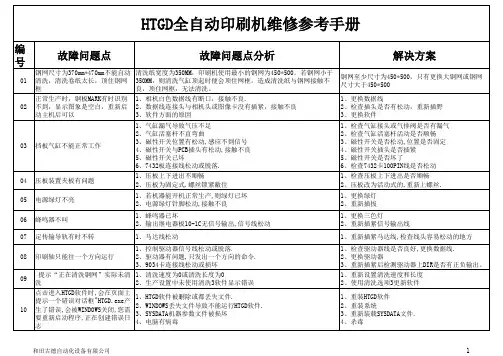
全自动印刷机维修参考手册
- 格式:xlsx
- 大小:26.23 KB
- 文档页数:11

印刷厂设备维护手册范本介绍本文档提供了一份印刷厂设备维护手册范本,旨在帮助印刷厂管理人员和技术人员进行设备维护工作。
通过合理的设备维护,可以确保印刷厂设备的正常运行和延长设备的使用寿命。
设备清单本手册列出了印刷厂常见的设备清单,包括但不限于:- 印刷机- 装订机- 折页机- 开槽机- 印刷压力机- 喷墨打印机维护计划为了保持设备正常工作,建议制定定期的维护计划,并确保计划得到执行。
维护计划应包括以下几个方面:1. 清洁和润滑:定期清洁设备内外部,及时清理积尘和杂物,使用适当的润滑剂保持机械部件的正常运转。
2. 检查和调整:定期检查设备各个部件的运行状况,确保零件没有损坏或磨损,及时调整设备参数和紧固部件。
3. 预防维护:根据设备的使用频率和特点,合理安排预防性维护工作,例如更换易损件和清洗喷嘴等。
故障排除设备故障是难免的,为了能够快速解决故障,并尽量减少生产中断时间,建议制定故障排除流程。
流程应包括以下几个步骤:1. 问题识别:及时发现设备故障,并确定故障的具体表现和影响。
2. 故障定位:通过检查设备各个部件,确定故障发生的位置和原因。
3. 故障修复:根据故障定位结果,采取相应的措施修复设备故障。
4. 故障预防:记录和分析常见故障,并制定相应的预防措施,以减少故障发生的可能性。
安全注意事项在进行设备维护工作时,请务必遵守以下安全注意事项:- 戴好个人防护用具,如手套、护目镜等。
- 注意设备的停机和断电操作,确保自身安全和设备完整性。
- 严禁随意更改设备参数和拆卸设备零部件。
- 使用专业工具和设备,避免人为伤害和设备损坏。
总结本文档提供了一份印刷厂设备维护手册范本,包括设备清单、维护计划、故障排除步骤和安全注意事项。
印刷厂管理人员和技术人员可以根据实际情况进行适当调整和补充,以确保设备的正常运行和延长设备的使用寿命。
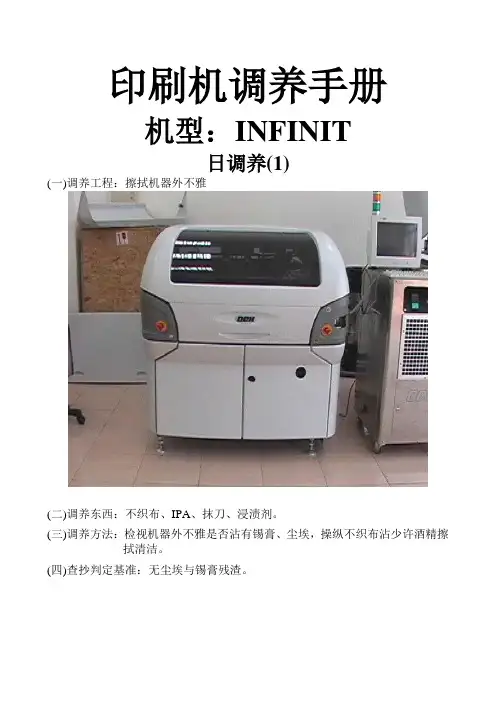
印刷机调养手册机型:INFINIT日调养(1)(一)调养工程:擦拭机器外不雅(二)调养东西:不织布、IPA、抹刀、浸渍剂。
(三)调养方法:检视机器外不雅是否沾有锡膏、尘埃,操纵不织布沾少许酒精擦拭清洁。
(四)查抄判定基准:无尘埃与锡膏残渣。
日调养(2)(一)调养工程:清洁工作平台工作平台(二)调养东西:不织布、IPA、抹刀、浸渍剂。
(三)调养方法:检视工作平台是否沾有锡膏、尘埃,操纵不织布沾少许IPA擦拭,以清洁平台上尘埃、异物。
(四)查抄判定基准:无尘埃与锡膏残渣。
日调养(3)(一)调养工程:移除各轴滑轨异物(二)调养东西:不织布、IPA、抹刀、浸渍剂。
(三)调养方法:检视各轴是否沾有锡膏、尘埃,并检视皮带动弹是否顺畅,如有清洁的需要,操纵不织布擦拭。
(四)查抄判定基准:无尘埃与锡膏残渣。
日调养(4)(一)调养工程:查抄进出板传感器(二)调养东西:不织布、IPA、抹刀、浸渍剂。
(三)调养方法:查抄进出板传感器上是否脏污及动作是否正常。
(四)查抄判定基准:进出板传感器动作正常。
日调养(5)(一)调养工程:清理自动加锡器tray盘(二)调养东西:不织布、IPA、抹刀、浸渍剂。
(三)调养方法:清理自动加锡器tray盘上之锡膏、尘埃,操纵不织布沾少许IPA擦拭。
(四)查抄判定基准:无尘埃与锡膏残渣。
双周调养(1)(一)调养工程:清洁刮印头线性轴承(二)调养东西:不织布、IPA、抹刀、浸渍剂。
(三)调养方法:检视各轴是否沾有锡膏、尘埃,并检视皮带动弹是否顺畅,如有清洁的需要,操纵不织布擦拭。
(四)查抄判定基准:无尘埃与锡膏残渣。
双周调养(2)(一)调养工程:清洁刮刀线性轴承(二)调养东西:不织布、IPA、抹刀、浸渍剂。
(三)调养方法:检视各轴是否沾有锡膏、尘埃,并检视皮带动弹是否顺畅,如有清洁的需要,操纵不织布擦拭。
(四)查抄判定基准:无尘埃与锡膏残渣。
(一)调养工程:清洁X-Y相机线性轴承(二)调养东西:不织布、IPA、抹刀、浸渍剂。
印刷机维修手册第一章:引言印刷机是一种专业的设备,用于制作印刷品。
为了确保其正常运行并提高其工作效率,定期的维修和保养非常重要。
本手册将提供关于印刷机维修的详细指导,帮助操作员和技术人员更好地理解和解决印刷机可能出现的问题。
第二章:安全操作指南在开始维修印刷机之前,务必遵守以下安全操作指南:1. 仅由经过专业培训的人员进行维修和保养;2. 在维修前,确保印刷机已断电并安全处于关机状态;3. 使用适当的个人保护装备,如手套和护目镜;4. 严禁将手指或其他物品靠近运动中的机械部件;5. 在维修之前,先了解印刷机的工作原理和结构。
第三章:常见故障及排除方法1. 故障现象:印刷机无法启动。
可能原因及解决方法:- 检查电源是否连接正常,确保电源是否通电;- 检查电源开关和控制面板上的按钮是否正常工作;- 检查电源线是否受损,如有需要及时更换。
2. 故障现象:印刷品质量下降。
可能原因及解决方法:- 检查印刷机墨盘是否有足够的墨水;- 清洁印刷机的喷头和滚筒,确保其表面清洁;- 调整印刷机的印刷质量设置,如调整印刷速度和颜色饱和度。
3. 故障现象:印刷机产生噪音。
可能原因及解决方法:- 检查印刷机的机械部件是否有松动,如有需要进行紧固;- 润滑印刷机的关键部件,如涂抹适当的润滑油;- 清洁印刷机的滚筒和传动系统,以去除可能引起噪音的污垢。
第四章:保养和维护计划为了保持印刷机的正常工作状态,建议按照以下计划进行定期的保养和维护:1. 每周保养:- 检查并清洁印刷机的墨盘和喷头;- 检查印刷机的供墨系统,并清除可能的堵塞。
2. 每月保养:- 清洁印刷机的滚筒和传输系统;- 检查印刷机的传感器和连接线是否正常。
3. 每季度保养:- 润滑印刷机的关键部件,如滑轨和传动系统;- 检查并调整印刷机的张力控制系统。
第五章:维修手册更新与技术支持为了保证维修手册的准确性和实用性,建议定期更新维修手册,特别是在印刷机技术升级或零部件更换后。
印刷设备维修手册一、概述印刷设备是现代印刷业的核心工具,为保证其正常运行和延长使用寿命,维修工作显得尤为重要。
本手册旨在提供详尽的印刷设备维修指南,以帮助维修人员快速准确地定位和修复故障。
二、常见故障及维修方法1. 电源问题故障现象:设备无法开机或突然断电。
维修方法:首先检查电源线是否插紧,若插紧无效,则需要检查电源插座和电源开关。
如仍无法解决问题,建议联系专业电工进行维修。
2. 机械故障故障现象:设备传动系统异常,如声音大、震动明显或停止运转。
维修方法:检查传动部件是否松动或损坏,若有则进行紧固或更换。
同时,应对设备润滑情况进行检查,保持油脂润滑良好。
3. 印刷质量问题故障现象:输出图像出现模糊、断行、色差等问题。
维修方法:首先检查印刷机的墨水或油墨是否充足,若不足则及时补充。
其次,要清洁印刷头以确保正常喷墨。
如果问题仍存在,可能是印刷头老化,需要更换新的印刷头。
4. 传感器故障故障现象:传感器无法正常感知纸张或墨盒等关键部件。
维修方法:检查传感器是否被污染或损坏,若有必要,则进行清洁或更换。
此外,也要确保传感器与设备的连接稳固可靠。
5. 软件问题故障现象:设备无法正常响应指令或出现屏幕显示异常。
维修方法:首先尝试重启设备,如果问题依然存在,则可能是软件故障。
需要检查设备的软件版本是否最新,若不是,则更新软件。
如果问题仍无法解决,建议联系设备厂商进行进一步技术支持。
三、注意事项1. 安全第一在进行任何维修工作前,务必确保设备断电,并在维修期间戴好相关的防护装备,以免发生意外。
2. 维修记录每次维修都应进行详细的记录,包括故障现象、维修方法和结果等,便于今后快速定位问题和改进工作。
3. 定期保养定期对印刷设备进行保养,包括清洁、润滑、检查传动部件是否正常等,以确保设备性能的稳定和可靠性。
4. 培训和更新定期参加相关培训,了解最新的维修技术和设备更新信息,以提高自身维修水平。
四、结束语本手册提供了印刷设备常见故障及维修方法的全面指南,希望能对广大印刷设备维修工作者提供帮助。
印刷机电路维修手册一、引言在印刷行业中,印刷机作为重要的生产设备,经常会遇到电路故障导致停机的情况。
为了帮助技术维修人员更好地进行印刷机电路维修工作,本手册提供了详细的电路维修指南和常见故障排除方法。
本手册适用于不同型号的印刷机,包括平板印刷机、柔性印刷机等。
二、维修前准备在进行印刷机电路维修之前,需要做以下准备工作:1. 工具准备:包括万用表、电动螺丝刀、印刷电路图纸等。
2. 安全措施:确保维修人员必须穿戴好防护服、护目镜等个人防护用具。
3. 电源断开:在维修之前,务必断开印刷机的电源以确保安全。
三、常见故障排除方法1. 打印机无法启动- 检查电源:确保电源线连接正常,开关处于打开状态。
- 检查保险丝:检查电路中的保险丝是否断开或烧坏,如有需要更换。
- 检查电路板:检查电路板是否有明显的烧毁或损坏情况,如有需要修复或更换。
2. 打印质量下降- 检查喷头:如果打印机使用喷墨技术,检查喷头是否堵塞,可使用清洗液清洗。
- 检查墨盒:确保墨盒有足够的墨水并正确安装。
- 检查连接线:检查与电路板连接的线缆是否良好连接,如有需要更换或重新连接。
3. 控制面板显示异常- 重启打印机:有时候控制面板仅出现临时故障,可以通过重启打印机来解决。
- 检查控制面板电路:使用万用表检查控制面板电路是否有明显的损坏,如有需要修复或更换。
4. 自动进纸异常- 检查传感器:检查进纸部分的传感器是否敏感,如有需要清洁或调整。
- 检查进纸辊:检查进纸辊的胶皮是否磨损,如有需要更换。
四、扩展阅读在实际维修过程中,还有一些复杂的问题需要更深入的了解和处理。
以下是几本推荐的参考书籍:1. 《印刷机电路维修技术手册》2. 《印刷机电路维修实用指南》3. 《印刷机维修与电路原理》五、结论本手册提供了印刷机电路维修的基本指南和常见故障排除方法,希望能为技术维修人员提供帮助。
在实际维修中,维修人员需要根据具体情况灵活运用这些方法,并不断学习和积累经验,提高维修效率和准确性。
印刷机故障维修手册1. 简介印刷机是现代印刷行业中不可或缺的重要设备。
然而,由于长时间的工作和频繁的使用,印刷机可能会遇到各种各样的故障。
为了解决这些故障并保证印刷机的正常运行,本手册将提供一系列常见故障的修复方法和维护建议。
请在遇到故障时仔细阅读和按照指示操作。
2. 安全须知在进行印刷机故障维修之前,请务必遵守以下安全须知:- 确保机器断电并拔掉电源插头;- 使用正确的工具和设备;- 严格按照维修步骤操作;- 如有需要,请戴上防护手套、护目镜等安全防护设备。
3. 常见故障与解决方法3.1 纸张堵塞故障描述:印刷机在工作时,纸张经常会堵塞在进纸通道或其他部件中。
解决方法:- 断电,并拔掉电源插头;- 打开纸张堵塞处的部件(如进纸通道);- 轻轻拿出堵塞的纸张;- 关闭并锁紧相关部件;- 连接电源并重新开机。
3.2 印刷质量下降故障描述:印刷机的印刷质量出现模糊、色彩不匹配等问题。
解决方法:- 检查墨盒或墨液是否充足,如不足,请及时更换墨盒或添加墨液;- 检查印刷头是否干净,如有脏污,请使用清洁剂擦拭;- 调整印刷机的打印参数,如打印模式、打印质量等;- 如问题依然存在,请联系专业的维修人员进行进一步检查和修复。
3.3 机器无法开机故障描述:印刷机无法正常开机或开机后立即自动关机。
解决方法:- 检查电源线是否连接牢固;- 检查电源插头是否插入稳固;- 检查电源插座是否正常供电;- 如仍无法解决问题,请联系供应商或维修人员进行检查和修复。
4. 维护与保养4.1 清洁印刷机定期清洁印刷机可保证其正常运行并延长寿命。
执行以下步骤:- 关闭印刷机并断开电源;- 使用柔软的布清除机器表面的灰尘和污垢;- 使用气压吹除难以清除的细小颗粒;- 使用专业的清洁剂擦拭印刷头和其他关键部件;- 等待机器完全干燥后,重新连接电源并开机。
4.2 润滑机器定期润滑印刷机的运动部件可减少磨损和摩擦,保持机器的良好状态。
执行以下步骤:- 断开电源并打开机器的润滑部件(如液压缸、滑轨等);- 使用适当的润滑油或润滑脂涂抹在运动部件上;- 关闭润滑部件,并清除多余的润滑油或润滑脂。
印刷设备维护指导书一、前言印刷设备是现代印刷业不可或缺的工具,对于确保印刷品质、生产效率的提升有着重要作用。
然而,印刷设备的长时间使用和频繁操作,难免会出现故障和磨损。
为此,本指导书旨在向使用者提供印刷设备维护的基本知识和操作要点,以确保设备的正常运行和延长其使用寿命。
二、维护前的准备工作在进行印刷设备维护之前,首先需要进行以下准备工作:1. 切断电源:确保维护过程中设备处于安全状态,防止电击事故的发生;2. 清理工作台:清除工作台上的杂物,确保有足够的操作空间;3. 准备必要的工具和备件:根据维护任务的具体要求,准备相应的工具和备件,以便及时进行更换和修复。
三、日常保养日常保养是确保印刷设备正常运转和延长使用寿命的重要环节。
以下是一些常见的日常保养操作:1. 清洁设备外表:定期使用干净的湿布或专用清洁剂清洗设备外表,特别是印刷机台面和滚筒等易受污染的部位;2. 润滑设备零部件:根据设备说明书的要求,对设备的润滑部件进行定期涂抹润滑油或润滑脂,以减少零部件的磨损和摩擦;3. 检查传动系统:定期检查设备的传动系统,包括皮带、链条等,确保其紧固和张力适当;4. 清理废料和碎纸:及时清理设备内的废料和碎纸,避免其积累影响设备正常运行。
四、故障排除印刷设备在使用过程中可能会出现各种故障,及时排除故障是保证生产顺利进行的关键。
以下是一些常见的故障排除方法:1. 故障分析:首先对故障进行分析,确定故障的具体原因;2. 停机并切断电源:在排除故障之前,切断设备的电源,以避免造成更大的损失;3. 检查设备部件:检查故障部件,包括电路、传动系统、感应器等,找出存在的问题;4. 修复或更换:根据故障分析结果,进行相应的修复或更换操作;5. 测试运行:在修复或更换后,重新启动设备并进行测试运行,确保故障已完全排除。
五、安全注意事项在进行印刷设备维护过程中,需要注意以下安全事项,以确保人员和设备的安全:1. 切断电源:在进行任何维护操作之前,始终切断设备的电源,以避免电击事故;2. 使用个人防护装备:根据需要佩戴适当的个人防护装备,如手套、护目镜等,以保护自身安全;3. 遵循操作规程:按照操作规程和设备说明书进行维护,不得随意更改操作方式;4. 防止设备运转:在维护过程中,确保设备已切断电源且不会突然启动,以免造成伤害。

M P M中文操作手冊Ultraprint (forAP )軟體版本7.1A適用Frank製Start Cycle開始循環按鈕Emergency Stop警急停止開關3D雷射鑰匙開關Power電源燈門鎖鑰匙開關Power電源燈Off電源關閉開關On電源啟動開關主電源圓形開關電源線警急停止開關主電源開關斷路器1.聲明:UP2000中文手冊節錄自MPM公司UltraprintAP英文手冊,僅做為琋瑪企業員工及客戶教育訓練之用,特此聲明,若有不詳之處,敬請見諒。
2.系統簡介:UPAP印刷機特性視覺自動對準裝置Vision Alignment System慢速脫模功能Slow Snap-off Function可程式設定刮刀頭Programming Squeegee自動擦拭鋼板系統Stencil Wipper2.1關於印刷週期Printing Cycle印刷週期包含下列過程1.基板搬入Loading Board2.基板定位Locating Board3.視覺系統對位Vision Alignment4.印刷平台上升Z Tower UP5.刮刀向前後刮印錫膏Printting6.慢速脫模Slow Snap-Off7.印刷平台下降Z Tower Down8.基板搬出Unloading Board2.2硬體2.2.1操作介面軌跡球或螢幕(Trackball or Monitor)你可以從螢幕上知道Ultraprint 2000的狀態,以及它提供給你的相關訊息,並且經由軌跡球,來採取各項的操作程序。
Trackball軌跡球:1.移動螢幕上的指標↖2.移動各軸3.數入數字、參數等等…..SELECT按鈕:在指標所在的地方,按了SELECT按鈕,即是啟動操作、功能、或子功能、或輸入狀態NEXT按鈕:按了NEXT按鈕,表示你已認知目前機器的提示或狀態EXIT按鈕:按了EXIT按鈕,表示離開目前的狀態上述使用方法,在螢幕右下方的對話框(訊息顯示區)會顯示操作方法3.軟體介面開機後,顯示如下的畫面For 7.0以上(因軟體版本新舊不一樣而不同)Ultraprint AP內全部馬達,都是步進馬達,所以剛開機必需RESET重新回原點後才能開始使用。
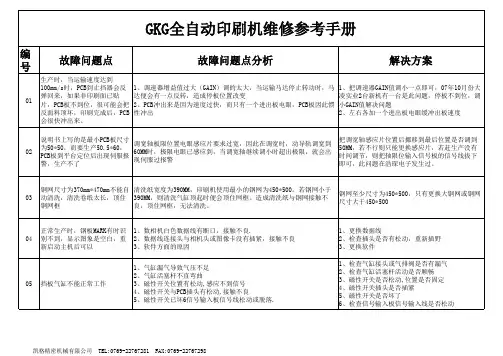
GKG印刷机常见问题点维修参考手册GKG印刷机常见问题点维修参考手册1:印刷机无法启动1.1 电源连接问题- 检查电源线是否连接紧固- 检查电源插座是否正常- 检查电源开关是否打开1.2 控制面板问题- 检查控制面板是否显示正常- 重启控制面板,并检查是否能恢复正常1.3 电机异常- 检查电机是否连接紧固- 检查电机线路是否正常连接- 检查电机是否烧毁,如有需要更换电机2:印刷质量问题2.1 图像模糊- 检查印版是否正确安装- 检查墨水是否充足- 调整印刷压力2.2 印刷色彩失真- 检查墨水的颜色是否正确- 清洗印版上的污迹- 调整印刷压力2.3 印刷错位- 调整印版的安装位置- 检查滚筒是否损坏- 调整印刷速度3:机器噪音异常3.1 机器部件松动- 检查机器部件是否紧固- 修复或更换松动部件3.2 机器积尘- 清洁机器内部尘土- 定期保养机器3.3 机器内部异物- 检查机器内部是否有异物- 清除机器内部的异物4:故障代码解读4.1 E001: 电源故障- 检查电源是否供电正常- 检查电源线路是否受损- 修复或更换电源故障部件4.2 E002: 电机异常- 检查电机连接是否正常- 检查电机线路是否断裂- 修复或更换故障电机附件:本文档附带有GKG印刷机常见问题点维修参考手册电子版。
法律名词及注释:- 电力安全法:指保障电力使用安全的法律法规。
如电源故障属于电力安全方面的问题。
- 消费者权益保护法:指保护消费者合法权益的法律法规。
如与售后服务相关的维权问题。
全自动印刷机维修教程目录1. 前言2. 安全操作3. 故障排除方法4. 维护保养1. 前言本维修教程旨在帮助用户解决全自动印刷机在使用中遇到的常见故障,并提供维护保养的建议。
请按照下述步骤进行操作,确保安全有效地维修印刷机。
2. 安全操作在开始维修之前,请务必遵守以下操作安全指南:- 关闭印刷机电源,并拔下插头,确保停电状态下进行操作。
- 穿戴适当的个人防护装备,如手套和护目镜。
- 请勿在湿滑的地面上使用印刷机,以免发生意外。
- 严禁将手指、衣物或其他物品放入机器内部,以防止受伤。
- 严禁随意更改机器的电气线路,避免电击风险。
3. 故障排除方法以下是一些常见故障的排除方法:- 如果印刷机无法开启,请检查电源是否正常连接和插头是否松动。
- 如果印刷效果出现模糊或漏印,可能是墨盒干燥或不足,请更换或重新装填墨盒。
- 如果机器过热,请关闭电源并等待一段时间,让机器降温后再重新启动。
- 如果印刷速度变慢或产生噪音,可能是印刷机内部零部件磨损,请联系专业技术人员进行维修或更换零部件。
4. 维护保养为确保印刷机的长期稳定运作,以下是一些维护保养的建议:- 定期清洁印刷机内部和外部的灰尘和污垢,使用干净的软布进行擦拭。
- 经常检查墨盒的墨水情况,确保墨水充足且质量良好。
- 定期检查印刷机的传动系统和传动带,如有损坏或松动,及时进行修复或更换。
- 每次使用完毕后,请关闭电源,并将印刷机覆盖好,避免灰尘和湿气进入机器内部。
以上是全自动印刷机维修教程的基本内容,请用户参照操作指南进行维修和维护保养。
如遇复杂问题或无法解决的故障,请联系专业技术人员进行进一步处理。