FANUC主轴驱动系统的故障诊断与维修
- 格式:doc
- 大小:77.50 KB
- 文档页数:7
轴系统相同,但驱动器为数字式。
驱动系统在攻螺纹、定位刚性、快速性与操作性能上有了较大的改进,其余性能与模拟式交流主轴系统相似。
3)A06B-07**系列交流主轴电动机与A 06-6059系列数字式交流主轴驱动器配套组成的交流主轴驱动系统系列产品。
该系列主轴驱动系统为FANUC公司20世纪80年代中期开发的交流主轴改进型产品,主要配套的系统有FANUCll、FANUC0、FANUCl5等。
该系列产品可分为S系列(标准型)、P系列(广域恒功率调速)、H系列(高速润滑脂)、VH系列(高速油雾润滑)、HV系列(高电压输入)等几个系列。
产品一般与A06-6059系列数字式交流主轴驱动器配套使用,其中,S系列为常用产品,在数控机床上使用最广。
该系列产品主电动机采用了电磁心定子直冷的冷却型式,与早期的主轴驱动系统相比,提高了输出功率与转速,减小了系统的体积与重量;驱动器采用了更先进的控制技术和电子元器件,进一步提高了系统的性能。
驱动系统功能强、可靠性好,在数控机床上得到了广泛应用,是数控机床维修过程中常见的主轴驱动系统之一。
4)FANUC α/ai系列主轴驱动系统,它是FANUC公司的最新产品,其中αi系列主轴驱动系统为本世纪初开发的最新数控机床主轴驱动系统系列产品,是α系列的改进型。
α/αi系列产品共有标准型α/αi系列、广域恒功率输出型αP/αPi系列、经济型αC/αCi系列、中空型(αT /αTi系列、强制冷却型αL/αLi系列、高电压输入型α(HV)/α(HV)i系列、高电压输入广域恒功率输出型αP(HV)/αP(HV)i系列、高电压输入中空型αT(HV)/αT(HV)i系列、高电压输入强制冷却型αL(HV)/αL(HV)i系列等产品。
其中αLi系列最高输出转速为20000r/min、α(HV)i系列最大额定输出功率可达l00kW,可满足绝大多数数控机床的主轴要求。
该系列产品的主要特点如下:①通过绕组转换功能,进一步增加了高速输出范围,缩短了加/减速时间,对于αPi系列,其恒功率输出范围比α系列扩大了1.5倍。
②采用了最新的定子直接冷却方式,进一步减小了电动机外型尺寸,提高了输出功率和转矩。
③通过精密的铝合金转子和严格的动平衡,使电动机在高速时振动级达到了V3级。
④可以选择不同的排风方向,尽可能减小机床热变形,同时通过最优的冷却通道设计,进一步改善了冷却性能。
⑤根据不同的使用要求,主电动机可以选用两种不同类型的内装式位置/速度测量装置。
即:具有A/B两相输出的Mi型编码器与具有A/B两相输出及零脉冲输出的Mzi型编码器,以满足不同用户的使用要求。
αi系列产品与α系列相比,其主要性能在以下两个方面作了改进:①通过使用高速绕组,提高了高速区的输出功率,解决了α系列在高速区域(8000-12000r /min)输出功率下降的问题。
②广域恒功率输出型(αPi系列)的电动机额定转速由750r/mi n降至为500r/min,使恒功率调速范围扩大了1.5倍(从1:10.6提高到1:16)。
FANUC α/αi系列数字式主轴驱动系统(驱动器型号为A06-6078/6072系列)一般与FANUC 0C、FAN UC l5、FANUC l6/18/20等系列数控系统配套使用。
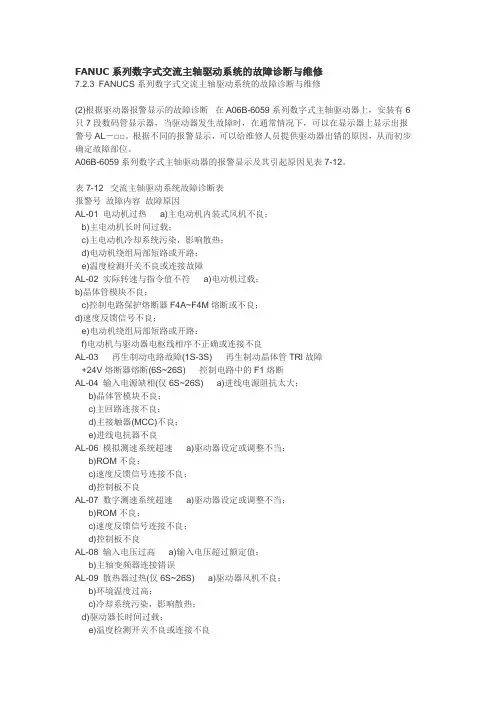
7.2.1 FANUC直流主轴驱动系统的故障诊断与维修 1.FANUC直流主轴驱动系统的保护功能为了保证驱动器的安全、可靠运行,FANUC直流主轴伺服系统在出现故障和异常等情况时,设置了较多的保护功能,这些保护功能与直流主轴驱动器的故障检测与维修密切相关。
当驱动器出现故障时,可以根据保护功能的情况,分析故障原因。
(1)接地保护在伺服单元的输出线路以及主轴电动机内部等出现对地短路时,可以通过快速熔断器瞬间切断电源,对驱动器进行保护。
(2)过载保护当驱动器、电动机负载超过额定值时,安装在电动机内部的热开关或主回路的热继电器将动作,对电动机进行过载保护。
(3)速度偏差过大报警当主轴电动机的速度由于某种原因,偏离了指令速度且达到一定的误差后,将产生警报,并进行保护。
(4)瞬时过电流报警当驱动器中由于内部短路、输出短路等原因产生异常的大电流时,驱动器将发出报警并进行保护。
(5)速度检测回路断线或短路报警当测速发电机出现信号断线或短路时,驱动器将产生报警并进行保护。
(6)速度超过报警当检测出的主轴电动机转速超过额定值的115%时,驱动器将发出报警并进行保护。
(7)励磁监控如果主轴电动机励磁电流过低或无励磁电流,为防止飞车,驱动器将发出报警并进行保护。
(8)短路保护当主回路发生短路时,驱动器可以通过相应的快速熔断器进行短路保护。
(9)相序报警当三相输入电源相序不正确或缺相状态时,驱动器将发出报警。
2.FANUC直流主轴驱动系统使用注意点(1)安装注意事项FANUC直流主轴伺服系统对安装有较高的要求,这些要求是保证驱动器正常工作的前提条件,在维修时必须引起注意。
1)安装驱动器的电柜必须密封。
为了防止电柜内温度过高,电柜设计时应将温升控制在15ºC以下。
电柜的外部空气引入口,应设置过滤器,并防止从排气口侵入尘埃或烟雾:电缆出入口、柜门等部分应进行密封,冷却电扇不要直接吹向驱动器,以免粉尘附着。
维修过程中,必须保证以上部分的完好,确保机床长期可靠工作。
2)电动机维修完成后,进行重新安装时,要遵循下列原则:①电动机安装面要平,且有足够的刚性。
②电刷应定期维修及更换,安装位置应尽可能使其检修容易。
③电动机冷却进风口的进风要充分,安装位置要尽可能使冷却部分的检修容易。
④电动机应安装在灰尘少、湿度不高的场所,环境温度应在40ºC以下。
⑤电动机应安装在切削液和油不能直接溅到的位置上。
(2)使用检查在对主轴驱动系统进行维修前,应进行如下驱动系统工作前的检查:①检查伺服单元和电动机的信号线、动力线等的连接是否正确、牢固,绝缘是否良好。
②驱动器、电柜和电动机是否可靠接地。
③电动机电刷的安装是否牢靠,电动机安装螺栓是否完全拧紧。
在维修完成、动作正常后,还应对主轴驱动系统进行工作时的检查:①检查速度指令与电动机转速是否一致,负载指示是否正常。
②电动机是否有异常声音和异常振动。
③轴承温度是否急剧上升等不正常现象。
④电刷上是否有显著的火花发生痕迹。
对于工作正常的主轴驱动系统,应进行如下日常维护:①电柜的空气过滤器每月应清扫一次。
②电柜及驱动器的冷却风扇应定期检查。
③建议操作人员每天都应注意主轴电动机的旋转速度、异常振动、异常声音、通风状态、轴承温度、外表温度和异常臭味。
④建议使用单位维护人员,每月应对电刷、换向器进行检查。
⑤建议使用单位维护人员,每半年应对测速发电机、轴承、热管冷却部分、绝缘电阻进行检测。
3.FANUC直流主轴驱动系统的故障诊断(1)主轴电动机不转引起主轴不转的原因主要有:①印制电路板不良或表面太脏。
②触发脉冲电路故障,晶闸管无触发脉冲产生。
③主轴电动机动力线断线或电动机与主轴驱动器连接不良。
④机械联接脱落,如高//氐档齿轮切换用的离合器啮合不良。
⑤机床负载太大。
⑥控制信号未满足主轴旋转的条件,如转向信号、速度给定电压未输入。
(2)电动机转速异常或转速不稳定引起电动机转速异常或转速不稳定的原因有:①D/A转换器故障。
②测速发电动断线或测速机不良。
③速度指令电压不良。
④电动机不良,如:励磁丧失等。
⑤电动机负荷过重。
⑥驱动器不良。
(3)主轴电动机振动或噪声太大引起主轴电动机振动或噪声太大故障的原因有:①电源缺相或电源电压不正常。
②驱动器上的电源开关设定错误(如:50/60Hz切换开关设定错误等③驱动器上的增益调整电路或颤动调整电路的调整不当。
④电流反馈回路调整不当。
⑤三相电源相序不正确。
⑥电动机轴承存在故障。
⑦主轴齿轮啮合不良或主轴负载太大。
(4)发生过流报警引起过流报警可能的原因有:①驱动器电流极限设定错误。
②触发电路的同步触发脉冲不正确。
③主轴电动机的电枢线圈内部存在局部短路。
④驱动器的+15V控制电源存在故障。
(5)速度偏差过大引起速度偏差的原因有:①机床切削负荷太重。
②速度调节器或测速反馈回路的设定调节不当。
③主轴负载过大、机械传动系统不良或制动器未松开。
④电流调节器或电流反馈回路的设定调节不当。
(6)熔断器熔丝熔断引起熔断器熔丝熔断的原因主要有:①驱动器控制印制电路板不良(此时,通常驱动器的报警指示灯LEDl亮)。
②电动机不良,如:电枢线短路、电枢绕组短路或局部短路,电枢线对地短路等等。
③测速发电机不良(此时,通常驱动器的报警指示灯LEDl亮)。
④输入电源相序不正确(此时,通常驱动器的报警指示灯LE D3亮)。
⑤输入电源存在缺相。
(7)热继电器保护这时驱动器的LED4灯亮,表示电动机存在过载。
(8)电动机过热这时驱动器的LED4灯亮,表示电动机连续过载,导致电动机温升超过。
(9)过电压吸收器烧坏通常情况下,它是由于外加电压过高或瞬间电网电压干扰弓起的。
(10)运转停止这时驱动器的LED5灯亮,可能的原因有电源电压太低、控制电源存在故障等。
(11)LED2灯亮驱动器的LED2灯亮,表示主电动机励磁丧失,可能的原因是励磁断线、励磁回路不良等。
(12)速度达不到最高转速引起电动机速度达不到最高转速的原因主要有:①电动机励磁电流调整过大。
②励磁控制回路存在不良。
③晶闸管整流部分太脏,造成直流母线电压过低或绝缘性能降低。
(13)主轴在加/减速时工作不正常造成此故障的原因主要有以下几种:①电动机加/减速电流极限设定、调整不当。
②电流反馈回路设定、调整不当。
③加/减速回路时间常数设定不当或电动机/负载间的惯量不匹配。
④机械传动系统不良。
(14)电动机电刷磨损严重或电刷面上有划痕造成电动机电刷磨损严重或电刷面上有划痕的原因有:①主轴电动机连续长时间过载工作。
②主轴电动机换向器表面太脏或有伤痕。
③电刷上有切削液进入。
④驱动器控制回路的设定、调整不当。
4.FANUC直流主轴驱动系统的调整与测试在FANUC直流主轴驱动装置上,设有调整电位器与测试端,供驱动器性能调整与维修检测时使用。
对于FANUC常用的直流主轴驱动(A208-0008-0371~0377)各调整电位器以及测试端的含义见表7-1及表7-2。
表7-1 FANUC直流主轴驱动器调整电位器一览表表7-2 FANUC直流主轴驱动器测试端一览表端子测量内容备注端子测量内容备注CHla、b、c 0V CHl6 方向给定信号十6.2V或-0.6V CH2 +5V CHl7 同步信号10ms脉冲CH3 +15V CHl8a、b、c 触发脉冲显示脉冲信号CH4 -15V CHl9 励磁电流反馈 6.8A时为-6.2V CH5 +24V CH20 电枢电压反馈220V时为—6.2VCH6 励磁监控CH21 励磁电流给定电压0~6.8VCH7 DAC输出电压最高转速时为10V CH22 磁场同步信号10ms脉冲CH8 外部给定电压与给定转速对应CH23 磁场触发脉冲显示脉冲信号CH9 齿轮换档速度CH24 实际电流反馈电压CHl0 测速反馈标准电压最高转速时为10V CH25 电流指令电压最大电流时为8VCHll 测速反馈电压绝对值最高转速时为10V CH26 正组禁止CHl2 速度给定电压0转速时为0-+10mV C H27 反组禁止CHl3 电流极限设定通常为-6.2V CH28 速度到达电平在115%时,为1.5VCHl4 标准电流反馈电压最大电流时为0.4V CH29 零速电平在 1.5%时,为150mVCHl5 相位给定工作时:0.5~9.5V 停止时:50Hz/2.7V;60Hz/4.0VCH30 电流给定极限±2.6V为极限电流值。