埋弧焊焊丝焊剂选配
- 格式:doc
- 大小:200.50 KB
- 文档页数:20
焊剂与焊丝的选配焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因素之一,采用同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性能将有很大的差别。
一种焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在低合金钢上都有这种合理的组合。
1 对焊剂工艺性能及质量的要求(1)对焊剂的一般要求a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊缝金属应能得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高的塑性、韧性)以及较强的抗冷裂纹和热裂纹的能力。
b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力。
焊道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣容易,焊缝表面成形良好,以及焊接过程中产生的有害气体少。
c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于多次回收使用。
焊剂的颗粒度分为两种:普通颗粒度焊剂的粒度为2.5~0.45mm(8~40目),用于普通埋弧焊和电渣焊;细颗粒度焊剂的粒度为1.25~0.28mm(14~60目),适用于半自动或细丝埋弧焊。
其中小于规定粒度60止以下的细颗粒不大于5%,规定粒度14目以上的粗颗粒不大于2%。
d、焊剂应有较低的含水量和良好的抗潮性,出厂焊剂含水量的质量分数不得大于0.10%,焊剂在温度25℃、相对湿度70%的环境条件下,放置24h,其吸潮率不应大于0.15%。
e、焊剂中机械夹杂物(碳粒、生料、铁合金凝珠及其他杂质)的含量不得大于焊剂质量分数的0.30%;f、焊剂应有较低的S、P含量,一般为S≤0.06%,P≤0.08%。
(2)对电渣焊用焊剂的要求对于电渣焊用焊剂,为了使电渣过程能稳定进行并能得到良好的焊接接头,还应有以下特殊要求。
a、熔渣的电导率应适宜。
若电导率过低,焊接无法进行;若电导率过高,电阻热过低,影响电渣焊过程的顺利进行。
b、熔渣的黏度应适宜。
黏度过小,流动性过大,易造成熔渣和金属流失,使焊接过程中断;黏度过大、熔点过高,易形成咬边和夹渣。
埋弧焊焊剂的选用一、焊剂的种类和特点1.埋弧焊剂的分类埋弧焊剂可按用途、化学成分、制造方法、物理特性及颗粒结构等进行分类。
我国目前主要是按制造方法和化学成分分类。
(1)按用途分类焊剂按适用于焊接的钢种可分为碳钢埋弧焊焊剂、合金钢埋弧焊焊剂、不锈钢埋弧焊焊剂、铜及铜合金埋弧焊焊剂和不锈钢及镍基合金埋弧堆焊用焊剂;焊剂按使用的焊丝直径分细焊丝(Ø1.6 ~ Ø2.5)埋弧焊焊剂和粗焊丝埋弧焊焊剂;按焊接位置可分平焊位置埋弧焊剂和强迫成形焊剂;按特殊的用途可分高速埋弧焊剂、窄间隙埋弧焊剂、多丝埋弧焊焊剂和带极堆焊埋弧焊焊剂等。
(2)按化学成分分类埋弧焊剂按其组分中酸性氧化物和碱性氧化物的比例可分成酸性焊剂和碱性焊剂。
焊接的碱度越高,合金元素的渗合率越高,焊缝金属的纯度亦越高,缺口冲击韧度也随之提高。
按焊剂中的SiO2含量可将其分成低硅焊剂和高硅焊剂。
SiO2质量分数在35%以下者称低硅焊剂;SiO2质量分数大于40%者称高硅焊剂。
按焊剂中的锰含量可分无锰焊剂和有锰焊剂。
焊剂中Mn的质量分数小于1%者为无锰焊剂,含锰量超过此值者为有锰焊剂。
(3)按焊剂的制造方法分类按制造方法焊剂可分为熔炼焊剂、烧结焊剂和粘结焊剂3大类。
熔炼焊剂是按配方比例将原料干混均匀后入炉熔炼,然后经过水冷粒化、烘干、筛选而成为成品的焊剂;烧结焊剂和粘结焊剂都属于非熔炼焊剂,都是将原料粉按配方比例搅拌均匀后,加入粘结剂调制成史料,再经过烘干、粉碎、筛选而成。
所不同的是烧结焊剂是在400~1000℃温度下烘干而成,而粘结焊剂则是在350~400℃的较低温度下烘干而成。
熔炼焊剂成分均匀,颗粒强度高,吸水性小、易储存,是国内生产中应用最多的一类焊剂,其缺点是焊剂中无法加入脱氧剂和铁合金,这是由于熔炼过程中烧损十分严重所致。
非熔炼焊剂由于制造过程中未经高温熔炼,焊剂中加入的脱氧剂和铁合金等几乎没有损失,可以通过焊剂向焊缝过渡大梁合金成分,补充焊丝中合金元素的烧损,常用来焊提高合金钢或进行堆焊。
埋弧焊用热强钢实心焊丝、药芯焊丝和焊丝-焊剂组合
分类要求
埋弧焊用热强钢实心焊丝、药芯焊丝和焊丝焊剂组合分类一般根据以下要求进行:
1. 实心焊丝和药芯焊丝的分类:实心焊丝与药芯焊丝是以不同方式制造的两种不同的焊丝。
实心焊丝是用连续铸造技术制造的,焊丝截面为实心,药芯焊丝则是在焊丝中央镶嵌有药芯,药芯中包含有助焊剂等焊接材料。
2. 焊丝焊剂的分类:焊丝焊剂包括不同种类的助焊剂和钢化剂,根据不同的配方可以分为多种不同的组合。
焊丝焊剂也可根据不同的焊接目的和要求进行分类,例如冶金、机械、航空、船舶、化工等不同领域的焊接,对焊丝焊剂的要求也不同。
3. 组合分类:在实际使用时,根据不同材质和焊接要求,可以选择不同的焊丝和焊剂进行组合使用。
如热强钢材料常使用的组合有AWS E80C-Ni1、EB2K等。
这些组合是经过多次试验和实践验证的,可以满足不同的焊接需求,同时也符合国际标准和行业标准。
总之,埋弧焊用热强钢实心焊丝、药芯焊丝和焊丝焊剂组合分类要求根据材料特性、焊接要求和实际使用等多方面进行分析和筛选,选择合适的组合方案可以保证焊接质量和效果。
本标准所引用的技术规范与标准分为“执行技术规范与标准”和“参考技术规范与标准”两部分2.1 执行技术规范与标准2.1.1GB50205-2002《钢结构工程施工及验收规范》2.1.2GB986-88《埋弧焊焊缝坡口的基本形式和尺寸》2.1.3JGJ81-2002《建筑钢结构焊接技术规程》2.1.4GB50205-2001《钢结构工程施工质量验收规范》2.1.5GB5293《碳素钢埋弧焊用焊剂》2.2 参考技术规范与标准2.2.1《钢结构制作安装手册》2.2.2《建筑钢结构施工手册》2.2.3《焊接手册》2.2.4《钢结构工程施工工艺标准》三部分:埋弧自动焊接技术3.1 焊接原理:焊接电弧是在焊剂层下的焊丝与母材之间产生,电弧热使其周围的母材、焊丝和焊剂熔化以致部分蒸发,金属和焊剂的蒸发气体形成一个气泡,电弧就在这个气泡内燃烧。
气泡上部被一层熔化了的焊剂——熔渣构成的外膜所包围,这层外膜以及覆盖在上面的未熔化的焊剂共同对焊接起隔离空气、绝热、和屏蔽光辐射作用。
焊丝熔化的熔滴落下与已局部熔化的母材混合而构成金属熔池,部分熔渣因密度小而浮在熔池表面。
随着焊丝向前移动,电弧力将熔池中熔化金属推向熔池后方,在随后的冷却过程中,这部分熔化金属凝固成焊缝。
熔渣凝固成渣壳,覆盖在焊缝金属表面上。
在焊接过程中,熔渣除了对熔池和焊缝金属起机械保护作用外,还与熔化金属发生冶金反应(如脱氧、去杂质、渗合金等),从而影响焊缝金属的化学成分。
3.2 埋弧焊焊接施工工艺流程3.3焊前准备工作331焊剂及焊丝的选择根据目前钢结构的钢材类型,常用埋弧焊丝和焊剂的选择如下表:表3.13.3.2焊接材料的保管和使用3.3.2.1焊剂的烘焙表3.2焊接低碳钢的熔炼焊剂在使用中放置时间不超过24h;焊接低合金钢的熔炼焊剂在使用中放置时间不超过8h;烧结焊剂经高温烘焙后,应转入100~150C的低温保温箱中存放,从保温箱中取出时间不超过4h。
埋弧焊焊丝焊剂选配1.2埋弧焊材料——焊丝、焊剂及选配焊丝和焊剂是埋弧焊的消耗材料,从普通碳素钢到高级镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
二者直接参与焊接过程中的冶金反应,因而它们的化学成分和物理性能不仅影响埋弧焊过程中的稳定性、焊接接头性能和质量,同时还影响着焊接生产率,因此根据焊缝金属要求,正确选配焊丝和焊剂是埋弧焊技术的一项重要内容。
1.2.1焊丝掩埋弧焊采用的焊丝存有实心焊丝和药芯焊丝两类,生产中广泛采用的就是实心焊丝,药芯焊丝只在某些特定场合应用领域。
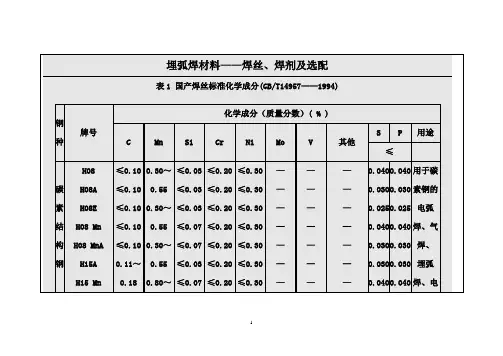
焊丝品种随其所焊接金属的相同而相同,目前尚无碳素结构钢、低合金钢、高碳钢、特定合金钢、不锈钢、镍基合金钢焊丝,以及堆焊用的特殊合金焊丝。
根据国家标准gb/t14957—1994、gb/t4241—1984焊接用钢丝的规定,表1、表2是典型的碳素结构钢、合金结构钢和不锈钢锈钢焊丝的化学h10mnsimotiah08mnmoah08mn2moah10mn2moah08crmoah13crmoah18crmoah08crmovah30crmo siah10mocra0.08~0.12≤0.100.06~0.110.08~0.130.06~0.110.08~0.13≤0.100.11~0.160.15~0.22≤0.100.05~0.100.25~0.350.102.100.80~1.100.90~1.201.00~1.301.20~1.601.60~1.901.70~2.001.60~1.901.70~2.000.40~0.700.40~0.700.40~0.700.40~0.700.50~0.60~0.900.70~1.100.40~0.70≤0.25≤0.25≤0.40≤0.25≤0.400.15~0.350.15~0.350.15~0.350.15~0.350.10~0.300.90~1.200.15~0.35≤0.20≤0.20≤0.20≤0.20≤0.20≤0.200.80~1.100.80~1.100.80~1.101.00~1.300.70~1.000.80~1.100.45~0.65≤0.300.25—≤0.300.20~—≤0.300.40—≤0.300.30~—≤0.300.500.06~≤0.300.50~0.12≤0.300.700.60~≤0.300.60~0.12≤0.300.80—≤0.300.50~—1.40~0.70—1.800.60~0.15~≤0.300.800.35≤0.300.40~—0.60—0.40~—0.600.15~0.250.50~0.700.20~0.40—0.40~0.60ti0.05~0.15ti0.15(*)ti0.15(*)ti0.15(*)ti0.15(*)ti0.15(*)———————(2)焊剂的型号和牌号的基本建设方法1)焊剂的型号焊剂的型号是按照国家标准划分的,我国的现行gb5293—1999《埋弧焊用碳钢焊丝和焊剂》中规定:焊剂型号划分原则是依据埋弧焊焊缝金属的力学性能。

埋弧焊焊接参数选择标准 Prepared on 24 November 2020本标准所引用的技术规范与标准分为“执行技术规范与标准”和“参考技术规范与标准”两部分。
执行技术规范与标准2.1.1 GB50205-2002 《钢结构工程施工及验收规范》2.1.2 GB986-88 《埋弧焊焊缝坡口的基本形式和尺寸》2.1.3 JGJ81-2002 《建筑钢结构焊接技术规程》2.1.4 GB50205-2001 《钢结构工程施工质量验收规范》2.1.5 GB5293 《碳素钢埋弧焊用焊剂》参考技术规范与标准2.2.1 《钢结构制作安装手册》2.2.2 《建筑钢结构施工手册》2.2.3 《焊接手册》2.2.4 《钢结构工程施工工艺标准》三部分:埋弧自动焊接技术焊接原理:焊接电弧是在焊剂层下的焊丝与母材之间产生,电弧热使其周围的母材、焊丝和焊剂熔化以致部分蒸发,金属和焊剂的蒸发气体形成一个气泡,电弧就在这个气泡内燃烧。
气泡上部被一层熔化了的焊剂——熔渣构成的外膜所包围,这层外膜以及覆盖在上面的未熔化的焊剂共同对焊接起隔离空气、绝热、和屏蔽光辐射作用。
焊丝熔化的熔滴落下与已局部熔化的母材混合而构成金属熔池,部分熔渣因密度小而浮在熔池表面。
随着焊丝向前移动,电弧力将熔池中熔化金属推向熔池后方,在随后的冷却过程中,这部分熔化金属凝固成焊缝。
熔渣凝固成渣壳,覆盖在焊缝金属表面上。
在焊接过程中,熔渣除了对熔池和焊缝金属起机械保护作用外,还与熔化金属发生冶金反应(如脱氧、去杂质、渗合金等),从而影响焊缝金属的化学成分。
埋弧焊焊接施工工艺流程3.3.1焊剂及焊丝的选择根据目前钢结构的钢材类型,常用埋弧焊丝和焊剂的选择如下表:表3.3.2焊接材料的保管和使用 3.3.2.1焊剂的烘焙3.3.2.2焊剂的保存焊接低碳钢的熔炼焊剂在使用中放置时间不超过24h ;焊接低合金钢的熔炼焊剂在使用中放置时间不超过8h ;烧结焊剂经高温烘焙后,应转入100~150℃的低温保温箱中存放,从保温箱中取出时间不超过4h 。
埋弧焊焊剂与焊丝该怎么配焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因素之一,采用同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性能将有很大的差别。
一种焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在低合金钢上都有这种合理的组合。
1 对焊剂工艺性能及质量的要求(1)对焊剂的一般要求a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊缝金属应能得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高的塑性、韧性)以及较强的抗冷裂纹和热裂纹的能力。
b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力。
焊道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣容易,焊缝表面成形良好,以及焊接过程中产生的有害气体少。
c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于多次回收使用。
焊剂的颗粒度分为两种:普通颗粒度焊剂的粒度为2.5~0.45mm(8~40目),用于普通埋弧焊和电渣焊;细颗粒度焊剂的粒度为1.25~0.28mm(14~60目),适用于半自动或细丝埋弧焊。
其中小于规定粒度60止以下的细颗粒不大于5%,规定粒度14目以上的粗颗粒不大于2%。
d、焊剂应有较低的含水量和良好的抗潮性,出厂焊剂含水量的质量分数不得大于0.10%,焊剂在温度25℃、相对湿度70%的环境条件下,放置24h,其吸潮率不应大于0.15%。
e、焊剂中机械夹杂物(碳粒、生料、铁合金凝珠及其他杂质)的含量不得大于焊剂质量分数的0.30%;f、焊剂应有较低的S、P含量,一般为S≤0.06%,P≤0.08%。
(2)对电渣焊用焊剂的要求对于电渣焊用焊剂,为了使电渣过程能稳定进行并能得到良好的焊接接头,还应有以下特殊要求。
a、熔渣的电导率应适宜。
若电导率过低,焊接无法进行;若电导率过高,电阻热过低,影响电渣焊过程的顺利进行。
b、熔渣的黏度应适宜。
黏度过小,流动性过大,易造成熔渣和金属流失,使焊接过程中断;黏度过大、熔点过高,易形成咬边和夹渣。
埋弧焊时焊剂与焊丝的选配焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因素之一,采用同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性能将有很大的差别。
一种焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在低合金钢上都有这种合理的组合。
1 对焊剂工艺性能及质量的要求(1)对焊剂的一般要求a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊缝金属应能得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高的塑性、韧性)以及较强的抗冷裂纹和热裂纹的能力。
b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力。
焊道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣容易,焊缝表面成形良好,以及焊接过程中产生的有害气体少。
c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于多次回收使用。
焊剂的颗粒度分为两种:普通颗粒度焊剂的粒度为2.5~0.45mm(8~40目),用于普通埋弧焊和电渣焊;细颗粒度焊剂的粒度为1.25~0.28mm(14~60目),适用于半自动或细丝埋弧焊。
其中小于规定粒度60止以下的细颗粒不大于5%,规定粒度14目以上的粗颗粒不大于2%。
d、焊剂应有较低的含水量和良好的抗潮性,出厂焊剂含水量的质量分数不得大于0.10%,焊剂在温度25℃、相对湿度70%的环境条件下,放置24h,其吸潮率不应大于0.15%。
e、焊剂中机械夹杂物(碳粒、生料、铁合金凝珠及其他杂质)的含量不得大于焊剂质量分数的0.30%;f、焊剂应有较低的S、P含量,一般为S≤0.06%,P≤0.08%。
(2)对电渣焊用焊剂的要求对于电渣焊用焊剂,为了使电渣过程能稳定进行并能得到良好的焊接接头,还应有以下特殊要求。
a、熔渣的电导率应适宜。
若电导率过低,焊接无法进行;若电导率过高,电阻热过低,影响电渣焊过程的顺利进行。
b、熔渣的黏度应适宜。
黏度过小,流动性过大,易造成熔渣和金属流失,使焊接过程中断;黏度过大、熔点过高,易形成咬边和夹渣。
埋弧焊焊丝、焊剂采购技术要求1. 采购产品的信息采购类型型号常用规格执行标准焊丝H10Mn2 Φ4 GB/T 5293-1999 H08Mn2SiA Φ4 GB/T 5293-1999 焊剂F48A4-H10Mn2 GB/T 12470-2003 H08MnA GB/T 5293-1999 2. 采购技术要求2.1 焊丝2.1.1 熔敷金属力学性能要求:焊丝型号熔敷金属力学性能抗拉强度b R m/MPa 屈服强度bR p0.2/MPa伸长率A/%冲击试验试验温度℃吸收功(J)H10Mn2 415~550 ≥330 ≥22 -40 ≥27H08Mn2SiA 480~650 ≥400 ≥22 -20 ≥272.1.2 焊丝化学成分焊丝型号化学成分(%)C Mn Si P S Ni Cr Cu H10Mn2 ≤0.12 1.50~1.90 ≤0.07 ≤0.035 ≤0.035 ≤0.30 ≤0.20 ≤0.20 H08Mn2SiA ≤0.11 1.80~2.10 0.65~0.95 ≤0.030 ≤0.035 ≤0.30 ≤0.20 ≤0.20 2.1.3 焊丝交货状态包装形式可为无焊丝盘,焊丝缠绕应避免波浪、硬弯或扭结。
脱盘自由状态焊丝应无拘束,焊丝始端应能容易辨认,并予固定。
焊丝包装应能防止焊丝在正常装卸和使用时不受损坏,并应保持清洁、干燥。
2.1.4 其他要求焊丝表面应光滑,无毛刺、划伤、锈蚀、氧化皮等缺陷,也不应有其他不利于焊接操作或对焊缝金属有不良影响的杂质。
2.1.5 进厂检验要求:序号检验内容及指标检验方法验收个数1 核查包装有无破损,标识是否与采购信息相符查看100%2 核查提供资料是否齐全准确查看100%3 按采购信息清点数量查看100%4 检查焊丝表面是否有缺陷目检抽样至少两盘2.1 焊剂2.1.1 熔敷金属力学性能要求:焊剂型号熔敷金属力学性能抗拉强度b R m/MPa 屈服强度bR p0.2/MPa伸长率A/%冲击试验试验温度℃吸收功(J)F48A4-H10Mn2 480~660 ≥400 ≥22 -40 ≥27H08MnA 415~550 ≥330 ≥22 -20 ≥272.1.2 焊剂化学成分焊剂型号化学成分(%)C Mn Si P S Ni Cr Cu F48A4-H10Mn2≤0.12 1.50~1.90 ≤0.07 ≤0.035 ≤0.035 ≤0.30 ≤0.20 ≤0.20 H08MnA ≤0.11 0.80~1.10 ≤0.07 ≤0.030 ≤0.035 ≤0.30 ≤0.20 ≤0.20 2.1.3 焊剂交货状态焊剂包装应保证正常运输和贮存过程中不受损坏,并保证焊剂贮存一年不变质。