超声波检验原始记录
- 格式:doc
- 大小:46.00 KB
- 文档页数:1
超声波检测原始记录超声波检测(Ultrasonic Testing,简称UT)是一种常见的无损检测技术,在工业、医疗、建筑等领域得到广泛应用。
超声波检测通过发射超声波并接收其反射信号,来评估被测物体的内部结构、缺陷、厚度等信息。
而超声波检测的原始记录是整个检测过程中所记录的关键数据,本文将围绕超声波检测原始记录展开讨论。
一、超声波检测原始记录的作用超声波检测原始记录是超声波检测过程中的实时数据记录,具有重要的作用。
首先,原始记录可以用于后续数据分析和处理,以便获得更精确的检测结果。
其次,原始记录是判断被测物体缺陷的依据,通过分析记录中的信号波形和幅值,可以确定缺陷的大小、位置和性质。
此外,原始记录还可以作为后续检测结果验证的参考依据。
二、超声波检测原始记录的要求超声波检测原始记录需要满足一定的要求,以确保检测结果的准确性和可靠性。
首先,记录应具有清晰的声波信号,避免噪声和杂波的干扰。
其次,记录的时间和幅度刻度要统一,以便后续的数据分析。
同时,记录应包含完整的检测过程,包括声波的发射、传播、反射和接收等过程的信息。
三、超声波检测原始记录的详细内容超声波检测原始记录应包含以下几个重要的内容。
1. 被测物体信息:记录被测物体的基本信息,包括名称、编号、材料、厚度等。
2. 检测设备信息:记录使用的超声波检测设备的型号、频率、探头等参数。
3. 检测人员信息:记录进行检测的人员的姓名、资质等信息。
4. 检测日期和地点:记录进行检测的具体日期和地点。
5. 检测过程数据:详细记录超声波检测的实时数据,包括发射声波的时间、接收反射信号的时间、声波的强度和幅值等。
6. 缺陷评定:根据检测数据进行缺陷评定,包括缺陷的位置、形状、大小、数量等信息。
7. 结果分析:对检测结果进行分析和总结,评估被测物体的可靠性和安全性。
四、超声波检测原始记录的保存和管理超声波检测原始记录的保存和管理对于后续的数据分析和结果验证非常重要。
焊缝超声波探伤报告记录————————————————————————————————作者:————————————————————————————————日期:(CMA章)钢结构超声波检测检测报告工程名称:铁路器材厂车修分厂延长跨工程地点:铁路器材厂委托单位:铁路器材厂检测日期:2010年3月16日报告总页数:12 页报告编号:合同编号:工程检测有限公司2010年4 月23 日首页工程名称检测依据《钢焊缝手工超声波探伤方法和探伤结果的分级》GB/T 11345-1989 《钢结构工程施工及验收规范》GB50205-2001《建筑钢结构焊接技术规程》JGJ 81-2002委托单位地址检测焊缝58.2米检测时间2010.3.16检测方法超声波法检测等级B级(GB/T 11345-1989)备注I级焊缝1条,占所测焊缝的100%,满足设计要求。
工程检测有限公司2010年3月16日钢结构超声波检测检测人员:(上岗证号)报告编写:(上岗证号)复核:(上岗证号)审核:(上岗证号)授权签字人:声明: 1. 本报告涂改、错页、换页、漏页无效;2. 检测单位名称与检测报告专用章名称不符者无效;3. 本报告无我单位相关技术资格证书章无效;4. 本报告无检测、审核、授权签字人签字无效;5.未经书面同意不得部分复制或作为他用;6.如对本检测报告有异议或需要说明之处,可在报告发出后15 天内向本检测单位书面提出,本单位将于5日内给予答复。
检测单位:地址:邮编:联系人:目录一项目概况二检测依据及方法三检测结果附件-、项目概况表1工程名称铁路器材厂车修分厂延长垮工程地点铁路器材厂建设单位委托单位铁路器材厂结构型式钢结构钢板厚度14mm设计焊缝等级II级(GB/T 11345-1989)检测等级 B级(GB/T 11345-1989)检测方法超声波法检测日期2010.5.15检测标准《钢焊缝手工超声波探伤方法和探伤结果的分级》GB/T11345-1989《钢结构工程施工及验收规范》GB50205-2001《建筑钢结构焊接技术规程》JGJ 81-2002备注二、检测依据及方法1.检测依据(1)《钢焊缝手工超声波探伤方法和探伤结果的分级》GB11345-1989;(2)《钢结构工程施工及验收规范》GB50205-2001;(3)《建筑钢结构焊接技术规程》JGJ 81-2002;(4)设计文件。
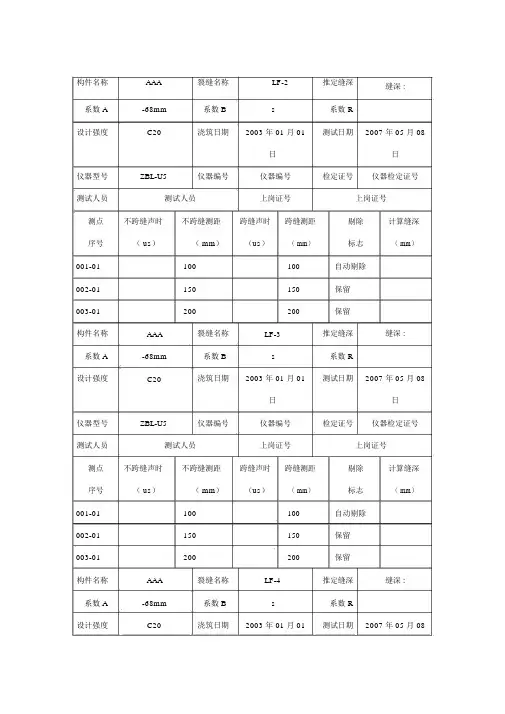
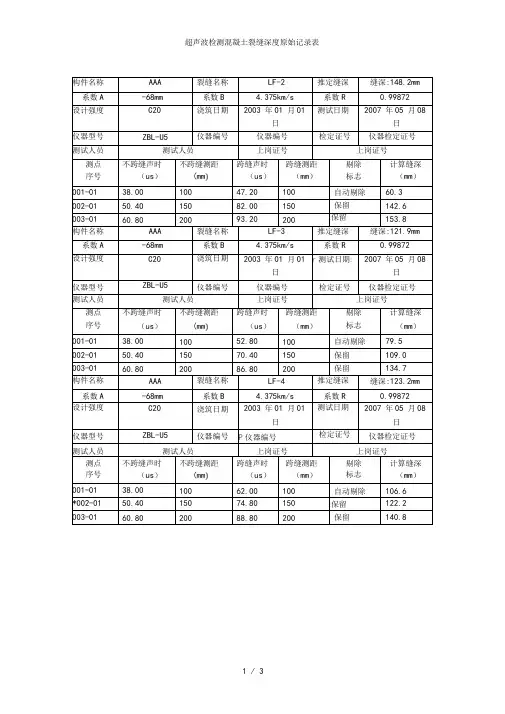
构件名称AAA裂缝名称LF-2推定缝深
缝深 :系数 A-68mm系数 B s系数 R
设计强度C20浇筑日期2003 年 01 月 01测试日期2007 年 05 月 08
日日
仪器型号ZBL-U5仪器编号仪器编号检定证号仪器检定证号测试人员测试人员上岗证号上岗证号测点不跨缝声时不跨缝测距跨缝声时跨缝测距剔除计算缝深序号( us)( mm)(us)( mm)标志( mm)001-01100100自动剔除
002-01150150保留
003-01200200保留
构件名称AAA裂缝名称LF-3推定缝深缝深 :系数 A-68mm系数 B s系数 R
设计强度C20浇筑日期2003 年 01 月 01测试日期2007 年 05 月 08
日日
仪器型号ZBL-U5仪器编号仪器编号检定证号仪器检定证号测试人员测试人员上岗证号上岗证号测点不跨缝声时不跨缝测距跨缝声时跨缝测距剔除计算缝深序号( us)( mm)(us)( mm)标志( mm)001-01100100自动剔除
002-01150150保留
003-01200200保留
构件名称AAA裂缝名称LF-4推定缝深缝深 :系数 A-68mm系数 B s系数 R
设计强度C20浇筑日期2003 年 01 月 01测试日期2007 年 05 月 08
日日
仪器型号ZBL-U5仪器编号仪器编号检定证号仪器检定证号测试人员测试人员上岗证号上岗证号测点不跨缝声时不跨缝测距跨缝声时跨缝测距剔除计算缝深序号( us)( mm)(us)( mm)标志( mm)001-01100100自动剔除
*002-01150150保留
003-01200200保留。
超声波检测焊缝质量检验原始记录一、目的和范围本文档的目的是记录超声波检测焊缝质量检验的原始数据以及相关信息。
本次检验范围包括对焊接件进行超声波探伤,以评估焊缝的质量,并确保焊接件在正常使用条件下具有良好的可靠性和安全性。
二、检验设备和参数本次检验使用的超声波检测设备为XXX型超声波探伤仪器。
探头频率为10 MHz,检测模式为TOFD(时间控制全息法),扫描方式为直线扫描。
三、检验对象和要求本次检验的焊接件为金属材料。
检验要求焊缝完整无瑕疵,焊缝的强度和密封性能符合相关标准。
四、检验过程和结果1. 准备工作检验前,仔细清洁焊接件表面的杂质和油污,以确保准确的检测结果。
同时,将探头与仪器连接好,并调整探头的位置和角度,使其与待检焊缝垂直。
2. 扫描焊缝使用超声波探测仪器对焊缝进行扫描。
根据焊接件的几何形状和尺寸,确定扫描线的位置和方向。
获取焊缝的断面图像,并实时显示在超声波仪器的屏幕上。
3. 录入数据记录并保存每个焊缝的扫描图像,并标注相关信息,包括焊缝编号、焊接材料、焊接方法、焊接工艺等。
4. 检测结果分析分析焊缝的超声波图像,判断焊缝中是否存在缺陷。
常见的焊缝缺陷包括夹杂物、气孔、未熔合、凹陷等。
根据图像的亮度和形状,可以初步判断缺陷的类型和位置。
5. 检验报告按照检验结果,编写详细的检验报告。
报告中包括焊缝的基本信息、超声波图像、缺陷类型与位置分析、缺陷评级等内容。
五、质量评定根据焊缝的缺陷数量、位置和严重程度,对焊缝质量进行评定。
根据相关标准,划分为合格、不合格和待修复等不同等级。
六、附录本文档主要附录为焊缝的超声波图像及检验报告中所需的其他信息。
七、结论经过超声波检测,本次焊缝的质量检验结果如下:1. 检验范围内共发现焊缝缺陷3处,其中包括1处未熔合和2处夹杂物;2. 缺陷类型和位置已在检验报告中详细描述;3. 根据相关标准,判定焊缝为不合格等级。
总结:超声波检测是一种常用的焊缝质量检验方法,通过分析焊缝的超声波图像,可以有效地发现焊缝中的缺陷并进行评估。
钢材构造焊缝超声波探伤原始记录1. 引言本文档旨在记录对钢材构造焊缝进行超声波探伤的原始记录。
通过超声波探伤技术,我们可以非破坏性地评估焊缝内部的质量和缺陷情况,以确保焊接质量符合相关标准要求。
2. 超声波探伤设备本次超声波探伤使用的设备为X型超声波探伤仪,具有以下主要技术参数:- 工作频率:10 MHz- 探头类型:直探头- 探头尺寸:5 mm- 探测范围:0-100 mm- 接收灵敏度:-70 dB- 增益范围:0-100 dB3. 探伤步骤以下是对钢材构造焊缝进行超声波探伤的步骤和结果记录:步骤1:准备工作检查超声波探伤设备是否正常运行,并确保设备与电源连接良好。
步骤2:探伤样品准备选择一块具有焊缝的钢材构造样品,并进行清洁和平整处理,以确保探伤结果的准确性。
步骤3:探伤仪设置将超声波探伤仪的频率设定为10 MHz,并调整增益范围为合适的数值。
步骤4:探头校准将直探头对准探伤样品上的标定块,进行校准,以确保探头的准确性和灵敏度。
步骤5:焊缝探伤将探头沿焊缝轨迹移动,同时观察超声波仪表上的波形和信号变化。
记录波形图和信号强度。
4. 结果记录对于每个焊缝探伤,应记录以下结果信息:- 探伤样品编号- 探伤位置编号- 探伤时间- 探伤人员- 超声波仪表上的波形图- 信号强度记录5. 结论通过对钢材构造焊缝的超声波探伤,我们可以评估焊缝的质量和检测可能存在的缺陷。
这些数据对于确保焊接质量符合标准要求至关重要。
以上是钢材构造焊缝超声波探伤的原始记录,旨在提供对探伤过程和结果的详细记录。
6. 参考文献[1] 超声波探伤技术指南,xxx出版社,20xx年。
[2] 钢材焊接标准GB/Txxx-20xx。
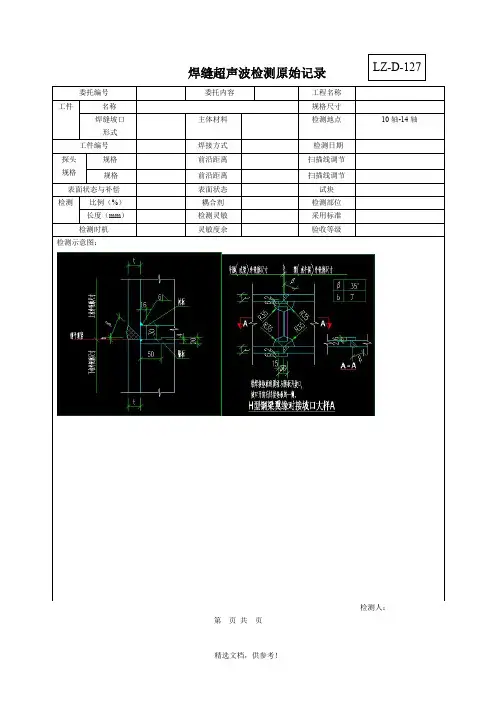
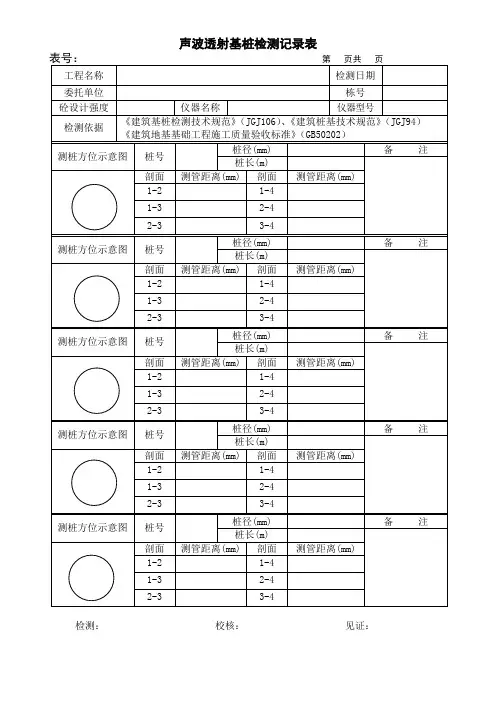
检验编号: 委托编号: 第 页 共 页
校核: 检测:
工程名称 材料牌号 焊缝质量等级 检测日期 验收等级 检测等级 焊缝种类 检测面状态 扫查方式 检测时机 藕合剂
表面补偿
检测温度(℃)
检测依据 检测设备
探头规格
□2.5P13×13K2 □2.5P13×13K2.5 □2.5P10×16K1 其他:
试 块
□CSK-ⅠA □CSK-ⅢA □RB-2 其他:
基准灵敏度 □Φ3×40-14dB □DAC-16dB 其他:
检测示意图:
备注:1.缺陷位置指缺陷波幅最高点距焊缝左端头的距离表示为X ;距焊缝中心轴线的距离表示为Y ;缺陷长度表示为l ;缺陷深度表示为Z ;缺陷当量表示为H 0±dB 。
2.表卡中的“□”,执行的为“ ”。
检验编号:委托编号: 第页共页
工件编号工件部位
焊缝
编号
检测
长度
(mm)
母材
厚度
(mm)
缺陷检出情况
验收
级别
检测
结果
返修
情况
纵向位
置X(mm)
横向位
置Y(mm)
深度位
置Z(mm)
显示
长度
l(mm)
最大回
波幅度
H0±dB
检测
情况
说明
结论
备注
校核:检测:。