经典模流分析报告案例剖析
- 格式:ppt
- 大小:7.18 MB
- 文档页数:9
初中生职业生涯规划教育(二)引言概述:初中生职业生涯规划教育的重要性职业生涯规划教育对于初中生的成长和发展至关重要。
通过职业生涯规划教育,学生可以深入了解自己的兴趣、能力和价值观,为未来的职业发展做出明智的决策。
本文将以初中生职业生涯规划教育为主题,从五个方面进行大点阐述。
正文:一、了解自己的兴趣和能力1. 利用兴趣测评和职业性格测试,帮助学生发现自己的兴趣和潜在能力。
2. 提供多样化的课程和活动,丰富学生的兴趣领域,培养学生的多元化能力。
二、认识不同的职业和职业发展趋势1. 引导学生了解不同行业和职业的特点和发展前景。
2. 分析当前社会的职业发展趋势,帮助学生做出符合社会需求和个人发展的职业选择。
三、学习职业技能和就业指导1. 提供职业技能培训的机会,培养学生实践操作的能力。
2. 进行就业指导和实习安排,帮助学生了解就业市场和职业要求。
四、培养职业道德和职业素养1. 强调职业道德和职业素养的重要性,培养学生的职业操守和责任感。
2. 开展职业体验活动,让学生体验真实的职业环境,增强职业素养的培养。
五、制定个人职业发展计划1. 引导学生制定个人职业发展目标和计划,并提供相应的资源和支持。
2. 帮助学生发现自己的优势和短板,制定相应的学习和提升计划。
总结:初中生职业生涯规划教育的必要性已经得到广泛的认知。
通过了解自己的兴趣和能力,认识不同的职业和职业发展趋势,学习职业技能和就业指导,培养职业道德和职业素养,以及制定个人职业发展计划,初中生可以在职业选择和发展中做出明智的决策,为自己的未来奠定基础。
因此,初中学校需要加强对职业生涯规划教育的投入,并与家长、社会资源相结合,促进学生的职业发展。
模流分析报告解读范例(一)引言概述:模流分析是一种重要的分析方法,通过对模流数据的分析,可以帮助我们深入理解系统性问题,找到解决问题的措施和方法。
本文将解读一份模流分析报告的范例,通过分析报告的内容,介绍其中的关键点和解析方法。
正文:一、模流概述1. 模流数据的来源及采集方式2. 模流数据的重要性和应用价值3. 模流数据的基本特征和统计指标4. 模流数据的数据清洗和处理方法5. 模流数据的可视化展示和分析手段二、模流异常点分析1. 异常点的定义和检测方法2. 异常点对模流分析的影响和价值3. 异常点的分类及特征描述4. 异常点与其他因素的关联性分析5. 异常点处理的方法和建议三、模流趋势分析1. 模流的时间序列性质和趋势分析方法2. 模流趋势分析的技术指标和模型3. 模流趋势分析的预测和预警方法4. 模流趋势分析在系统优化中的应用5. 模流趋势分析的误差估计和检验方法四、模流关联性分析1. 模流关联性的定义和度量方法2. 模流关联性分析的相关因素选取3. 模流关联性分析的统计检验方法4. 模流关联性的时间和空间特征5. 模流关联性分析的实践案例五、模流变化模式分析1. 模流变化模式的分类和描述方法2. 模流变化模式的驱动因素分析3. 模流变化模式的模型建立和验证方法4. 模流变化模式的周期性分析和控制方法5. 模流变化模式分析的实际应用案例总结:通过对这份模流分析报告的解读,我们了解了模流分析的基本概念和方法。
在实际应用中,模流分析可以帮助我们深入了解系统问题并提出针对性的措施。
在模流分析过程中,我们需要关注异常点、趋势分析、关联性分析和变化模式等方面,以全面把握模流数据的特征和规律。
希望本文的范例可以帮助读者更好地理解和应用模流分析方法。
经典模流分析报告案例引言模流分析是一种常用于软件开发和系统设计的技术方法,通过对系统的整体流程进行分析和优化,以提高系统的效率和准确性。
本报告将介绍一个经典的模流分析案例,通过对该案例的详细分析,我们可以深入了解模流分析的目的、方法和步骤。
案例背景在一个电商网站的订单处理系统中,用户下单后,订单需要进入一系列的流程,包括商品库存检查、支付验证、物流安排等。
然而,在实际运营中,该系统经常出现订单丢失、支付失败等问题,严重影响了用户体验和订单处理效率。
为了解决这些问题,我们决定对该系统进行模流分析。
分析目标经过与系统管理员和开发团队的讨论,我们确定了以下模流分析的目标: 1. 发现订单处理流程中存在的潜在问题,如并发性能、数据一致性等; 2. 优化订单处理流程,提高整体系统的效率和准确性; 3. 对系统的工作原理和关键环节进行深入理解,为后续系统维护和升级提供参考。
分析步骤为了实现上述目标,我们按照以下步骤进行模流分析:1. 收集资料首先,我们与系统管理员和开发团队沟通,收集有关订单处理系统的资料,包括系统架构、数据流图、业务需求等。
同时,我们还调查了用户反馈和系统日志,以了解已知的问题和瓶颈。
2. 绘制流程图在收集资料的基础上,我们绘制了订单处理系统的流程图。
流程图以图形化的方式展示了系统的流程、数据流动和各个环节之间的依赖关系。
3. 分析流程根据流程图,我们对订单处理流程进行详细的分析。
我们特别关注以下几个方面: - 各个环节之间的数据传输方式和数据格式; - 各个环节之间的并发情况; - 各个环节的运行时间和耗时操作。
4. 发现问题通过对流程的分析,我们发现了一些问题: - 由于订单处理环节的并发问题,导致订单丢失和数据不一致的情况; - 某些环节的运行时间过长,影响了整体的响应速度; - 某些环节的逻辑错误导致订单状态不准确。
5. 优化改进基于发现的问题,我们提出了一些优化改进的方案: - 在订单处理环节增加锁机制,确保数据的一致性; - 优化某些环节的算法和操作,减少运行时间; - 对订单状态更新的逻辑进行检查和修复。
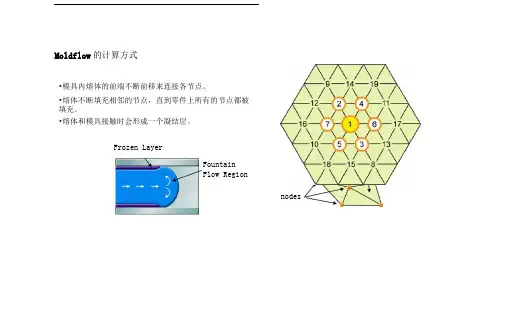
Moldflow的计算方式•模具内熔体的前端不断前移来连接各节点。
•熔体不断填充相邻的节点,直到零件上所有的节点都被填充。
•熔体和模具接触时会形成一个凝结层。
Frozen LayerelementsFountainFlow RegionnodesMoldflow中的前处理•目前主流的模流分析软件是Moldflow,该软件只接受三角形单元以及四面体单元。
•高质量的有限元网格是有限元分析精度的保障。
・对于注塑件,在Moldflow主要有以下三种网格划分方式:中性面、双面流、3D实体。
抽取零件的中性面,然后在中性面上划分网格(三角形单元)抽取零件的表面做为模具的形芯形腔面,然后进行网格划分(三角形单元)零件上下表面上的网格要求一定的对应关系,网格划分要求高单元数量大,运算效率低零件中性面双面流3D实体优点网格少,分析速度快,计算效率高无需抽取中性面,后处理更具真实感计算精度高划分方法缺点中性面抽取困难、分析精度低网格质量检查:1) 不能存在自由边界。
2) 双面流分析,上下表而的网格匹配率必须达到 90%o3) 三角形单元的边长比:平均<3:1,最大<6:lo 4) 网格之间没有交叉和重叠。
5) 网格的大小。
网格大小对计算精度的影响自山边界Moldflow 网格质量检查报告分析输入一定义浇口类型侧浇口 (Gate)热浇道(Hot Drop) 潜伏式浇口(Sub) 旦接浇口 (Spnie) 香蕉型(Cashew) 阀式(Valve)GM PPC Requirement Gate Type定义浇口尺寸定义浇口数量定义浇口位置分析输入一定义流道系统•定义主流道以及分流道的尺寸•在Moldflow中做出流道系统分析输入一定义冷却系统•定义冷却系统尺寸•定义冷却液类型•在Moldflow中做出冷却系统流道系统冷却系统分析输入一定义注塑参数分析输入一定义材料参数以下内宕盖以Darren May的抠普弟瘗础o填充分析•…注射/保压切换乙 59-30-19后案注射蚤d 孑零锌体衣的95淤,可导址侮压不足。
基于MOLDFLOW的模流分析技术上机实训教程主编:姓名:年级:专业:南京理工大学泰州科技学院实训一基于Moldflow的模流分析入门实例1.1Moldflow应用实例下面以脸盆塑料件作为分析对象,分析最佳浇口位置以及缺陷的预测。
脸盆三维模型如图1-1所示,充填分析结果如图1-2所示。
图1-1 脸盆造型图1-2 充填分析结果(1)格式转存。
将在三维设计软件如PRO/E,UG,SOLIDWORKS中设计的脸盆保存为STL格式,注意设置好弦高。
(2)新建工程。
启动MPI,选择“文件”,“新建项目”命令,如图1-3所示。
在“工程名称”文本框中输入“lianpen”,指定创建位置的文件路径,单击“确定”按钮创建一新工程。
此时在工程管理视窗中显示了“lianpen”的工程,如图1-4所示。
图1-3 “创建新工程”对话框图1-4 工程管理视图(3)导入模型。
选择“文件”,“输入”命令,或者单击工具栏上的“输入模型”图标,进入模型导入对话框。
选择STL文件进行导入。
选择文件“lianpen.stl”。
单击“打开”按钮,系统弹出如图1-5所示的“导入”对话框,此时要求用户预先旋转网格划分类型(Fusion)即表面模型,尺寸单位默认为毫米。
图1-5 导入选项单击“确定”按钮,脸盆模型被导入,如图1-6所示,工程管理视图出现“lp1_study”工程,如图1-7所示,方案任务视窗中列出了默认的分析任务和初始位置,如图1-8所示。
图1-6 脸盆模型图1-7 工程管理视窗图1-8 方案任务视窗(4)网格划分。
网格划分是模型前处理中的一个重要环节,网格质量好坏直接影响程序是否能够正常执行和分析结果的精度。
双击方案任务图标,或者选择“网格”,“生成网格”命令,工程管理视图中的“工具”页面显示“生成网格”定义信息,如图1-9所示。
单击“立即划分网格”按钮,系统将自动对模型进行网格划分和匹配。
网格划分信息可以在模型显示区域下方“网格日志”中查看,如图1-10所示。
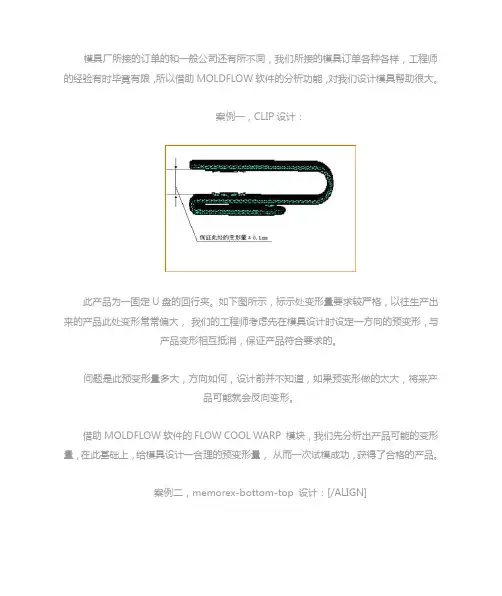
模具厂所接的订单的和一般公司还有所不同,我们所接的模具订单各种各样,工程师的经验有时毕竟有限,所以借助MOLDFLOW软件的分析功能,对我们设计模具帮助很大。
案例一,CLIP设计:此产品为一固定U盘的回行夹。
如下图所示,标示处变形量要求较严格,以往生产出来的产品此处变形常常偏大,我们的工程师考虑先在模具设计时设定一方向的预变形,与产品变形相互抵消,保证产品符合要求的。
问题是此预变形量多大,方向如何,设计前并不知道,如果预变形做的太大,将来产品可能就会反向变形。
借助MOLDFLOW软件的FLOW COOL WARP 模块,我们先分析出产品可能的变形量,在此基础上,给模具设计一合理的预变形量,从而一次试模成功,获得了合格的产品。
案例二,memorex-bottom-top 设计:[/ALIGN]此套模具为2+2 模穴,设计为自然平衡流道,如果不经过分析,模具设计者很难想到要在标示处加强排气,只能等试模时才能发现问题,必然会提高整个产品上市周期。
经过MOLDFLOW 软件的FLOW 模块分析后,我们在模具设计前就已经知道此问题,所以模具设计时特意在此处加强排气,保证一次试模成功。
还有一些案例解决流道平衡的问题,一模多腔的设计,通过控制流道尺寸,保证流动平衡,从而控制产品品质。
避免由于流动不平衡带来过保压现象,导致产品翘曲变形。
同时优化流道尺寸设计还有一个很大的益处就是减小循环周期。
因为很多情况下,产品最后凝固在流道处,如果流道尺寸偏大,必然提高整个循环周期,同时还会产生较多的废料。
电池盖部件是我们运用MOLDFLOW软件的又一成功案例。
此产品是薄壁件,难以填充。
在分析之前,解决它的方法是加大注射压力,提高注射速度,强制成型。
这样一方面机器磨损较大,另外高压高速注射后的产品内部残余应力较大,产品品质仍然无法保证。
采用MOLDFLOW分析后,采用局部加厚的方法,改善了产品的流动,从而使公司可以利用较小的压力和较低的注射速度成型。

模流分析解析(详细)_by_heyyAMI 分析详解7.1.11.直浇口直浇口直接由主流道进入型腔。
2.侧浇口侧浇口是叫口中最简单又最常用的浇口。
侧浇口的深度尺寸的微小变化可使塑料熔体的流量发生较大变化。
3 . 护耳式浇口使用侧浇口对于某些开阔的型腔,可能会产生喷射呵蛇形流等现象。
护耳式浇口可将喷射、气纹控制在护耳上,需要的话,可用后加工手段去除护耳,使制品外观保持良好,常应用于高透明度平板类制件。
4 . 环形浇口根据制件的几何形状可以分为对称和不对称两种类型。
当需要设置多个浇口时,对称形状的制件要遵循每个浇口流长相等和填充体积相等的原则;不对称形状的制件由于本身就不能达到自然平衡,所以每个浇口的填充体积和压力降都不尽相同。
不对称形状的制件可能需要较多的浇口数目以获得平衡流动或者产生何莉莉的熔接线位置,同时降低注塑压力。
5 . 隔膜浇口通常在环状制件的内径中设置浇口,该制件通常具有薄壁区域。
7.1.3 分析结果解释1 . 浇口位置日志浇口位置日志给出了分析的一些日志,其中一条主要信息是给出了最佳浇口位置的节点。
2 . 流动阻力指示器表示熔体的流动前沿离不同浇口位置的流动阻力。
流动阻力的值从0到1的变化,阻值越高表明熔体流动越困难。
3 . 浇口匹配性表示浇口位置合理性的因子分布图,因子值越小,浇口位于这个位置的成型合理性越小。
7.2充填分析(必须)1 . 充填时间充填时间显示了熔体填充随时间的变化而变化情况。
从充填时间可以看出产品的填充是否平衡。
产品的两个末端的充填时间为****和****,V/P差相差10M,效果好。
(必须)2 . 速度\压力切换时的压力V\P转换时刻压力属于单组数据,通常,V\P转换时刻压力在整个注塑周期中时最高的,此时的压力大小和分布可以在图中读出,同时,未填充区域在图中以灰色显示。
(必须)3 . 流动前沿温度流动前沿温度是指熔体充填前沿中间层的温度,是熔体达到某节点的瞬时温度。
模流分析实际应用案例模流分析(Mold Flow Analysis),在塑料模具设计和制造过程中,是一个关键的技术手段。
它通过计算机模拟技术,对模具中塑料的流动、填充、冷却等过程进行模拟,从而为模具的设计和优化提供有价值的数据和见解。
本文将通过一个实际应用案例,介绍模流分析的重要性及实际应用。
某塑料制品公司,为了生产一款新型的塑料制品,需要进行模具设计和制造。
在模具设计阶段,设计师们使用了模流分析软件,对塑料在模具中的流动进行了模拟。
设计师们利用CAD软件进行了模具的设计。
然后,他们将模具模型导入到模流分析软件中,设定了塑料的种类、温度、压力等参数。
接着,软件开始对模具的填充过程进行模拟,显示了塑料在模具中的流动情况。
在模拟过程中,设计师们发现,模具的某一部分存在填充不足的问题。
这可能会导致生产出的塑料制品存在缺陷。
于是,设计师们根据模流分析的结果,对模具的设计进行了优化。
他们调整了模具的进料口和排气口的设计,以改善塑料在模具中的流动性。
经过优化后,设计师们再次进行了模流分析。
这次,模拟结果显示塑料在模具中的流动情况得到了显著的改善。
设计师们确认,优化后的模具设计能够有效解决填充不足的问题。
最终,当模具制造完成后,生产出的塑料制品的质量明显提高,没有出现填充不足或其他缺陷。
这证明了模流分析在模具设计和优化中的重要作用。
这个案例展示了模流分析在实际生产中的应用。
通过模流分析,我们可以预测并解决模具设计和制造中可能出现的问题,从而提高塑料制品的质量和生产效率。
模流分析的应用,使我们在模具设计阶段就能对制品的质量进行有效的控制,避免了后期生产中的许多问题。
模流分析不仅能帮助我们优化模具设计,还可以帮助我们理解和改进生产过程。
例如,通过模流分析,我们可以了解到塑料在模具中流动的速度和压力分布,从而优化注射机的参数设置,进一步提高生产效率。
我们还可以通过模流分析来预测冷却过程中的问题,从而优化冷却过程,减少冷却时间,提高生产效率。
基于Moldflow透明屋顶流动分析【摘要】通过学习并利用MOLDFLOW软件来研究透明屋顶的填充分析、流动分析、冷却分析、翘曲分析。
在实际生产中只有具备丰富经验的工程师才能总体上把握塑料制品的流动性能与工艺参数的关系、而且也是针对几种常用的材料;而moldflow的诞生为塑料制品的生产带来了方便,通过用moldflow对透明屋顶结构的的分析、各种设计方案的对比得出制品的最佳浇口位置、最佳冷却系统方案、最佳的工艺参数配合、从而保证制品的质量。
通过合理地运用Moldflow系列软件,可以预先估计出设计好的注塑制品及其中可能存在的缺陷,同时结合工程师的实际经验,就可以在开模之前分析缺陷出现的原因,并最终解决这些问题,从而减少修模、试模的次数,提高一次成功率。
【关键词】模流分析(Moldflow analysis)【Summary】By learning and using software to study the transparent roof MOLDFLOW filling analysis, flow analysis, cooling analysis, warpage analysis.In actual production, only experienced engineers to grasp the general flow properties of plastic products and the relationship between process parameters, but also for several commonly used materials; and moldflow the birth of the production of plastic products bring convenience, by using moldflow transparent roof structure on the analysis, design comparison of various products derived best gate location, the best cooling system solutions with the best process parameters to guarantee the quality of products Moldflow series through the rational use of the software, we can anticipate the design of a good injection products and their defects may exist, combined with practical experience of engineers, you can die in the open before the defect has arisen due Fenxi, and eventually solve these problems, which reduce the repair mode, the number of test model, a success rate of increase.目录引言------------------------------------------------ ---------------6 一:概述--------------------------------- --------------------------8 1.1:Moldflow软件简介-----------------------------------------------8 1.2:Moldflow格模块的基本功能---------------------------------------8 1.2.1:快速试模分析(MPA)------------------------------------------8 1.2.2:高级成型分析(MPI)------------------------------------------8 1.3:MPI的格子模块的功能--------------------------------------------8 1.4:Moldflow的基本思想---------------------------------------------8 二:材料的性能分析--------------------------------------------------8 2.1:热塑性塑料、热固性塑料-----------------------------------------8 2.2:聚碳酸酯(PC)-------------------------------------------------9 2.3:成型特点-------------------------------------------------------9 2.4:主要用途-------------------------------------------------------9 三:注塑制品易出现的缺陷、原因和解决方法----------------------------9 3.1:欠注(Short Short)----------------------------------------------10 3.1.1:注塑设备选择不合理-------------------------------------------10 3.1.2:聚合物流动性能较差-------------------------------------------10 3.1.3:浇注系统实际不合理-------------------------------------------10 3.1.4:料温、模温太低----------------------------------------------10 3.1.5:注塑喷嘴温度低----------------------------------------------10 3.1.6:注塑压力、保压不足------------------------------------------10 3.1.7:制品结构设计不合理-------------------------------------------11 3.1.8:排气不良-----------------------------------------------------11 3.2:溢料(Flashing)-------------------------------------------------11 3.2.1:锁模力较低---------------------------------------------------11 3.2.2:模具问题-----------------------------------------------------11 3.2.3:注塑工艺不当-------------------------------------------------11 3.3:凹陷及缩痕(Sink Mark)----------------------------------------12 3.3.1:模具缺陷-----------------------------------------------------12 3.3.2:注塑工艺不当------------------------------------------------12 3.3.3:注塑原料不符合要求-------------------------------------------12 3.3.4:注塑制品结构设计不合理---------------------------------------12 3.4:气穴----------------------------------------------------------13 3.4.1:注塑工艺不当-------------------------------------------------13 3.4.2.模具缺陷-----------------------------------------------------13 3.4.3.注塑原料不符合要求-------------------------------------------13 3.5:熔接痕---------------------------------------------------------13 3.5.1:熔体流动性不足,料温较低--------------------------------------13 3.5.2:模具缺陷-----------------------------------------------------14 3.5.3:塑料制品结构设计不合理---------------------------------------14 3.5.4:模具排气不良-------------------------------------------------14 3.6:翘曲及扭曲----------------------------------------------------143.5.5:脱模剂使用不当-----------------------------------------------14 3.6.1:冷却不当-----------------------------------------------------14 3.6.2:分子取向不均衡-----------------------------------------------14 3.6.3:模具浇注系统设计有缺陷---------------------------------------15 3.6.4:脱模系统不合理-----------------------------------------------15 3.6.5:成型条件设置不当---------------------------------------------15 3.7:波流痕--------------------------------------------------------15 3.7.2:塑件表面的螺旋状波流痕---------------------------------------15 3.7.1:以浇口为中心的年轮装波流痕-----------------------------------15 3.7.3:塑件表面的云雾状波流痕---------------------------------------15 四:Moldflow 基本流程----------------------------------------------164.1:建立模型------------------------------------------------------16 4.2:设定参数------------------------------------------------------16 4.3:分析结果------------------------------------------------------16 五:透明屋顶的工程分析---------------------------------------------165.1:新建工程、导入模型--------------------------------------------16 5.2:创建模型网格层------------------------------------------------17 5.3:设置网格划分参数----------------------------------------------18 5.4:划分网格------------------------------------------------------18 六:网格诊断与修补-------------------------------------------------196.1:网格状态统计-------------------------------------------------20 6.2:网格修补------------------------------------------------------20 6.3:处理纵横比----------------------------------------------------20 6.4:网格修补------------------------------------------------------20 七:最佳浇口位置分析-----------------------------------------------22 八:分析系列与材料的选择-------------------------------------------23 8.1:选择分析类型--------------------------------------------------23 8.2:材料选择------------------------------------------------------24 九:建立浇注与冷却系统---------------------------------------------25 9.1:复制节点------------------------------------------------------25 9.2:创建浇口------------------------------------------------------26 9.3:创建主流道----------------------------------------------------27 9.4:设置注射位置--------------------------------------------------28 9.5:创建冷却系统--------------------------------------------------29十:工艺过程参数定义-----------------------------------------------30 十一:透明屋顶的“冷却+流动+翘曲”分析-----------------------------32 11.1冷却分析信息--------------------------------------------------33 11.2:流动分析信息-------------------------------------------------35 11.3:冷却分析结果-------------------------------------------------38 11.4:流动分析结果-------------------------------------------------39 11.5:翘曲分析结果-------------------------------------------------40 十二:TOP模型优化方案---------------------------------------------43 12.1:优化方案的分析前处理------------------------------------------43 12.2:工艺过程参数调整--------------------------------- ------------4412.3:分析计算与结果分析--------------------------------------------46 12.4:流动分析结果--------------------------------------------------50 12.5:冷却分析结果--------------------------------------------------50 12.6:翘曲分析结果--------------------------------------------------51 十三:结论----------------------------------------------------------55 十四:致谢----------------------------------------------------------55 十五:参考文献------------------------------------------------------56引言自从学了moldflow软件、我就深深的被这个软件的适用度所震撼、因为在实际的生产中所用的塑料范围广、各种塑料的性能又都不一样、可是要控制其生产的制品质量都是相当困难的、在实习的阶段我了解到只有从事本行业的注塑工程师才能比较好的控制好产品注塑的工艺参数、而moldflow软件不管是那种材料、都能推荐一个适合产品的工艺参数、能够在短时间内优化产品的质量、这样就减少了在实际生产中的试产量跟时间、如本来可能需要使用一周试产100个样品之后才能解决的问题、在用此软件之后可能只需要2天试产10个产品就能把问题解决了。