混流式水轮机转轮裂纹原因分析及预防措施
- 格式:doc
- 大小:1.83 MB
- 文档页数:14
水轮机转轮叶片裂纹成因及处理措施水轮机转轮裂纹缺陷是水电站普遍存在的问题,严重影响着机组整体的安全运行,因而对此类缺陷的检查和处理工作是水电厂的重要工作。
为了有效控制和减少转轮叶片裂纹,对裂纹产生的原因进行正确的诊断,并积极采取一些有针对性的预防措施,以避免该问题的发生,有利于确保水轮发电机组的安全、可靠、经济运行。
本文就水轮机转轮叶片裂纹成因及处理措施进行简单的阐述。
标签:水轮机转轮叶片;裂纹成因;处理措施水轮发电机组在运行中,由于工艺、水力因素等原因,转轮叶片很容易产生裂纹甚至断裂,导致的结果是机组的寿命减小,停机检修时间长,电站的经济损失也相应增大。
因此,确保转轮的性能满足要求,是机组设计的关键。
1工程概况新安江水电厂装设8台9.5万kW和1台9万kW的混流式机组,总装机容量为85万kW。
新安江水电厂是1座综合型电站,兼顾发电、防汛为一体。
1号机组发电机型号为TS854/156-40,水轮机型号为HLS66.46-LJ-410,额定流量135m3/s,转轮直径 4.1m。
水轮机转轮有13个叶片,转轮叶片的材料为ZG06Cr13Ni4Mo马氏体不锈钢,真空精密铸造。
机组最大水头85.4m,设计水头73m,最小水头59.96m,额定转速为59.96r/min。
1号机组于1960年并网发电,并于2002年3月至10月进行增容改造大修后投入运行。
2013年3月,在1号机进行B级大修期间,检修人员对1号机组的转轮叶片进行了超声波探伤检查。
探伤结果显示,1号转轮叶片背部有一条长为115mm,宽为6mm,深度为3.5mm的裂纹;2号转轮叶片出水边根部有一条长为85mm,宽为4.1mm,深度为1.9mm的裂纹;4号转轮叶片出水边根部有一条长为80mm,宽为4.3mm,深度为1.4mm的裂纹和一条长为92mm,宽为3.6mm,深度为2.8mm 的裂纹,上述裂纹都对转轮叶片安全运行造成较大的危害,严重影响机组的安全、稳定运行。
混流式水轮机转轮裂纹原因和分析水轮机转轮,尤其是中、高比转速混流式水轮机转轮中的裂纹现象,在世界各地普遍存在。
国外例子有埃及的阿斯旺高坝、美国的大古力800MW机,俄罗斯的布拉茨克等,国内有岩滩、李家峡、小浪底、五强溪、二滩等大型水电站,在投运后水轮机转轮都不同程度的出现了裂纹。
转轮裂纹严重影响电站的安全运行和经济效益,引起人们的极大关注。
1 产生裂纹的原因但是为什么会产生裂纹呢?通过人们的许多研究,提出了一些假设,主要分为规律性裂纹和非规律性裂纹。
规律性裂纹主要是指叶片上的裂纹具有大体一直的规律,几乎所有叶片都有,裂纹的部位和走向也大体一致。
非规律性主要是指裂纹只要集中在个别的叶片上,部位和走向也基本不一样。
主要产生裂纹的原因主要有以下原因:1.1规律性裂纹失效分析结果表明:绝大多数规律性裂纹是疲劳裂纹,端口呈现明显的贝纹。
叶片疲劳来源于作用其上的交变载荷,而交变载荷又由转轮的水力自激振动引发,这坑呢个是卡门涡列、水力弹性振动或者水压脉动所诱发。
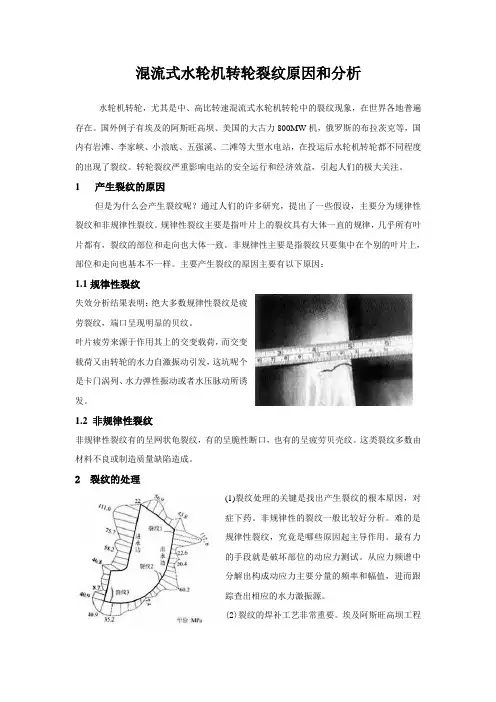
1.2 非规律性裂纹非规律性裂纹有的呈网状龟裂纹,有的呈脆性断口,也有的呈疲劳贝壳纹。
这类裂纹多数由材料不良或制造质量缺陷造成。
2 裂纹的处理(1)裂纹处理的关键是找出产生裂纹的根本原因,对症下药。
非规律性的裂纹一般比较好分析。
难的是规律性裂纹,究竟是哪些原因起主导作用。
最有力的手段就是破坏部位的动应力测试。
从应力频谱中分解出构成动应力主要分量的频率和幅值,进而跟踪查出相应的水力激振源。
(2)裂纹的焊补工艺非常重要。
埃及阿斯旺高坝工程的12台混流式水轮机转轮曾发生过严重裂纹。
原美国阿里斯查摩公司为其更换了其中6台。
法国电力公司采用合理的焊补工艺、焊接材料,在有经验的工程师指导下,由优秀焊工操作成功地修复了其他6台。
很显然,两者处理效果相当而后者成本大为降低,焊补工艺的重要性由此可见一斑。
(3)转轮裂纹,尤其是高应力区的裂纹,一经发现就应尽可能早的焊补处理。
混流式水轮机转轮裂纹原因分析及预防措施混流式水轮机转轮裂纹原因分析及预防措施水轮机转轮,特别是中、高比速混流式水轮机转轮中的裂纹现象,在世界各地普遍存在。
国外的例子有埃及的阿斯旺高坝、美国的大古力700 MW机,俄罗斯的布拉茨克等。
国内有岩滩、李家峡、小浪底、五强溪、二滩等大型水电站,在投运后水轮机转轮都不同程度的浮现了裂纹。
转轮裂纹严重影响电站的安全运行和经济效益,引起人们的极大关注。
1转轮裂纹的产生原因转轮为什么会产生裂纹,人们对此做过许多研究,不时地提出一些假设。
笔者把转轮裂纹分为规律性裂纹和非规律性裂纹两类。
规律性裂纹是指不同叶片上的裂纹具有大体一致的规律,所有叶片都开裂,裂纹的部位和走向也大致相同。
非规律性裂纹或者只在个别叶片上发生,或者不同叶片上裂纹的部位、走向和其他特征各不相同。
其产生的普通原因分述如下。
1.1规律性裂纹失效分析结果表明-绝大多数规律性裂纹是疲劳裂纹,断口呈现明显的贝壳纹。
叶片疲劳来源于作用其上的交变载荷,而交变载荷又由转轮的水力自激振动引起,这可能是卡门涡列、水力弹性振动或者水压力脉动所诱发。
1.1.1卡门涡列(1)黄坛口水电站1958年投运的4台HL310-LJ-230水轮机,运行不久转轮叶片出水边根部即发生总计67条裂纹。
后来查明,在某些水头下,当机组出力在5~8 MW时,叶片出水边卡门涡列频率与叶片自振频率耦合而引起共振,动应力急剧增加,使叶片疲劳开裂。
采取修整叶片出水边厚度和形状,提高卡门涡列频率,避开了共振,转轮安全运行多年,再没有发生问题。
(2)小浪底水电站水头范围68~141 m,额定出力306 MW。
水轮机转轮上冠和下环为13.5不锈钢铸件,叶片由13.5不锈钢热模压后数控加工,再用309 L奥氏体不锈钢焊丝焊成整体。
由于是异种钢焊接,转轮焊后不进行消除应力处理。
为适应电站水头变幅大和多泥沙的运行条件,水轮机供应商采取了低比转速,小的出口直径(D 2/D 1=0.88),较大的导叶相对高度(b 0/D 1=0.236),肥大的叶片头部,较厚的叶片出水边(δ=38 mm),喷涂碳化钨和设置筒形阀等技术措施。
浅析水轮机转轮裂纹产生原因及处理对策水轮机是水电站机组中重要的组成部位,但是其也是最容易受到损害的部位。
随着目前人类对能源的需求与日俱增,如何加强对水轮机的危害的防治,延长其使用寿命,保证水轮机的正常运行已经成为了必须亟待解决的问题。
在本文中,笔者主要对目前水轮机转轮裂纹这一现象进行详细的讨论。
标签:水轮机、转轮、裂纹、原因、对策前言:在本文中笔者通过对水轮机运用的概述,对目前我国水电站常见的水轮机转轮裂纹产生的原因进行了分析,并通过对原因的分析,提出了相应的裂纹处理与预防措施。
一、水轮机运用概述能源作为国家的重要战略支柱,在各国受到了高度重视。
近年来随着我国经济社会的不断发展壮大,我国对于电能的需求与日俱增,但是化石能源作为不可再生储能,给人类的居住环境带来的威胁越来越大。
为了更好的做到节能减排,缓解气候变化,满足经济和社会的可持续发展需求。
我国一直都把可再生能源作为未来能源战略的重要规划进行了长久以来的实施。
随着我国水电站的的不断新建,在其为人们提供了重要生活、生产保障的同时,自身也相继出现了诸多问题,例如水轮机转轮裂纹的产生,它不仅降低了机械运作的寿命,同时也对电能生产带来一定的影响。
作为水轮机的重要组成部分,水轮机转轮的轮毂与叶片之间的过渡区是整个转轮的力学薄弱区,在机组运行中非常容量发生裂纹。
近年该问题在诸多水电站的生产中相继出现,已经成为了一个不得不亟待解决的技术关键。
二、常见水轮机转轮裂纹产生的原因目前在水电站水轮机的使用类型中主要以混流式水轮机转轮、轴流式水轮机、贯流式水轮机等为主。
以下就以混流式水轮机转轮为例,从水力、设计、铸造、运行、共振等多种因素对其产生的裂纹进行分析:1、水力方面疲劳裂纹、断口出现明显的贝壳纹均属于水轮机转轮叶片上的规律性裂纹,从力学和材料力学两方面来讲,疲劳裂纹的出现主要是由于叶片承受的动应力超过了叶片材料的疲劳强度极限所至。
一旦出现叶片承载不足的情况,叶片就极易出现叶片裂纹。
混流式水轮机转轮裂纹原因及预防措施的探讨【摘要】混流式水轮机转轮叶片裂纹故障严重影响了水电站的安全稳定运行和经济效益的发挥。
本文就混流式水轮机转轮裂纹原因及预防措施进行了探讨,结合了具体的工程实例,对机组运行情况和转轮裂纹现象作了详细的阐述,分析了产生的原因,并提出了相应有效的措施,以期能为预防混流式水轮机转轮措施裂纹而提供参考。
【关键词】混流式水轮机;转轮裂纹;原因;预防措施所谓的混流式水轮机,又称法兰西斯水轮机,水流从四周径向流入转轮,然后近似轴向流出转轮,转轮由上冠,下环和叶片组成。
其结构紧凑,效率较高,能适应很宽的水头范围,是目前世界各国广泛采用的水轮机型式之一。
但是,混流式水轮机转轮叶片若出现裂纹故障,将会严重影响水电站的安全稳定运行和经济效益的发挥,所以必须及时采取措施针对裂纹故障现象进行治理,以确保水电站的安全稳定运行。
1 概述某水电站第一台机组投运后的停机维护中就发现水轮机转轮叶片出现裂纹,在后续机组维护中同样发现了叶片裂纹。
某水电站首台机组投运至今已近15年,但是水轮机转轮裂纹频现的状况并未彻底消除,每年轮修中几乎都会发现裂纹,裂纹处理已成为每年机组检修中的主要工作。
1.1 机组运行情况目前已建成水电站中调节性能较好的特大型骨干电源,不仅每年向系统提供巨大的清洁电力能源,并在系统中承担调峰、调频、调压和事故备用等任务,在我省电网中发挥着重要的作用。
1.2 水轮机基本参数及结构特点水轮机额定功率为582MW,最大功率为612MW,公称直径6257mm,额定转速142.9r/min,额定水头165m。
转轮为全不锈钢分瓣铸焊结构,#1叶片和相对的#7叶片对称分剖,共13个叶片转轮上冠、叶片、下环的材质均为ASTMA743MGradeCA-6NM马氏体不锈钢。
转轮上冠把合方式为卡栓式结构。
与以往的螺栓把合结构相比,这种结构可以减薄上冠的壁厚,从而节省昂贵的不锈钢材料。
叶片采用数控机床加工,叶片最大厚度为188mm。
运行与维护102丨电力系统装备 2020.20Operation And Maintenance电力系统装备Electric Power System Equipment2020年第20期2020 No.201 水轮机转轮产生裂纹的危害1.1 威胁水电站的安全转轮结构的稳定运行对水力发电效率与质量的保障有着很大影响,也是保障水轮机安全运转的关键因素。
如果转轮在运行中出现裂纹情况,如果相关人员没有对其进行及时的处理,那么就会给水力系统的安全造成威胁,同时还会间接影响水电站内人员的人身安全。
因此需要管理及维护人员能够及时针对裂纹产生原因,进行及时妥善的处理。
1.2 降低发电效率与质量转轮出现细小的裂纹情况,还会给水轮机的发电效率与质量造成一定影响。
当裂纹出现后,水电站需要投入部分精力与时间用在转轮的维修及管理方面,不仅会给水力系统的正常运行带来一定阻碍,还会降低电能质量。
另外,对转轮进行裂纹处理还会间接影响水电站的经济效益,增加维修及管理成本,所以需要电厂管理及维护人员能够对转轮裂纹的处理方案进行合理规划。
2 水轮机转轮产生裂纹的原因除了转轮结构材料的选择问题以及设计问题,对水流、水压控制不到位也会造成转轮裂纹的出现,下面文章就对这几种原因进行分析,以此来为相关裂纹防控方案的制定提供帮助。
2.1 转轮材料选择有误水轮机在水力发电系统中扮演着重要角色,需要相关制造及生产人员能够对其中涉及到的零构件质量提供保障。
但是个别生产部门在制造转轮的过程中会出现材料选择失误情况,一方面是因为水电站没有对转轮材质提出严格的要求,使得性质相似的材料被应用到了转轮的制造中。
另一方面是因为水电站没有对有特殊要求的转轮信息进行进一步的明确,使得转轮材质存在差异性问题。
而这些情况的出现都会间接导致转轮在后期使用中出现裂纹现象,不仅影响了水力发电系统的平稳运行,还间接增加了转轮的使用成本。
2.2 转轮结构存在漏洞水轮机转轮的制造对焊接工艺的要求较高,需要制作人员能够按照规范的流程步骤保证转轮焊接的精准性与稳定性。
混流式水轮机转轮常见缺陷类型及产生原因分析摘要:介绍水电站混流式水轮机转轮的常见缺陷类型,即裂纹、空蚀和磨损,并对其产生原因进行了简要分析,提出一些处理及解决方案。
关键词:水轮机转轮;裂纹;空蚀;磨损;缺陷1 前言水电资源作为清洁能源,是我国能源的重要组成部分,在能源和经济可持续发展中占有重要地位。
我国水能资源理论蕴藏量约为6.76亿kw,可开发容量约为3.78亿kw,居世界首位[1]。
近年来,我国水电事业进入了飞速发展的阶段,然而在水电站的建设及运行中遇到了大量技术问题,其中水轮机转轮作为水轮机的核心部件,承担着将水能转化为机械能的任务。
水轮机转轮在运行中由于受到异常运行情况、水流泥沙冲刷以及转轮设计、制造、材质等方面的影响,往往会产生各种危险缺陷,大大制约了水电站的发展。
本文以混流式水轮机转轮为例,分析了水轮机转轮常见的几种缺陷(裂纹、空蚀、磨损)出现的位置及其产生原因,并提出了对上述缺陷的处理及防护方法。
2 常见缺陷出现位置及类型混流式水轮机转轮由上冠、下环、叶片组成。
转轮叶片分布在上冠与下环之间,转轮叶片上端固定于转轮上冠,下端固定于转轮下环。
轮叶呈扭曲形,各轮叶间形成狭窄的流道,转轮材质一般为不锈钢铸件,转轮叶片通过焊接工艺装配在上冠与下环之间。
混流式水轮机转轮常见的缺陷类型一般为裂纹、空蚀、磨损等三种,一般主要分布在叶片上下端与转轮上冠、下环连接处的焊缝端部(出水边侧和入水边侧),部分空蚀缺陷还会发生在叶片正面(出水侧)及出口下环内壁处,而由于泥沙冲击等原因,也会造成部分叶片边沿及叶片正、背面磨损。
3 缺陷产生原因分析转轮缺陷严重影响水电站的安全运行和经济效益,当缺陷扩大到一定程度后,叶形会有较大改变,进而导致水力不平衡,效率降低,严重的会导致叶片断裂而损坏机组的灾难性事故[2],为此,本文对转轮缺陷的产生原因进行了简要分析。
3.1 裂纹转轮裂纹一般发生的部位在叶片根部焊缝(包括叶片正面和背面)及热影响区、叶片正面的出水边处。
水轮机转轮叶片裂纹分析及处理
水轮机转轮的叶片出现裂纹会严重威胁水电厂的安全经济运行。
通过对水轮机转轮叶片进行有限元计算分析,得出应力过于集中通常是叶片裂纹产生的主要原因,此外,叶片也存在设计、制造、运行方面的问题,为此,介绍了水轮机转轮叶片
裂纹金属无损探伤的常用处理方法和一般工艺。
水轮机转轮叶片裂纹的频繁产生,对机组安全运行构成很大威胁,也给电厂带来极大的经济损失,因此,分析裂纹产生原因,并对易产生裂纹部位进行无损探伤检查,对及时处理缺陷,消除事故隐患是十分必要的。
1裂纹产生原因分析
1.1应力集中
采用有限元计算分析得出,转轮在水压力及离心力的作用下,大应力区主要分布在转轮叶片周边上,按第三强度理论计算的相当应力沿叶片周边的分布。
转轮叶片存在四个高应力区,他们的位置在叶片进水边正面(压力分布面)靠近上冠处;叶片出水边正面的中部;叶片出水边背面靠近上冠处;叶片与下环连接区内。
1.2铸造缺陷及焊接缺陷
铸造气孔、铸造砂眼等在外部应力的作用下可能会成为裂纹源,造成裂纹的产生。
由于转轮叶片与上冠、下环的厚度相差大,在冷却过程中易产生缩孔、疏松等。
铸焊结构的转轮,若焊接工艺不当或焊工没有按照焊接工艺的要求进行焊接,在焊缝及热影响区也会出现裂纹。
浅析灯泡贯流式水轮机转轮故障原因分析及改进措施摘要:水轮机转轮是实现水能转换的主要部件,它能将水能的绝大部分转换成转轮及轴的旋转机械能,并通过水轮机主轴传递给发电机主轴及其转子。
转轮活塞缸在调速器操作压力油的作用下运动时带动连杆、转臂运动,操作桨叶旋转。
水轮发电机组在运行时,通过导叶与桨叶开度的协联变化调整出力。
本文从灯泡贯流式水轮机转轮结构分析了水轮机转轮活塞缸连杆销脱落导致转轮故障的原因,并提出相应的修复和改进措施。
关键词:灯泡贯流转轮活塞缸故障改进0 引言广西长洲水利枢纽工程位于珠江流域西江干流浔江下游江段,电站共安装15台单机容量为42MW的灯泡贯流式水轮发电机组,总装机容量630MW,设计年发电量30.1亿KW.h。
电站最大水头16m,最小水头3m,设计水头9.5m。
电站安装由不同厂家设计的三种机型机组,并由四个厂家制造生产。
2019年3月在对机组用油定期化验时发现5号机组调速器系统油色发黑,油中漂浮有金属粉末。
初步判断为转轮内部故障,铜套磨损导致油质不合格,因此对5号机组进行B级检修处理转轮故障。
1 转轮故障状况根据安排对5号机组进行B级检修,将转轮与水轮发电机主轴分离,并将转轮吊至安装间转轮检修工位进行分解检查。
检查发现以下故障:1)转轮接力器活塞缸连杆销松脱,其中2号、3号桨叶转臂与接力器活塞缸连接处靠接力器活塞缸侧的连杆销限位块压板螺栓被剪断,造成限位块缺失,连杆销在失去限位块限制后向外松脱。
松脱后的连杆销与转轮体相互刮擦,转轮体有较深的刮擦痕迹,连杆销头部严重变形,接力器活塞缸连杆销耳孔内孔严重变形,转臂局部挤压变形。
2)转轮接力器活塞缸对称两块导向滑块均碎裂缺失,转轮体内部金属碎屑、油漆皮碎屑及油泥较多,部分滑块碎块已研磨成粉状进入调速器油系统内,导致检修前5号机调速器系统油色严重发黑。
滑块轴已挤压变形,并在轴根部出现裂纹。
接力器活塞缸上两滑块槽均有严重的挤压痕迹。
桨叶轴及其配合的轴套表面均出现磨损,桨叶轴表面圆周方面均有轻微划痕,局部出现轻微凹痕,轴套表面圆周方面有轻微划痕。
水轮机转轮叶片裂纹的产生原因及解决措施摘要:随着经济的发展和资源的开发,近些年来,我国的水利事业发展迅速,给人们的生产生活带来了诸多便利,但是仍存在着一些问题,比如水轮机转轮叶片裂纹的产生原因及解决措施,本文就对此进行了研究,希望能对我国相关行业提供些许帮助。
关键词:水轮机;转轮叶片裂纹;产生原因;解决措施1水轮机转轮叶片裂纹产生原因1.1受力分析混流式水轮机与转桨式水轮机不同,其叶片是由上冠和下环固定,无法根据水流和工作情况的变化进行调节,需要在设计好的工作程序中运行,如不设计工作情况则容易破坏无撞击进口和反向出口的最佳条件,水流方向和流量改变,容易在叶片出水处和末尾水管内部产生移动旋涡,旋涡轮流出现产生的交变力,交变力对于叶片冲击产生的频率时会产生共振效应,长时间的强烈震动最终导致叶片裂纹。
1.2超负荷工作水电站工作强度过大,为了提升工作效率使得水轮机超出正常工作效率范围,转轮承受应力时间久了就会超出本身所能承受的荷载,这对叶片是一种损伤,也存在着安全隐患。
水轮机在设计时对其应用环境实地了解较少,不同地域水流情况并不相同,叶片在承受水的应力时会发生变化,叶片最大受力点在出水处和下环之间的连接部分,连接部分的受力比较薄弱,长期的压力冲击会导致叶片开裂。
在使用过程中水轮机难免会遇到操作不符合流程的问题,有时会导致受损,现代焊接技术质量难以承受长期水流冲击,在发生轻微变形时会产生气缝。
水轮机生产制作过程中的一些不精密操作也是导致叶片在工作中面对高强度工作而产生裂缝的原因之一,零部件衔接不够精确,在使用时受水流冲击作用会产生晃动,长久使用整体运行状态不稳固导致产生裂纹。
2预防水轮机叶片裂纹生成的措施2.1确保正确选型水轮机型选择要根据水电站的实际情况,将可能导致叶片开裂的原因进行分析比对,对吸出高度、额定出力、额定转速等参数综合计算,最终选择适合机型,正确选择将增加其使用寿命和稳定运营时间。
前文所提,在水力的作用下叶片振动频率有可能和涡列频率产生共振,在使用过程中造成叶片超出负荷的情况。
混流式水轮机转轮裂纹原因分析及预防措施摘要:近些年,在我国快速发展的背景下,人们的生活水平不断提高,人们对水电厂各项设备安全性的重视度越来越高。
转轮是水电厂混流式水轮机的核心部件,其运行的安全性对水电厂的生产运营有着重要的影响。
在水电厂混流式水轮机的实际运行过程中,转轮经常会出现一些问题,例如裂纹、泥沙磨损以及气蚀等,这些都给水电厂的生产造成了很大的隐患。
本文主要先对水电厂混流式水轮机转轮常见的破坏问题及产生原因进行分析,进而探讨相应的维修措施。
关键词:混流式水轮机;裂纹原因;维修措施引言随着我国经济的不断发展,资源消耗的速度也在不断的加快,水电站的发展越来越普及,成为了社会主义建设中不可或缺的重要组成。
转轮是抽水蓄能电站混流式水轮机中的核心部件,在实际的运行过程中,由于机组发电和抽水工况频繁正转和反转,运行工况复杂,混流式水轮机转轮作为混流式水轮机重要受力结构部件,该区域在机组运行中容易发生裂纹,近些年混流式水轮机转轮出现多起裂纹问题,使机组被迫停役。
转轮裂纹的出现,不仅为机组的安全稳定运行带来了极大的威胁,为抽蓄电站的正常经营带来了经济损失和社会损失,所以要想确保水电站安全稳定运行,必须通过无损检测技术对混流式水轮机转轮定期探伤,及时发现并有效处理转轮裂纹问题。
采取有效的预防控制措施,确保机组运行安全性和稳定性。
1混流式水轮机之转轮概述转轮是各种类型水轮机正常运行不可缺少的核心部件,其主要功能就是将水能转换为机械能。
而且转轮也在一定程度上直接决定着水轮机的过流能力强弱、水力效率高低、运转工况的稳定与否以及汽蚀性能是否良好的关键因素。
在实际操作中,转轮的各个部分设计和制造必须要充分满足水力设计的型线要求,必须要具有高强度且具备较强的抗汽蚀的能力以及耐磨损的性能。
根据水轮机转轮所转换水流能量的形式不同,可以将水轮机分为反击式和冲击式水轮机两大类。
将水流的位能、压能和动能转换成固体机械能的水轮机称为反击式水轮机。
水轮机转轮叶片裂纹的产生原因及解决措施摘要:要想保证水利工程安全,应对可以影响其安全的因素进行分析。
在水利工程中水轮机的使用时间过长或是其它不利情况会导致其出现裂缝,从而阻碍水轮机组的正常运行,甚至会导致安全事故的出现,给水利工程带来一定的经济损失。
所以要想有效的解决水轮机裂缝问题应找出其中的原因并制定出防治裂缝的方案,在此基础上提升水轮机转轮的工作效率与使用寿命。
关键词:水轮机;转轮叶片裂纹;产生原因;解决措施1叶片裂纹产生原因1.1受力分析转浆式水轮机与混流式水轮机有一定的区别,混流式水轮机在进行叶片固定时,主要是由上冠与下环来进行固定的,所以没有办法根据水流与相关工作情况进行调节,这样就需要做好工作流程运行设计工作,如果设计工作出现问题会出现破坏、无撞击进口以及反向出口条件不佳的情况,会改变水流的方向与水流量,最终使水轮机叶片尾处以及微端水管内部会产生移动旋涡,移动旋涡轮流会出现交变力,交变力的产生会对水轮机的叶片产生冲击并出现共振效应,强烈的振动最终会造成叶片裂纹。
1.2工作超负荷由于水电站工作强度相对较大,所以很多工作人员为了提升水轮机的工作效率,常常会超出工作范围,时间长了转轮机的承受时间会超出其本身的承载力,这也给叶片带来一定的损伤,并导致安全隐患。
在对水轮机进行设计时应对其所处环境进行深刻的了解,由于地域不同水流情况也有所区别,叶片也会在水的应力下产生变化,当叶片的最大受力点处于出水口与下环间的连接位置时,其受力相对较弱,在压力长期作用下会导致叶片出现开裂的情况。
由于水轮机在使用过程中难免会因操作流程不符合标准而产生问题与损伤,焊接位置由于受到水流的长期冲击会产生轻微的变形与气缝。
在水轮机生产制作的过程中会因为一些操作不精准而导致叶片受损,工作操作强度过高会导致叶片出现裂纹,再加之各部分零件在连接时不精准,叶片会因水流冲击引起滑动,长时间后会因为其不稳定而产生裂纹。
2解决水轮机转轮叶片裂缝的措施2.1保证选型的准确性水电站在选择水轮机型号时应与实际情况相结合,同时将导致叶片裂缝的原因进行深入的分析,同时对吸出高度、额定转速以及额定处理等相关参数进行计算,在此基础上合理的选择机型。
混流式水轮机转轮裂纹原因分析及预防措施混流式水轮机转轮裂纹原因分析及预防措施水轮机转轮,尤其是中、高比速混流式水轮机转轮中的裂纹现象,在世界各地普遍存在。
国外的例子有埃及的阿斯旺高坝、美国的大古力700 MW机,俄罗斯的布拉茨克等。
国内有岩滩、李家峡、小浪底、五强溪、二滩等大型水电站,在投运后水轮机转轮都不同程度的出现了裂纹。
转轮裂纹严重影响电站的安全运行和经济效益,引起人们的极大关注。
1转轮裂纹的产生原因转轮为什么会产生裂纹,人们对此做过许多研究,不时地提出一些假设。
笔者把转轮裂纹分为规律性裂纹和非规律性裂纹两类。
规律性裂纹是指不同叶片上的裂纹具有大体一致的规律,所有叶片都开裂,裂纹的部位和走向也大致相同。
非规律性裂纹或者只在个别叶片上发生,或者不同叶片上裂纹的部位、走向和其他特征各不相同。
其产生的一般原因分述如下。
1.1规律性裂纹失效分析结果表明-绝大多数规律性裂纹是疲劳裂纹,断口呈现明显的贝壳纹。
叶片疲劳来源于作用其上的交变载荷,而交变载荷又由转轮的水力自激振动引发,这可能是卡门涡列、水力弹性振动或水压力脉动所诱发。
1.1.1卡门涡列(1)黄坛口水电站1958年投运的4台HL310-LJ-230水轮机,运行不久转轮叶片出水边根部即发生总计67条裂纹。
后来查明,在某些水头下,当机组出力在5~8 MW时,叶片出水边卡门涡列频率与叶片自振频率耦合而引起共振,动应力急剧增加,使叶片疲劳开裂。
采取修整叶片出水边厚度和形状,提高卡门涡列频率,避开了共振,转轮安全运行多年,再没有发生问题。
(2)小浪底水电站水头范围68~141 m,额定出力306 MW。
水轮机转轮上冠和下环为13.5不锈钢铸件,叶片由13.5不锈钢热模压后数控加工,再用309 L奥氏体不锈钢焊丝焊成整体。
由于是异种钢焊接,转轮焊后不进行消除应力处理。
为适应电站水头变幅大和多泥沙的运行条件,水轮机供应商采取了低比转速,小的出口直径(D 2/D 1=0.88),较大的导叶相对高度(b 0/D 1=0.236),肥大的叶片头部,较厚的叶片出水边(δ=38 mm),喷涂碳化钨和设置筒形阀等技术措施。
结果在机组停机过程中,当导叶全关后,由于叶片出水边太厚,转轮中再循环水流所感生的卡门涡与叶片一、二阶弯曲自振频率耦合发生共振,引起巨大动应力并伴生异常声响。
在机组大负荷工况下,叶片后的卡门涡列与叶片高阶(五阶)自振频率耦合而引发水轮机固定部件的振动和噪音,叶片上也产生较大动应力。
将叶片出水边修薄到7 mm后,上述两种现象均告消除。
1.1.2水力弹性振动(1)小浪底水电站最先投运的6号水轮机累计运行1 330h后检查发现-13个叶片出水边近上冠处均发生贯穿性裂纹,裂纹向叶片一侧延伸,走向完全相同,呈不规则抛物线状。
起裂点均在焊缝与叶片母材相交处的负压面上,裂纹长度不等,最长达500 mm以上,部分叶片裂纹有分叉。
随后投运的5号机仅经调试中的数十次开停机即告开裂,接着4、3号机也都没有幸免。
水轮机供应商实测了起动过程中叶片开裂部位的动应力,幅值达±280 MPa,频率为12.75Hz。
考虑转轮区域60%的水体质量,固定在推力轴承摩擦面上的轴系一阶扭转自振频率约为13 Hz。
因而认为是发电机推力轴承的摩阻过大,轴系的弹性振动诱发了叶片上的高幅动应力。
应设置高压油顶起装置减小轴承摩擦阻力来解决叶片裂纹问题。
中国专家组认为-起动过程中,由于叶片头部过度肥大,在导叶小开度时的不稳定水流冲击下激起水力弹性振动,其主频恰与主轴一阶扭振重合,引起叶片的高幅动应力。
应采取向导叶后补气,加快起动速度,加大起动开度,加强叶片根部以增加其抵抗外力的能力等措施。
全面采取这些措施后,起动中的叶片动应力大大减小,加上出水边修薄后,停机过程中和大负荷下动应力剧减,问题得到解决。
(2)俄罗斯萨彦水电站实测数据-在起动后的8~10s,转轮叶片上的动应力处于100 MPa的高水平。
这是水力弹性振动引起叶片高幅动应力的又一实例。
引用网址:/hyzs/dz/10378.htm混流式水轮机转轮裂纹原因分析及预防措施 -(2)(3)小浪底水电站对推力轴承静摩擦系数的多次实测表明,弹性金属塑料瓦的静摩擦系数随机组停置时间的增长有明显地加大趋势。
因此,长时间停机(例如1周以上)后,再行起动前仍以顶起发电机转子为好。
1.1.3尾水管压力脉动水轮机部分工况下,尾水管中有涡带产生。
涡带运动干扰水流而引起脉动压力,这种脉动还可能因涡带空腔与水体共振而增强。
尾水管压力脉动能以某种形态传递到转轮叶片上,转轮流道内还可能作用着水流脱流造成的脉动压力,并直接作用在叶片上。
显然,这些脉动压力将引起叶片的交变应力。
萨彦水电站水轮机在196 m水头,200~500 MW负荷范围内,叶片出水边近上冠处动应力峰值达35 MPa(±17.5 MPa),相当于最大出力下静应力130 MPa的13.5%。
另有资料表明俄罗斯克拉斯诺雅尔斯克水电站水轮机转轮在部分工况下,动应力达最大静应力的15%。
可见尾水管压力脉动能引起一定幅值的交变应力,若这种激振频率与叶片或下环的固有频率耦合时,必将诱发更大的动应力,造成叶片开裂。
1.1.4其他水力诱发因素(1)转轮旋转时,叶片相对导叶的位置不断变化,引起转轮叶片上的环量改变。
因此,作用在叶片上的力周期性地变化,形成频率为f g =knz g/60的动应力(k为正整数,n为水轮机额定转速,Z g为导叶数)。
(2)涡壳不对称引水导致沿转轮圆周压力场的不均匀而产生频率f s =kn/60的动应力。
(3)引水钢管或压力尾水渠中的水力振荡在转轮上引起的交变应力。
(4)导叶和转轮之间水体的压力脉动作用在叶片上的动应力。
1.1.5规律性的制造原因规律性的制造原因大多由错误的工艺方法造成。
例如,60年代中期某厂首批焊接转轮,由于工艺规定不严谨,叶片焊缝全部在头部和尾部起弧和熄弧,焊缝缺陷集中,运行中发展成规律性裂纹。
后来改进了工艺,叶片头、尾部采取包头焊,错开起弧和熄弧点,问题得到解决。
1.2非规律性裂纹转轮非规律性裂纹有的呈网状龟裂纹,有的呈脆性断口,也有的呈疲劳贝壳纹。
这类裂纹多数由材料不良或制造质量缺陷造成。
1.2.1材料转轮材料与裂纹的萌生和发展密切相关。
(1)60~70年代,我国有多台转轮使用了ZG15MnMoVCu低合金铸钢。
该钢种对热处理温度极其敏感,工业大炉生产的产品其脆性转变温度很高,可焊性极差,用其制造的转轮普遍发生严重裂纹,并多次发生叶片断裂。
例如,龚咀水电站3号机就曾发生过3个叶片突然断裂事故。
(2)密云水电站2号斜流水泵水轮机在一次事故中转轮叶片全部断裂,除其他因素外,叶片材料不良也是原因之一。
1.2.2制造质量转轮的制造缺陷也是引发非规律性裂纹的重要原因。
(1)江垭水电站第1台水轮机运行一年后,1个叶片出水边中部发生多条裂纹,并伴有局部脱落。
经分析主要原因是铸造质量不良所致。
(2)不少水电站转轮裂纹都从铸造缺陷处起裂,也有从严重焊缝缺陷或焊接延迟裂纹处开裂的例子。
(3)其他制造缺陷诸如-叶片形线差,表面粗糙,出水边高应力区出现不应有的尖棱,叶片与上冠、下环相交的过度圆角过小,或存在严重的铲磨缩头等,都可能促使转轮裂纹生成。
此外还有制造缺陷和水力激振的联合作用。
1.3不良的运行方式是裂纹产生的催化剂混流式水轮机叶片安放角不能调节,当水头或负荷偏离最优工况较多时,必然因有水力不稳定而使叶片承受较大动荷载,促使叶片裂纹发生。
因此,一方面要求开发水力性能优良,稳定运行范围尽可能宽阔的水轮机转轮;另一方面也要使机组尽量避开在水力不稳定,叶片动载荷大的区域运行。
2裂纹处理(1)裂纹处理的关键是找出产生裂纹的根本原因,对症下药。
非规律性的裂纹一般比较好分析。
难的是规律性裂纹,究竟是哪些原因起主导作用。
最有力的手段就是破坏部位的动应力测试。
从应力频谱中分解出构成动应力主要分量的频率和幅值,进而跟踪查出相应的水力激振源。
引用网址:/hyzs/dz/10374.htm混流式水轮机转轮裂纹原因分析及预防措施 -(3)(2)裂纹的焊补工艺非常重要。
埃及阿斯旺高坝工程的12台混流式水轮机转轮曾发生过严重裂纹。
原美国阿里斯查摩公司为其更换了其中6台。
法国电力公司采用合理的焊补工艺、焊接材料,在有经验的工程师指导下,由优秀焊工操作,成功地修复了其他6台。
很显然,两者处理效果相当而后者成本大为降低,焊补工艺的重要性由此可见一斑。
许多文献和专著都对成功的焊补工艺作过介绍,这里仅强调两点。
第一,要有经过验证的成熟工艺,由具有专门经验的焊接工程师指导,选择优秀焊工严格按工艺认真完成补焊,同时做好焊接过程和焊后的锤击去应力和焊缝质量检查;第二,焊接材料以中等强度(δs≥350 MPa)、高塑性的奥氏体材料为佳。
(3)转轮裂纹,尤其是高应力区的裂纹,一经发现就应尽可能早的焊补处理。
高应力区的裂纹多数由高周疲劳引起,这种裂纹的形成有萌生期和发展期两个阶段。
发展期的扩展速度取决于材料在水下的裂纹扩展速率和裂纹尖端的应力状态,一般是比较快的。
3预防措施3.1水力设计尽管在现今的技术条件下,不可能设计出没有不稳定水流的混流式水轮机,也不能定量的预测水轮机压力脉动的幅值和相应的运行区域,模型试验结果与真机之间也还没有建立起有实用价值的换算关系。
然而从宏观角度讲,好的水力设计和水轮机参数的优化组合能够扩大水轮机的稳定运行范围,因此,针对具体水电站的运行特点,选择和优化水轮机参数、设计并经模型试验验证一个水力稳定性最佳化的转轮是预防裂纹的重要环节。
3.2选材大型混流式水轮机的上冠、下环、叶片均宜采用13.5低碳马氏体不锈钢,焊材可用具有高塑性而强度相对稍低些的三相马氏体材料。
3.3结构设计(1)静强度。
对上面推荐的材料组合,整体转轮在正常工况下的最大静应力宜控制在110MPa(δ 0.2的1/5)以下。
分瓣转轮由于分瓣处的叶片存在局部附加应力,最大静应力不应超过95MPa。
(2)疲劳强度。
转轮在工作中承受静应力和动应力,其强度理应按疲劳理论评定。
当前存在两个困难-一是缺乏权威的材料水下疲劳曲线;二是缺乏作用在转轮上的动载荷谱。
因此,难以按疲劳损伤累积理论(Palmgrem Miner理论)计算疲劳寿命。
可在加速该领域基础工作的同时,暂按公开发表的资料,以偏安全的原则,选定材料水下疲劳曲线和动载荷谱进行计算。
(3)应选定材料的裂纹扩展速率,确定裂纹前端的应力状态,校核并确认转轮内部的允许缺陷(无损探伤的灵敏度)是稳定的,不会继续扩展。
3.4避免共振避免共振是转轮可靠性设计的重要一环。
应准确计算出转轮叶片和下环在水中各种阶次和模态的固有频率,以及包括输水管道、导叶和转轮间环状水体在内的各种水力激振频率,并仔细加以比较和调整以避开可能发生的共振。