抗与耐电压性能,通常依客戶指定之安全标准。
客戶未指定时,得依厂內标准或中国国家标准之要求订定之。
2、环境试验成品及对影响产品重大性能之半成品,应执行必要之环境试验,例如:高/低温试验、湿度试验、振动、冲击、寿命实验等。
3、电气性能指产品中最为直接影响功能之电气特性。
4、工作技艺例如:组装后半成品。
除了量化规格外,一般均做以限度样品、照片或图说以协助判定。
5、机械性能例如:抗拉力、抗曲性、压力強度等,这些将影响产品整个性能之机械特性,尤其零组件之检验应属检验要项。
6、尺寸检验尺寸之大小与公差之限度,将影响其后成品组装之结果性能,尤其零组件之,属检验要项,应参考工程图样及其规格与差标准。
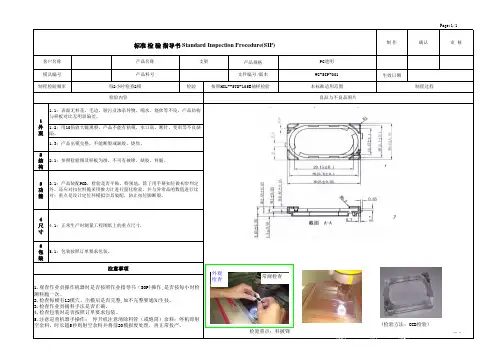
线外加工制程检验规范制作批准审核工位IPQC机型文件编号版本A0制定日期生效日期页次1/3检查工序检验内容及标准不良现象描述图 示(仅供参考)线外加工Y 轴配件Y轴电机装同步轮锁隔离柱1、同步轮与电机轴顶部平齐(如图一);2、固定同步轮的2个M3顶丝需锁到位,其中1个顶丝孔需对正电机轴的扁平面,避免固定不牢(如图一);3、4个六角隔离柱锁紧到位。
同步轮与电机轴顶部不平齐;顶丝孔未对正电机扁平面;螺丝漏锁、未锁紧、滑牙。
装Y轴限位开关1、限位开关方向正确(如图二);2、M2*10圆柱头螺丝锁紧到位。
开关装反、螺丝用错、漏锁、未锁紧、滑牙。
Y轴皮带夹块垫块1、M3*22螺丝穿过2个带边轴承,装上1个M3螺母锁紧后,需在螺母与螺丝接口位置,点一滴螺丝胶;2、带边轴承滑动顺畅;3、皮带方向正确:皮带齿面靠轴承面(如图三)。
螺丝用错、漏打胶、轴承滑动不顺、皮带方向装反。
光轴支座11、2个M3顶丝预紧(如图四);2、2个M3*20螺丝预紧皮带夹块垫块(螺柱端朝上),不能突出光轴支座1。
螺丝用错、锁紧、皮带夹块垫块装反。
Y轴滑块1、装好的8个卡簧头不能朝下,避免刮磳到托板(如图五);2、扎带1根套入热床托板中,扎带无需拉紧不掉即可;3、安装Y轴承座先预紧,装入光杆后再锁紧,光杆长度为455mm,组装完成后光杆滑动顺畅。
卡簧头刮到托板、光杆滑动不顺。
装平台1、M3*40平头螺丝4PCS+热床铝基板1PCS+M3弹垫4PCS+M3螺母4PCS(锁紧);2、检查螺丝未高出平台、未穿孔。
螺丝用错、漏用平垫、螺母、螺丝高出、穿孔主板加工★粘散热片1、作业时需佩戴静电手环;2、粘好的散热片不能碰到两侧的排针、及其它电子元器件,容易短路,搞坏电路板(如图六)。
未戴静电手环作业;散热片粘贴不正、歪,碰到旁边针脚;注意事项1)外观目视判定时间:单一表面5~10秒;2)不合格品要用不合格标签作好不良标识并隔离放置,通知生产组长,异常问题记录;3)发现其他未说明不良,请及时反应给上级领导。