印刷机自动输纸电路
- 格式:pdf
- 大小:173.83 KB
- 文档页数:2
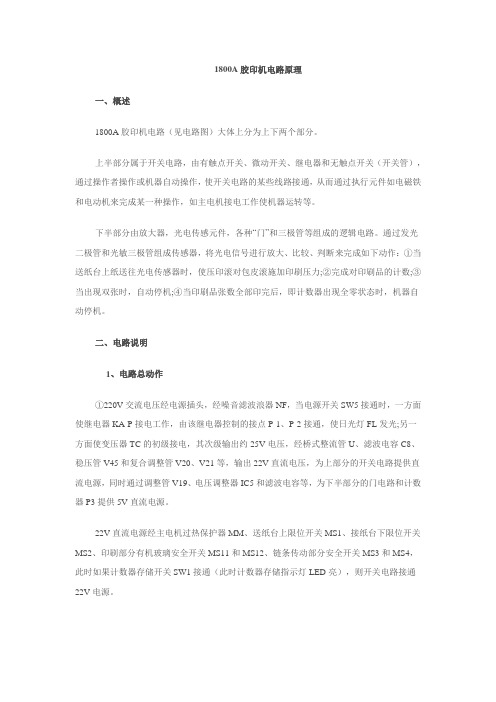
1800A胶印机电路原理一、概述1800A胶印机电路(见电路图)大体上分为上下两个部分。
上半部分属于开关电路,由有触点开关、微动开关、继电器和无触点开关(开关管),通过操作者操作或机器自动操作,使开关电路的某些线路接通,从而通过执行元件如电磁铁和电动机来完成某一种操作,如主电机接电工作使机器运转等。
下半部分由放大器,光电传感元件,各种“门”和三极管等组成的逻辑电路。
通过发光二极管和光敏三极管组成传感器,将光电信号进行放大、比较、判断来完成如下动作:①当送纸台上纸送往光电传感器时,使压印滚对包皮滚施加印刷压力;②完成对印刷品的计数;③当出现双张时,自动停机;④当印刷品张数全部印完后,即计数器出现全零状态时,机器自动停机。
二、电路说明1、电路总动作①220V交流电压经电源插头,经噪音滤波浪器NF,当电源开关SW5接通时,一方面使继电器KA-P接电工作,由该继电器控制的接点P-1、P-2接通,使日光灯FL发光;另一方面使变压器TC的初级接电,其次级输出约25V电压,经桥式整流管U、滤波电容C8、稳压管V45和复合调整管V20、V21等,输出22V直流电压,为上部分的开关电路提供直流电源,同时通过调整管V19、电压调整器IC5和滤波电容等,为下半部分的门电路和计数器P3提供5V直流电源。
22V直流电源经主电机过热保护器MM、送纸台上限位开关MS1、接纸台下限位开关MS2、印刷部分有机玻璃安全开关MS11和MS12、链条传动部分安全开关MS3和MS4,此时如果计数器存储开关SW1接通(此时计数器存储指示灯LED亮),则开关电路接通22V电源。
此时,如果按下运转准备开关(READY)SW2,则22V电源经SW2(常开)SW3(常闭),使控制印刷线路板P1上的继电器KA-A(1,16)接电工作,从而使该继电器控制的接点A-1、A-2动作。
则22V电源经A-1(4,8)(常开),经SW3(常闭),自动保持继电器A有电工作。

海德堡速霸CD102胶印机电气控制系统解说20世纪80年代初期和末期,海德堡公司先后推出了CPC(Computer Print Control)计算机印刷控制系统和世界首创的用于监测、控制和诊断印刷机的全数字化电子系统——CP Tronic(CP窗)印刷机中央控制系统。
CPC和CP窗的结合使用(如图1所示),大大提高了印刷机操作的简便性和可靠性,使得海德堡胶印机设计更加完善。
20多年来,海德堡C PC系统经过不断改进发展,形成了包括CPC1给墨量和套准电子遥控装置、CPC2印刷质量控制系统、CPC3印版图像阅读器和CPC4自动套准控制装置的系列组件。
1999年,CP窗衍生出了为因特网用户服务的CP2000系统。
该系统将CP窗的全数字化整机遥控和CPC1-04的即时供墨、套准遥控系统整合于一体,不仅保留了CP窗独立于选定文字的图形显示系统,并为最终实现用户服务中心的远程遥控诊断奠定了技术基础。
作为印刷设备电气维修人员,要想在印刷机出现电气故障时快速及时地排除故障、解决问题,就必须了解和熟悉印刷机的电气控制系统。
下面就以我厂2000年引进的标准配置CPC1-04遥控系统和CP窗系统的海德堡Speedmaster(速霸)CD102-4四色对开胶印机为例,分析该机的电气控制系统。
一、CPC1-04遥控系统CPC1-04遥控系统(如图2所示)是海德堡CPC系统的基础,可在带显示屏的控制台上对所有调墨机构和印版滚筒的调整机构进行遥控,并配有光笔(6)、作业存储器(5)和与CP窗匹配的图形等离子监视器(15)。
(10)是墨区LED显示屏和墨量调节按钮。
LED显示屏可显示墨斗辊上墨膜厚度分布,CPC通过电位器把实际墨量位置的数据反馈到LED显示屏上。
按下“+”或“-”按钮即可调节墨斗刀片与墨斗辊的间隙,以增加或减少墨量。
此外,还可以用光笔直接在墨区LED显示屏上预调墨量。
给墨量的数据可通过作业存储器记录到磁盘上,便于以后重印此种产品时调用。


目录一、设计题目、工作原理和要求二、电气系统设计三、机械部分设计四、设计中遇到的主要问题和解决策略五、总结主要参考文献一、设计题目、工作原理和要求1.设计题目:单色胶印机自动离合压系统电路设计2.工作原理:印刷生产中,印刷装置的离合压控制是非常重要的控制内容和必不可少的动作。
因此无论单张纸印刷机还是卷筒纸印刷机都必须有离合压控制。
在单张纸印刷机印刷过程中,印刷条件满足时,走纸正常的情况下,印刷装置中的滚筒实现自动合压,以便实现印刷图像从印版向承印的纸张表面的转移,最终完成印刷工作;但是,当出现印刷故障时,如空张、双张等故障时,印刷装置中的滚筒必须瞬间实现自动离压。
离合压控制有自动和手动离合压操作。
离合压动作的实现是通过检测系统检测印刷系统工作状态,根据是否存在故障,电气系统控制气缸驱动离合压机构实现离合压动作。
3.控制要求:在单张纸印刷机印刷过程中,印刷条件满足时,自动合压;故障时,实现自动离压。
可以手动离合压操作。
(1)光电传感器检测到有纸时,自动顺序合压,同时合墨;(2)光电传感器检测到无纸时,自动顺序离压,同时离墨;(3)可随时手动合压,手动离压;(4)执行机构采用气缸;二、电气系统设计1.设计思想和方法先用一个光电传感器检测是否有纸,若有纸继续进行,若无纸电路断开。
为了实现要求中的光电传感器检测到有纸时,自动顺序合压,同时合墨;光电传感器检测到无纸时,自动顺序离压,同时离墨。
用继电器控制离合压的发生。
如果合压进行的时侯就会有两个彩灯顺序亮起,提示操作者合压顺利进行。
若光电传感器检测无纸,即离压时,也会有两个彩灯顺序亮起提示离压的过程。
有两次合压两次离压,因此有四个彩灯。
所给条件中要求可随时手动合压,手动离压,我们就选用选择开关分别控制四个彩灯完成手动合压和离压工作。
所用器件的选择、种类、数量的确定:继电器1个,时间继电器2个,彩灯(24v)4个,电源1个,开关4个,三项插头1个,光电传感器1个,导线若干2.实际接线图(1)主电路(画出主电路)(2)控制电路接线图(画出你设计的部分的接线)(3)使用器件说明(使用的每一个器件具体应用,例如按钮SB1—启动纸台上升)三、机械部分设计四、设计和接线调试中遇到的主要问题和解决策略1、继电器连接时没有关注常开和常闭的区别,后来发现连接点5和点9是常开,连接点1和点9是常闭。
复印机供纸系统电动机驱动电路设计徐巧梅,王月梅,杨家富(南京林业大学机械电子工程学院,江苏南京210037)摘要:供纸系统是复印机纸路系统的一部分,主要完成复印机搓纸动作和输纸过程,直流电动机用来完成搓纸动作,而输纸过程由步进电动机完成。
基于ARM嵌入式控制器,提出了供纸系统中直流电动机和步进电动机驱动电路设计方案。
研究中选用的主控芯片S3C44BOX I/O引脚数量多且有多个定时器具备P WM功能,给设计供纸系统中传感器接口电路提供了方便,且减少硬件成本。
S3C44BOX芯片运算速度快,控制精度高,省去各种控制算法的引入,节约软件设计流程。
结果表明:设计方案节约控制资源,简化程序设计,利于系统稳定运行。
供纸系统贯穿整个复印机工作过程的始终,影响到纸张能否顺利、平稳地输送给印刷单元,且对形成高品质的复印件起重要作用。
关键词:ARM;直流电动机;步进电动机中图分类号:TM921.02文献标志码:B文章编号:1671 5276(2011)01 0171 05D esign ofM otor s Driving Circuit for Feeding Syste m of Copier Based on AR MXU Q iao m e,i W ANG Y ue m e,i YANG Ji a fu(Co llege o fM echanica l and E lectron ic E ng ineer i n g,Nan ji n g Fore stry Un iversit y,Nanjing210037,Ch ina) Abstrac t:The f eeding sys t e m of copier is parto f the syst ems o fpaper road,w hichm ainl y achieves t he ac tion of pickuping paper by DC and t he paper s f eeding by s t eppermo t or.Based on t he e m bedded syst em o fARM,The design sche m e ofDC m ot or and st epper mo t ors driv ing c ircuits is pr oposed.The control chi p w ith many S3C44B O X I/O p i n s and a f ew tm i ers w ith t he func tion of P WM are chosen i n the r esearch,which prov ides a conveni e nce f or i n terface c ircuit of sensors and reduces the hardware cos t s.S3C44BOX has h i g h operation speed and pr ec ision and is used t o elm i inat e t he need of introduc i n g various contr o l algorih ms and reduce the de s i g ning process of soft ware.The r esults ind i c at e that t he des ign saves t he controlling sources,sm i p lifies the progra m and he l p s the sys t e m operat e s t ab l y.K ey word s:ARM;DC mot or;s t epper mot or复印机纸路系统贯穿整个复印机工作过程的始终,保证复印纸稳定的从进纸口进入转印部最终到出纸口这一流程。
印刷机的工作原理
印刷机的工作原理主要包括以下几个步骤:
1. 步进电机将纸张送入机器:首先,纸张被放置在印刷机的纸张进料系统中,由步进电机控制,一张一张地送入机器。
这保证了纸张的准确位置和持续供应。
2. 平衡滚筒与印刷框架组装:在印刷机的内部,待印刷纸张通过传动系统进入平衡滚筒,平衡滚筒的作用是使纸张保持平整并稳定,以便于印刷。
3. 涂布印版:印刷机上的涂布部分将油墨或颜料涂布在印版上。
印版是一部水平铺设的金属板或橡胶板,上面有图案或文字,涂布印版的目的是将油墨或颜料均匀地分布在印版上。
4. 传送器:传送器用于将印版与纸张接触并传递油墨或颜料。
一般来说,传送器由几个辊子组成,它们旋转并将印版与纸张紧密结合在一起。
5. 过印:在传送器的作用下,纸张与印版发生接触,使油墨或颜料从印版转移到纸张上。
这个过程可以通过轧制或压力来完成。
6. 干燥和固化:完成印刷后,纸张被传送到烘干系统,以使油墨或颜料干燥和固化。
烘干系统通常由加热器和风扇组成,通过热空气和流动空气的作用,将纸张上的液体转化为干燥的固体。
以上是印刷机的基本工作原理,不同类型的印刷机可能有一些细微的差异,但整体流程大致相同。
主操作站(主触摸屏):主操作站采用GOT97进行控制,用总线通信方式与PLC通信加快能信速度。
GOT 的主画面共5页,包括封面,印刷控制画面,参数设定画面,步进电机控制画面,故障画等。
每屏之间可用触摸键进行切换,故障画面在机器出现故障时自动弹出。
第一屏幕为参数设定(见附表一)功能如下:1)显示印刷速度,显示折页计数值,捆数计数值。
标记计数值。
2)控制计数开始:暂停,计数复位,总准备纸头工作方式和翻转杠位置的选择。
3)设定纸厚,印刷规格,印刷捆数,每标记折数。
数据设定方法以输入纸厚为例:纸厚以纸的重量来表示,本机用纸范围30~120,单位:克每平方米,精度:1克,若纸厚或设定值被改变,孔距和送纸辊的速度将自动随之相应改变。
设定步骤如下:a.按下纸厚键,自动弹出数据输入窗。
b.按一下开始键盘后用屏幕上的10个数字键输入数值,输入值显示纸厚值显示在框窗中,如果输入的数值是正确的,按下回车键,将输入数值存入PLC的D310区。
再按一下中止键中止输入。
c.再按一下纸厚键,关闭纸厚输入操作。
印刷规格,印刷捆数,每标记折数的设定方法同上,分别将输入的数据存入PLC 的D311,D305,D306区。
4)纸尾ON;接头检测ON;选择按钮为ON时纸尾和纸接头检测才起作用。
纸尾检测又和卷筒纸放置位置有关,即放在操作面还是放在传动面也必须进行选择,即M代表操作面G代表传动面,选错不起作用。
断纸开关选择和纸尾选择相同。
第二屏幕为印刷控制(见附表二)功能如下:1)显示印刷速度和折页计数。
2)控制计数开始,暂停计数;机组选择;打版微调;边缘孔微调;折页调整;手动喷水;打标记;总准备。
打版微调,手动喷水时,要先按下色组选择键,否则无效。
周向套准调整(点动操作):按一下选定单元的按键,将沿按制定的方向移动。
按一次点动键,被选定单元移动0.1mm若连续点动。
则连续移动。
手动喷水:按住喷水键,被选取定机组喷水,停下按键则停止喷水。
印刷机的控制系统印刷机自动控制系统概述2.2印刷机的控制系统印刷机的控制系统主要包括输纸控制、纸张检测与水墨控制、印刷机的调速以及自动套准,在卷筒纸的印刷中还要有断纸检测和张力控制。
其中最重要的就是速度调节和张力控制,这是印刷机控制中的关键部分。
2.2.1输纸控制输纸是印刷的一个重要工序,各种印刷机的输纸方式是不同的。
早期生产的单张纸(即平板纸印刷机及现在仍在使用的一些小型凸版印刷机,采用的是手工输纸方式。
手工输纸劳动强度大、效率低、准确性差,因此不能适应现代化印刷机的需要。
随着印刷机性能的提高,单张纸印刷机的输纸越来越向机械化、自动化方向发展,因而产生了各种类型的自动输纸器(或称自动输纸机。
另外,卷筒纸印刷机的输纸装置也在不断向气动、电动等自动化方向发展,输纸控制电路越来越复杂。
单张纸输纸器可分为摩擦式与气动式两种类型,其中气动式自动输纸器根据传纸方式又分为序列式(间歇式和重叠式(连续式两种,序列式输纸机只在小幅面和低速印刷机上使用。
现在一般使用的多为重叠式自动输纸器,其控制电路有动力传动、纸堆台快速升降、纸堆台自动上升、输纸泵控制、输纸安全杠、双张检测、折角及前规检测等。
输纸器又包括全张输纸器、对开输纸器和卷筒纸输纸装置。
其中卷筒纸输纸器的双纸卷输纸装置纸架的回转和平移均采用电动机控制。
在纸架回转控制中,通过电压信号,控制电机的正反转使纸架按顺时针方向和逆时针方向转动,从而控制纸架的回转和上、下纸架;而在纸卷的平移印刷过程中,根据出纸折叠情况,由电压信号通过中间继电器的吸合和释放控制电机左右移动,并使用限位器控制其行程;为了安全,纸架的正、反回转与左、右平移,都采用继电器作互锁,以保证进行某一项操作时,其它操作停止工作。
在输纸控制中,由差动变压器作反馈,输出的控制电压由转换开关进行切换,控制输纸电机的起停。
2.2.2纸张检测纸张检测是保证印刷质量、减少纸张浪费的重要环节,随着印刷机高速化的发展,纸张检测的重要性就更为突出。