连杆支座说明书PDF
- 格式:pdf
- 大小:2.03 MB
- 文档页数:25
机械连杆设计说明书1引言随着汽车工业的发展,对内燃机的需要大大增加,连杆是内燃机上的重要零件,其生产虽然已有较成熟的工艺方法,但在工艺上主要使用专用机床,在加工精度方面受到工人技术的影响。
随着市场对个性化产品的需要,产品的更新换代日益迅速,旧工艺,旧设备已不能适应生产发展的要求。
数控加工的发展,计算机集成制造技术和柔性制造技术的出现,使劳动密集型向技术密集型方向转化。
大、小头孔和螺栓孔的加工是连杆加工的关键技术。
长期以来,国内外许多组合机床和刀具制造厂,如大连组合机床研究所、Ex-Cell-O、Alfing、Grob、Hüler Hille、Ernst Krause & Co等机床厂和Komet、Plansee、Beck、Mapal等刀具厂都十分重视这类技术设备及专用刀具的开发。
近几年来,特别是在专用刀具开发方面取得了长足进步,这对提高加工精度、刀具耐用度和加工效率起着积极作用。
本文以CA140发动机连杆为例,在现有条件和传统工艺的基础上,对生产工艺进行讨论。
2工艺路线的制定2.1 零件分析在制定工艺规程时,必须首先了解零件在产品中所起的作用,了解零件的结构特点,对零件进行工艺分析。
以上都是通过对设计原始资料零件图及产品装配图进行分析的基础上完成的。
另外,还要审查零件图的完整性和正确性,对产品零件图提出修改意见。
2.1.1连杆的作用连杆是汽车发动机中的主要传力部件之一,其小头经活塞销与活塞连接,大头与曲轴连杆轴颈连接。
燃烧室内受压缩的油气混合气体经点火燃烧后急剧膨胀,以很大的压力压向活塞顶面,连杆则将活塞所受的力传给曲轴,推动曲轴旋转。
连杆部件一般由连杆体、连杆盖和螺栓、螺母等组成。
在发动机工作过程中,连杆要承受膨胀气体交变压力的作用和惯性力的作用,连杆除应具有足够的强度和刚度外,还应尽量减少惯性力的作用。
连杆杆身一般都采用从大头到小头逐步变小的工字型截面形状。
为了减少磨损和便于维修,在连杆小头孔中压入青铜衬套,大头孔内衬有具有钢质基底的耐磨巴氏合金轴瓦。
目录一、零件的分析 (2)1.零件的作用 (2)2.零件的工艺分析 (2)二、工艺规程设计 (3)1.定位基准的选择 (3)2.制定工艺线路 (5)三、确信毛坯尺寸,工序尺寸,加工余量 (7)1.确信毛坯尺寸 (7)2. 确信工序尺寸 (7)四、确信切削用量及大体工时 (8)五、夹具设计 (16)六.参考文献 (20)一、零件的分析1.零件的的作用连杆是要紧传力部件之一,其小头经活塞销与活塞连接,大头与曲轴连杆轴颈连接。
燃烧室内受紧缩的油气混合气体经点火燃烧后急剧膨胀,以专门大的压力压向活塞顶面,连杆那么将活塞所受的力传给曲轴,推动曲轴旋转。
在工作进程中,连杆要经受膨胀气体交变压力的作用和惯性力的作用,连杆除应具有足够的强度和刚度外,还应尽可能减少惯性力的作用。
连杆杆身一样都采纳从大头到小头慢慢变小的工字型截面形状。
连杆大、小头两头面对称散布在连杆中截面的双侧。
考虑到装夹、安放、搬运、要求,连杆大、小头的厚度相等(大体尺寸相同)。
2.连杆的工艺分析连杆上需进行机械加工的主要表面为:大、小头孔及其两头面等。
连杆总成的技术要求如下:1.为了使连杆大、小头运动副之间配合良好,大头孔的尺寸公差的品级取为IT6,表面粗糙度Ra不大于μm ;小头孔的尺寸公差品级约取为IT5(加工后再按0.0025mm距离分组),表面粗糙度Ra应不大于μm ;对它们的圆柱度也规定了严格的要求。
2.大、小头孔的中心距的尺寸公差品级应该不低于IT9。
大、小头孔中心线所在的公共平面为连杆平面,一样规定两孔轴线在连杆轴线平面内的平行度公差品级应不低于7级,在垂直于连杆轴线平面内的平行度公差品级应不低于8级。
3.连杆大头孔两头面对大头孔中心线的垂直度误差过大,将加重连杆大头两端面与曲轴连杆轴颈两头面之间的磨损,乃至引发烧伤,一样规定其垂直度公差品级应不低于9级。
4.连杆大、小头两头面间距离的大体尺寸相同,但其技术要求是不同的。
大头两头面间的尺寸公差品级为IT9 ,表面粗糙度Ra不大于μm ;小头两头面间的尺寸公差品级为IT12 ,表面粗糙度Ra不大于μm 。
机械制造工艺课程设计说明书题目:设计“连杆支座”零件的机械加工工艺规程(大批生产)系别机电工程系班级2009级机械设计制造姓名x m m学号2009457127指导老师目录机械制造工艺课程设计任务书 (3)序言 (4)一、零件的分析 (4)1.1零件的作用 (4)1.2零件的工艺分析 (4)1.3确定生产类型 (4)1.4确定毛坯 (5)二、工艺规程设计 (5)2.1选择定位基准 (5)2.2制定工艺路线 (6)2.3机械加工余量、工序尺寸及公差的确定 (8)2.4确定切削用量及时间定额 (10)三、总结 (24)参考文献 (25)机械制造工艺课程设计任务书设计题目设计“连杆支座”零件的机械加工工艺规程(大批生产)设计要求:1、未注明铸造圆角R32、锐边倒钝3、材料:HT150设计内容:1、熟悉零件图2、绘制零件图(1张)3、绘制毛坯图(1张)4、编写工艺过程卡片(1张)5、工序卡片(17张)6、课程设计说明书(1份)2011年 6月7日序言机械制造工艺课程设计是在学完了机械制造技术基础、机械制造工艺学,进行了生产实习之后一个重要的教学环节,也是一项较全面培养我们的机械设计与制造能力的重要实践活动。
这让我们一方面能够通过设计获得综合运用所学过课程进行工艺及结构设计的基本能力,还能为以后做好毕业设计进行一次综合性的训练和准备。
课程设计的主要目的:(1)通过课程设计使我们能熟练运用机械制造工艺学课程中的理论知识以及在生产实习中学到的实践知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件加工质量。
(2)通过课程设计的实践,培养了学生分析和解决工程实际问题的能力,使我们掌握机械零件的设计、加工及检验的方法,提高设计出高效、省力、经济合理而能保证加工质量的夹具的能力。
(3)学会使用设计手册和图表资料。
掌握与本设计有关的各种资料的名称、出处,能够做到熟练运用。
就个人而言,通过这次设计能够初步具备了设计一个中等复杂程度零件(连杆支座)的工艺规程的能力和基本原理及方法,也是熟悉和运用有关手册、图表等技术资料的一次实践机会,希望能通过这次课程设计对自己未来将从事的工作进行一次适应性的训练,从中锻炼自己分析、解决问题的能力,为今后参加工作打下一个良好的基础。
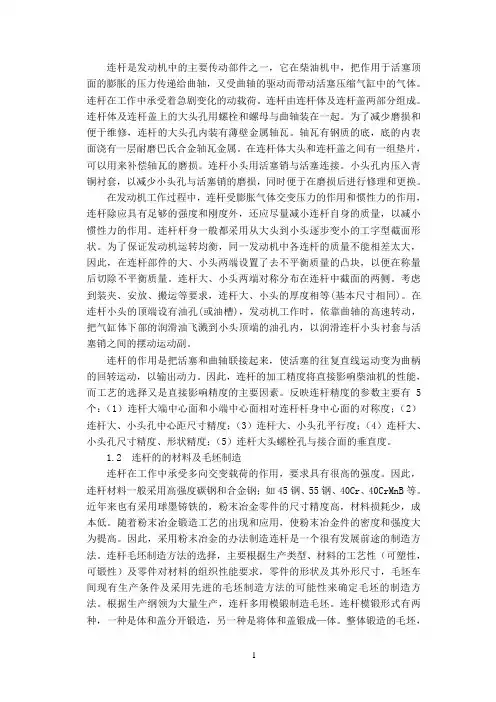
连杆是发动机中的主要传动部件之一,它在柴油机中,把作用于活塞顶面的膨胀的压力传递给曲轴,又受曲轴的驱动而带动活塞压缩气缸中的气体。
连杆在工作中承受着急剧变化的动载荷。
连杆由连杆体及连杆盖两部分组成。
连杆体及连杆盖上的大头孔用螺栓和螺母与曲轴装在一起。
为了减少磨损和便于维修,连杆的大头孔内装有薄壁金属轴瓦。
轴瓦有钢质的底,底的内表面浇有一层耐磨巴氏合金轴瓦金属。
在连杆体大头和连杆盖之间有一组垫片,可以用来补偿轴瓦的磨损。
连杆小头用活塞销与活塞连接。
小头孔内压入青铜衬套,以减少小头孔与活塞销的磨损,同时便于在磨损后进行修理和更换。
在发动机工作过程中,连杆受膨胀气体交变压力的作用和惯性力的作用,连杆除应具有足够的强度和刚度外,还应尽量减小连杆自身的质量,以减小惯性力的作用。
连杆杆身一般都采用从大头到小头逐步变小的工字型截面形状。
为了保证发动机运转均衡,同一发动机中各连杆的质量不能相差太大,因此,在连杆部件的大、小头两端设置了去不平衡质量的凸块,以便在称量后切除不平衡质量。
连杆大、小头两端对称分布在连杆中截面的两侧。
考虑到装夹、安放、搬运等要求,连杆大、小头的厚度相等(基本尺寸相同)。
在连杆小头的顶端设有油孔(或油槽),发动机工作时,依靠曲轴的高速转动,把气缸体下部的润滑油飞溅到小头顶端的油孔内,以润滑连杆小头衬套与活塞销之间的摆动运动副。
连杆的作用是把活塞和曲轴联接起来,使活塞的往复直线运动变为曲柄的回转运动,以输出动力。
因此,连杆的加工精度将直接影响柴油机的性能,而工艺的选择又是直接影响精度的主要因素。
反映连杆精度的参数主要有5个:(1)连杆大端中心面和小端中心面相对连杆杆身中心面的对称度;(2)连杆大、小头孔中心距尺寸精度;(3)连杆大、小头孔平行度;(4)连杆大、小头孔尺寸精度、形状精度;(5)连杆大头螺栓孔与接合面的垂直度。
1.2 连杆的的材料及毛坯制造连杆在工作中承受多向交变载荷的作用,要求具有很高的强度。
机械原理课程设计说明书设计题目平面连杆机构特性分析工程机械学院工业设计专业 2011250101班设计者肖丹 201125010131赵越 201125010132鲁崧201125010107 指导教师张伟社2014年1月16号目录一、设计题目简介及设计要求 (2)1.机构简介 (2)2.设计内容 (3)二、VC++程序设计说明 (5)1、四杆机构类型分析思路 (5)2、急回运动特性分析 (5)3、最大传动角和最小传动角 (5)三、程序设计 (6)1、设计思路 (6)2、程序代码 (6)3、程序框图 (10)4、图解法分析 (11)5、程序结果与解析法结果对比 (12)四、参考文献 (12)五、设计心得 (13)3.3图解法分析四杆机构的特性已知机架AD长500mm,连杆BC长350mm,连架杆1长200mm,连架杆2长450mm。
用Auto CAD画图解得极位夹角为11.459°课程设计心得体会两周的课程设计结束了,在这次的课程设计中不仅检验了我所学习的知识,也培养了我如何去把握一件事情,如何去做一件事情,又如何完成一件事情。
在设计过程中,与同学分工设计,和同学们相互探讨,相互学习,相互监督。
学会了合作,学会了运筹帷幄,学会了宽容,学会了理解,也学会了做人与处世。
课程设计是我们专业课程知识综合应用的实践训练,着是我们迈向社会,从事职业工作前一个必不少的过程.”千里之行始于足下”,通过这次课程设计,我深深体会到这句千古名言的真正含义.我今天认真的进行课程设计,学会脚踏实地迈开这一步,就是为明天能稳健地在社会大潮中奔跑打下坚实的基础.在此感谢我们的张伟社老师.,老师严谨细致、一丝不苟的作风一直是我工作、学习中的榜样;老师循循善诱的教导和不拘一格的思路给予我无尽的启迪;这次课程设计的每个细节和每个数据,都离不开老师您的细心指导。
而您开朗的个性和宽容的态度,帮助我能够很顺利的完成了这次课程设计。
H a r b i n I n s t i t u t e o f T e c h n o l o g y连杆机构设计设计说明书课程名称:机械原理设计题目:连杆机构设计院系:班级:设计者:学号:指导教师:哈尔滨工业大学大作业1 连杆机构运动分析25题:如图1-25所示机构,已知机构各构件的尺寸为齿轮1,齿轮2,齿轮5的齿数分为z1=17,z2=z5=40,BC=70mm,CD=270mm,EF=80mm,DE=240mm,DG=500mm,h=160mm,齿轮1的角速度为w1=10rad/s,试求点D的轨迹及构件7上点G的位移,速度和加速度,并对计算结果进行分析。
一.机构分析:考虑到BC杆和EF杆的长及齿轮间的传动,取齿轮模数为6,BF间的距离为300mm,由此可确定AB上述机构可简化为下图中所示机构,其中BC和EF杆的角速度相等(大小相同,方向相同),所以该机构只有一个自由度。
建立如图所示的坐标系:该机构可划分为以下几个基本杆组:RRRRRRRP二.各杆组的运动分析数学模型:(1)RR:已知A点的坐标,速度,加速度和AB杆的距离l i,求B点的运动量。
位置:x B=x A+l i cosφi ; y B=x A+l i cosφi速度和加速度:dx B dt =ẋA−φil i sinφi;dx Bdt=ẋA−φil i sinφi;d2x B dt2=ẍA−φi2l i cosφi−φil i sinφi;d2x B dt2=ÿA−φi2l i sinφi+φil i cosφi(2)RRR:已知两杆杆长和两个外运动副B,D的位置,速度和加速度。
求运动副C的运动量和两杆的角位置,角速度和角加速度。
由x c=x B+l i cosφi =x D+l j cosφj; (1)y c=y B+l i sinφi =y D+l j sinφj;(2)可得φi =2arctan B0±√A20+B20−C20A0+C0(B0=2l i(y D−y B),C0=l i2+l BD2−l j2) (B,C,D逆时针排列时取负号,反之取正号)由此可求得x c,y c,之后可以得到φj。
连杆是汽车发动机主要的传动机构之一,它将活塞与曲轴连接起来,把作用于活塞顶部的膨胀气体压力传给曲轴,使活塞的往复直线运动可逆的转化为曲轴的回转运动,以输出功率。
是为发动机提供安全可靠、经久耐用、节省能源、满足功用的一个重要零件,它对开发轻型、高速、大功率的柴油机有着密切的关系。
因此,连杆的合理结构设计、加工工艺性设计,保证连杆的加工质量,提高生产效率有这重要意义,它是保证柴油机产品质量的关键所在。
此说明书,对连杆零件进行了详细的分析。
设计出了零件加工的工艺规程。
在工艺规程中涉及到了连杆加工的加工工艺,加工设备的选择,加工余量的确定,毛坯的确定,机床、刀具的确定,夹具的设计一系列与连杆加工有紧密联系的因素。
通过对此次设计,学会对中等难度零件的工艺编制,及其特定工序的夹具设计。
关键词:工艺;毛坯;夹具。
ABSTRACTThe connecting rod module is in the diesel engine essential movement power transmission component. It is affects the gas physical strengthand so on each kind of strength transmits on the piston gives the crank, also transforms the crank rotary motion into the piston reciprocal motion part. Is safely provides reliable, durable, the economical energy, satisfied function important components for the engine, it to develops lightly, is high speed, the high efficiency diesel engine has close relationship. Therefore, the connecting rod reasonable structural design, the processing technology capability design, guaranteed the connecting rod the processing quality, enhances the production efficiency to have this vital significance, it is guaranteed the diesel engine product quality the key is at. This instruction book let, has carried on the detailed analysis to the connecting rod components.Designed the components processing technological process. A series of involved the processing craft in the technological process which the connecting rod processed, the processing equipment choice, the processing remainder determination,the semifinished materials determination, the engine bed, the cutting tool determination, the jig design with the connecting rod processing had the close relation the factor.By the endtime of the densign,learn the technics weave of medium difficultry part,and the holding design of the especially working procedure.Key words:roughcast; craft; jig目录目录绪论 (1)1. 零件的工艺分析 (2)1.1 连杆的工作情况 (2)1.2 连杆的结构特点 (2)1.3 连杆机械加工的主要技术要求 (3)2. 毛坯的确定 (4)2.1生产类型的确定 (4)2.2 材料的选择 (4)2.3 毛坯种类与方法的确定 (4)2.4 确定毛坯尺寸公差和加工余量 (4)2.5 毛坯主要加工表面的尺寸及公差的确定 (6)3. 连杆工艺规程的编制 (7)3.1 定位基准的选择 (7)3.2 拟订工艺路线 (7)3.2.1选择表面加工方法 (7)3.2.2加工阶段的划分 (8)3.2.3加工工序的顺序安排 (8)3.2.4机械加工余量、工序尺寸及其公差的确定 (11)3.2.5加工设备与工艺装备的选择 (22)4. 夹具设计 (26)4.1 夹具体材料及制造方法 (26)4.2 夹具体结构设计 (26)4.3 定位分析与定位误差计算 (26)4.4 导向元件的设计 (26)4.5 螺栓、垫圈选择 (27)4.6 夹具的工作原理 (27)结论 (28)致谢 (29)参考文献 (30)文献综述绪论绪论本课题研究的主要內容是连杆加工工艺过程的编制以及在加工中用到的一些典型夹具的设计。

技术规格书第一节总体要求1. 客运专线正线常用跨度简支梁桥梁采用盆式橡胶支座,安装尺寸应符合通桥(2007)8360。
投标人应提供投标物资合法使用符合支座设计技术要求的应用文件。
2. 客货共线(联络线)常用跨度简支T梁支座安装尺寸应符合(通桥〔2007〕8160)的要求。
投标人应提供投标物资合法使用符合支座设计技术要求的应用文件。
3. 连续梁、跨线公路桥、渡槽的支座类型根据设计要求,按招标物资描述表办理。
4. 常用跨度连续梁支座(设计竖向承载力小于45000KN)安装尺寸应符合(通桥〔2009〕8361)的要求。
投标人应提供投标物资合法使用符合支座设计技术要求的应用文件,建设单位应对支座的设计图进行审查(部已经审查过的产品除外),并报部相关单位核备。
5. 设计吨位超出部通用参考图范围(设计竖向反力超过45000KN或其它特殊要求)的桥梁支座,投标时应提供符合设计要求的技术证明文件,支座设计及安装图应经过建设单位审查,报部相关单位核备。
6. 投标人根据所投包件的支座规格参数及类型选择投标的支座,同一工程项目连续梁应选用一种支座类型投标。
7. 新建北京至石家庄铁路客运专线、新建郑州至焦作城际铁路、新建郑州至开封城际铁路、新建合肥至福州铁路安徽段站前及相关工程、新建合肥至福州铁路客运专线(闽赣段)工程、新建杭州至长沙铁路客运专线江西段工程桥梁支座需驻场监造。
8. 常用跨度连续梁支座(设计竖向承载力小于45000KN),招标人应根据工程进度情况做好新旧安装图的衔接工作,不得造成废弃工程,投标人应与招标人联系。
第二节钢支座技术规格书(适用于客运专线)一、总则1.概述1.1本技术规格书适用于铁路客运专线(含配套联络线及站线)桥梁钢支座,支座含预留调高条件。
1.2本技术规格书规定了铁路客运专线桥梁钢支座的材料、制造、检验、包装、运输、移交、安装及养护维修、保修期等要求。
1.3铁路客运专线桥梁钢支座主要由上支座板、下支座板、中间钢衬板、不锈钢板、滑板等部分组成,同时还包括锚固连接结构和密封防尘装置等配套构件。
课程设计连杆体工艺工装设计题目:连杆体夹具设计专业班级:2013数控(技师)学生姓名:章圣放(05),陈骄奇(06)指导教师姓名:郑瑞芳课程设计任务书课程设计任务书题目:设计下表选定零件的机械加工工艺规程及铣连杆体的两端面工序的夹具。
内容:(1)零件—毛坯合图一张(2)机械加工工艺规程卡片一套(3)夹具装配总图一张(4)夹具零件图一张(5)课程设计说明书一份原始资料:该零件图样一张。
题目:连杆体夹具设计班级:2013数控(技师)学生姓名:章圣放(05)指导教师姓名:郑瑞芳目录序言 (4)PART1 工艺设计 (4)第1章零件的分析 (4)1.1零件的作用 (4)1.2零件的工艺分析 (6)第2章毛坯的制造 (6)2.1确定毛坯的制造形式 (6)2.1.1选择毛坯公差等级 (6)2.2 各加工表面总余量 (6)2.3 根据加工余量绘毛坯图 (7)第3章制定工艺路线 (8)3.1定位基准的选择 (8)3.2拟定工艺路线 (8)3.3 工艺方案 (8)第4章机械加工工序设计 (9)4.1加工余量、工序尺寸及公差的确定 (9)4.1.1加工余量的确定 (9)4.1.2工序尺寸与公差的确定 (9)PART2 夹具设计 (11)2定位基准和定位方案 (11)3装夹方案的选择 (11)课程设计总结 (12)序言机械制造工艺学课程设计是我们学习完大学阶段的机械类基础和技术基础课以及专业课程之后的一个综合课程,它是将设计和制造知识有机的结合,并融合现阶段机械制造业的实际生产情况和较先进成熟的制造技术的应用,而进行的一次理论联系实际的训练,通过本课程的训练,将有助于我们对所学知识的理解;是在学完了机械制造工艺学的理论课程之后,并进行了生产实习的基础上进行的又一个实践性教学环节。
这次设计使我们能够综合运用机械制造工艺学中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决了零件制造工艺问题,设计了机床专用夹具这一典型的工艺装备,提高了结构设计能力,为今后的毕业设计及未来从事的工作打下了良好的基础。
0前言组合机床是根据加工需要,以大量通用部件为基础,配以少量专用部件组成的一种高效专用机床。
组合机床主要用于平面加工和孔加工。
平面加工包括铣平面、车端面、刮平面;孔加工包括钻、扩、铰、镗孔以及倒角、切槽、攻螺纹等。
组合机床最适宜于加工各种大中型箱体类零件,如气缸体、气缸盖、变速箱体等零件。
目前,组合机床在汽车、拖拉机、仪器仪表、军工及缝纫机、柴油机、纺织、航空等部门,应用越来越普遍。
组合机床主要适用于棱体类零件和杂体的孔面加工,生产效率高,研制周期短,便于设计、制造和使用维修,配置灵活,且自动化程度高,劳动强度低。
在将来,组合机床将向五个方面发展:高速化、高精度化、复合化、高科技含量化以及环保化。
同时,在自动化方面,将会进一步提高。
众所周知,多少年来机械产品加工中广泛的采用万能机床。
但随着生产的发展,很多企业的产品产量越来越大,精度也越来越高,如汽车、拖拉机行业的气缸体、气缸盖、变速箱等零件,采用万能机床虽能加工出如上产品,但在精度方面就不能很好的满足要求。
因为在一台机床上总是加工一种工件,使万能机床的很多部件和机构变得作用不大,工人整天忙于装夹工作、启动机床、进刀退刀等繁琐事务,不仅劳动强度很大,而且生产效率也不高,不利于保证产品加工精度。
正是基于以上情况,促使了组合机床的发展。
我国组合机床近几年取得了长足的进步,但是与发达国家相比,在产业结构、产品水平、开发能力、产业规模、制造技术水平、劳动生产率、国内外市场占有率等诸多方面尚存在不少差距。
在组合机床方面,总体水平不高,国际竞争力不强,不能充分满足国内建设需要,关键技术过分依赖国外,自主发展能力薄弱,高技能人才的比较优势有弱化的危险,同时产品结构类同,产品质量不稳定,用户服务水平差距较大。
我国组合机床近几年取得了长足的进步,但是与发达国家相比,在产业结构、产品水平、开发能力、产业规模、制造技术水平、劳动生产率、国内外市场占有率等诸多方面尚存在不少差距。
连杆课程设计说明书院别:能源与动力工程学院专业:热能与动力工程班级:新能源1002姓名:学号:指导教师:潘剑锋2014年1月前言随着生活水平的提高,人们为了出行方便,汽车的性能要求也越来越高。
而提高发动机性能,一方面可以降低噪音,增强发动机效率;另一方面也可以节约能源,有利于环保。
连杆作为发动机活塞运动的主要部件,它把作用于活塞顶面的膨胀的压力传递给曲轴,又受曲轴的驱动而带动活塞压缩气缸中的气体,连杆在工作过程中始终承受着剧烈的动载荷作用。
这就对其性能有极高的要求。
而连杆的强度与任性也是决定发动机性能的因素之一。
为了保证连杆的疲劳强度,要求连杆的材料要具有良好的综合力学性能及工艺性能。
以往连杆材料几乎普遍采用碳素调质钢和合金调质钢,20世纪70年代由于石油危机,为节省能源,欧美和日本开始大量应用非调质钢,并取得很大的进展。
随着汽车工业制造技术的发展,对于汽车发动机的动力性能及可靠性要求越来越高,而连杆的强度、刚度对提高发动机的动力性及可靠性至关重要,因此国内外各大汽车公司对发动机连杆用材料及制造技术的研究都非常重视。
在满足性能指标的前提下,连杆的材料和制造技术关联很大,非调质钢的应用就是考虑节省调质工序。
近年来,采取裂解连杆体和连杆盖分界面技术可以大幅度地减少机械加工工序,由此开发了高强度低韧性的高碳非调质钢和粉末冶金锻件,以满足工艺的需要。
目录前言 (2)—设计任务— (4)一、连杆概况 (4)1、连杆结构特点 (4)2、工作工作环境 (5)3、连杆设计要求 (5)二、三维建模 (6)1、二维图纸 (6)2、UG三维建模模型 (6)三、基于ANSYS对连杆有限元分析 (7)1、材料性能参数确定: (7)2、导入连杆三维模型 (7)3、设置单元属性 (7)4、网格划分 (8)5、设置载荷和约束 (9)6、求解及结论分析 (10)1)位移变化图 (10)2)应力应变结果图 (10)四、课程设计总结: (12)五、参考文献 (13)—设计任务—设计任务1、分析连杆工作环境,性能要求以及材料等;2、根据图纸进行三维实体建模;3、对模型进行有限元分析;4、根据有限元分析的结果进行强度分析。
摘要压力铸造是目前成型有色金属铸件的重要成型工艺方法。
压铸的工艺特点是铸件的强度和硬度较高,形状较为复杂且铸件壁较薄,而且生产率极高。
压铸模具是压力铸造生产的关键,压铸模具的质量决定着压铸件的质量和精度,而模具设计直接影响着压铸模具的质量和寿命。
因此,模具设计是模具技术进步的关键,也是模具发展的重要因素。
根据零件的结构和尺寸设计了完整的模具。
设计内容主要包括:浇注系统设计、成型零件设计、抽芯机构设计、推出机构设计以及模体结构设计。
根据铸件的形状特点、零件尺寸及精度,选定了合适的压铸机,通过准确的计算并查阅设计手册,确定了成型零件以及模体的尺寸及精度,在材料的选取及热处理要求上也作出了详细说明,并在结合理论知识的基础上,借助于计算机辅助软件绘制了各部分零件及装配体的立体图和工程图,以保障模具的加工制造。
关键词:压力铸造;压铸模具;压铸机第1章压铸件分析1.1 压铸件结构分析压铸件的结构分析主要从压铸件的特点,根据压铸件的基本功能结构和材料设计出合理的压铸件结构,在满足使用功能的同时还需要能够满足生产工艺要求,同时保证产品的质量和使用的精度,尽量减少后续的加工。
同时需要根据生产的批量合理的选择压铸的模具。
1.1.1压铸件特点根据压铸件的二维图(图1.1)和三维图(图1.2),我们可以看到,制件的结构相对比较简单,壁厚相对比较均匀,对于模具的复杂程度而言是相对简单的。
制件为圆筒支座铸件,材料为YL102铝合金,相对尺寸不大。
图1.1铸件二维图图1.2铸件三维图1.1.2压铸件基本结构薄壁铸件的致密性好,可以提高强度和耐磨性。
太厚容易出现内部气孔,缩孔等缺陷,在保证铸件有足够的强度和刚度的前提下应该尽量减少壁厚,并保持各个截面的厚薄均匀一致。
但是太薄对于铸件的填充有影响。
根据《压铸工艺及模具》表4-1推荐值位位1.8-3.0mm,壳体铸件的厚度为2mm满足要求。
铸件圆角为R2。
1.1.3压铸件精度分析压铸件的精度主要有尺寸精度、表面形状和位置公差。
连杆设计说明书课程设计要求:课程设计要求:1.了解活塞、连杆、曲轴的设计基准、工艺基准、和加工基准。
2.正确的表达零件的形状,合理布置试图。
3.正确理解和标注尺寸公差和形位公差。
4.能读懂图样上的技术要求。
5.正确编写课程设计说明书。
6.熟练掌握AutoCAD 绘制工程图纸。
连杆的作用连杆的作用是将活塞承受的力传给曲轴,并使活塞的往复运动转变为曲轴的旋转运动。
连杆由连杆体、连杆盖、连杆螺栓和连杆轴瓦等零件组成,连杆体与连杆盖分为连杆小头、杆身和连杆大头。
连杆小头用来安装活塞销,以连接活塞。
连杆大头与曲轴的连杆轴颈相连。
一般做成分开式,与杆身切开的一半称为连杆盖,二者靠连杆螺栓连接为一体。
连杆轴瓦安装在连杆大头孔座中,与曲轴上的连杆轴颈装和在一起,是发动机中最重要的配合副之一。
常用的减磨合金主要有白合金、铜铅合金和铝基合金。
连杆机构中两端分别与主动和从动构件铰接以传递运动和力的杆件。
例如在往复活塞式动力机械和压缩机中,用连杆来连接活塞与曲柄。
连杆多为钢件,其主体部分的截面多为圆形或工字形,两端有孔,孔内装有青铜衬套或滚针轴承,供装入轴销而构成铰接。
连杆是汽车发动机中的重要零件,它连接着活塞和曲轴,其作用是将活塞的往复运动转变为曲轴的旋转运动,并把作用在活塞上的力传给曲轴以输出功率。
连杆在工作中,除承受燃烧室燃气产生的压力外,还要承受纵向和横向的惯性力。
因此,连杆在一个复杂的应力状态下工作。
它既受交变的拉压应力、又受弯曲应力。
连杆的主要损坏形式是疲劳断裂和过量变形。
通常疲劳断裂的部位是在连杆上的三个高应力区域。
连杆的工作条件要求连杆具有较高的强度和抗疲劳性能;又要求具有足够的钢性和韧性。
传统连杆加工工艺中其材料一般采用45 钢、40Cr 或40MnB 等调质钢。
连杆组连杆组包括连杆体、连杆盖、小头衬套、连杆瓦、连杆螺栓、连杆螺母等。
在三维造型时,可以将连杆体、盖、螺栓等作为一体,因小头衬套材料为铜铅合金,可以分开造型,然后组装成一体进行分析。
目录1.适用范围 (1)2.作业准备 (1)3.技术要求 (3)4.施工程序与工艺流程 (4)5.施工要求 (6)6.劳动组织 (9)7.材料要求 (10)8.设备机具配置 (11)9.质量控制及检验 (12)10.安全及环保要求 (15)支座安装作业指导书1.适用范围 1.1工程类别本作业指导书适用于京沈客专辽宁段玉龙特大桥(40+64+40)m 连续梁支座安装作业施工。
(40+64+40)m 连续梁跨越规划玉龙路。
线间距5.0m 。
玉龙特大桥(40+64+40)m 连续梁为正线双线,设计速度目标值为350km/h ,桥面宽度为12.6m ,采用CRTS Ⅲ板式无砟轨道,轨道轨顶(内轨顶面)至梁顶高度为0.738m 。
1.2地质条件桥址区为低缓丘陵间冲积平原,地形平坦,起伏较小。
桥址范围内表覆第四系全新统人工堆积层(ml 4Q )杂填土及填筑土,第四系全新统冲洪积(pl al 4Q )黏土、粉质黏土、粉土,粉砂、细砂、中砂、粗砂、砾砂及细圆砾土。
下伏侏罗系上统(J3)页岩、砂岩、砾岩。
桥址范围内下伏页岩具膨胀性。
桥址区地下水为第四系孔隙潜水及基岩裂隙水,地下水主要受大气降水及地下径流补给,以蒸发排泄为主。
勘测期间地下水埋深为0.2~8.9m (高程150.38~151.39m ),水位季节性变幅1.0~6.0m 。
地震基本烈度6度,地震动峰值加速度0.05g ,最大冻结深度1.4m 。
1.3环境条件地面以上环境作业等级为T2。
2.作业准备 2.1技术准备(1)作业指导书编制后,在开工前组织技术人员认真学习实施性施工组织设计以及规范和技术标准,仔细的审核图纸,澄清有关技术问题。
制定相关安全保证措施及应急预案。
对施工人员现场技术交底,并进行上岗技术培训,确保施工人员全面掌握施工的内容和要求。
(2)选择队伍驻地、临时工程、材料堆放场地、办公设施齐备,满足主要管理、技术人员、施工人员进场生活、办公需要。