焊丝焊剂选择
- 格式:docx
- 大小:23.87 KB
- 文档页数:5
牌号配用焊丝力学性能最低保证值抗拉强度屈服强度伸长率冲击值SJ101 H08MnA 450~550 ≥360≥24≥34(-40)H10Mn2 480~600 ≥400≥24≥34(-40)H08MnMoA 550~650 ≥430≥20≥34(-20)H08Mn2MoA 620~750 ≥500≥20≥34(-20)SJ102 H08MnA 490~560 ≥400≥24≥40(-40)H10Mn2 540~660 ≥450≥24≥60(-40)H08MnMoA 580~690 ≥500≥20≥60(-40)SJ105 WM-210药芯HRC≥45SJ107 H08MnA 450~550 ≥360≥24≥34(-40)H10Mn2 480~600 ≥400≥24≥34(-40)H08MnMoA 550~650 ≥430≥20≥34(-20)H08Mn2MoA 620~750 ≥500≥20≥34(-20)SJ201 H08MnA 460~650 ≥380≥22≥27(-40)H10Mn2 480~690 ≥400≥22≥27(-40)H08Mn2MOA 600~730 ≥450≥22≥27(-40)SJ202 H3Cr2W8 HRC≥50H3Cr2W8VH30CrMnSiSJ301 H08A 460~560 ≥360≥24≥34(-20)H08MnA 500~600 ≥400≥24≥34(-20)H10Mn2 530~630 ≥400≥24≥34(-20)H08MnMoA 600~700 ≥480≥24≥34(-20)SJ401 H08A 410~550 ≥330≥22≥27(0)SJ402 H08A 480~650 ≥400≥22≥34(0)SJ403 H08A 410~550 ≥330≥22≥27(0)YD137 HRC≥35SJ501 H08A 410~550 ≥330≥22≥27(0)H08MnA 480~580 ≥360≥22≥34(0)SJ502 H08A 480~650 ≥400≥22≥27(0)SJ503 H08A 410~550 ≥330≥22≥27(0)H08MnA 480~650 ≥380≥22≥27(-30)SJ601 H0Cr21Ni10 ≥500≥320≥35≥75(20)SJ605 H10MnNiMoA 550~690 ≥460≥20≥27(-20)SJ608 H0Cr21Ni10 ≥500≥320≥35≥75(20)SJ701 H0Cr21Ni10Ti ≥500≥320≥35≥75(20)烧结焊剂的种类很多,按常用的分类方法可划分为:碳素钢用烧结焊剂,合金钢用烧结焊剂和不锈钢用烧结焊剂。
常用的焊接材料有哪些首先,我们来谈谈焊条。
焊条是焊接中常用的一种焊接材料,根据其成分不同可以分为药芯焊条和无药芯焊条。
药芯焊条是在焊丝中加入了一定比例的焊剂,可以在焊接过程中起到保护熔融金属的作用,提高焊接质量。
而无药芯焊条则需要在焊接过程中另外添加焊剂。
常见的焊条材料有碳钢焊条、不锈钢焊条、铝合金焊条等,根据不同的焊接材料可以选择相应的焊条。
其次,焊丝也是常用的焊接材料之一。
焊丝分为药芯焊丝和无药芯焊丝,与焊条类似。
药芯焊丝在焊接过程中可以起到保护熔融金属的作用,提高焊接质量。
无药芯焊丝则需要在焊接过程中另外添加焊剂。
常见的焊丝材料有碳钢焊丝、不锈钢焊丝、铝合金焊丝等,根据不同的焊接材料可以选择相应的焊丝。
除了焊条和焊丝,焊剂也是不可或缺的焊接材料之一。
焊剂可以在焊接过程中起到保护熔融金属的作用,防止氧化、脱碳和氢致脆等缺陷的产生,提高焊接质量。
常见的焊剂有氧化剂、还原剂、保护剂等,根据不同的焊接材料和焊接方法可以选择相应的焊剂。
此外,焊接辅助材料也是焊接过程中不可或缺的一部分。
焊接辅助材料包括焊接流量、焊接盒、焊接夹具等,它们可以在焊接过程中起到固定工件、保护工件、控制焊接过程等作用,提高焊接质量和效率。
最后,还有一种常用的焊接材料是焊接气体。
焊接气体在气体保护焊中起到保护熔融金属的作用,防止氧化、脱碳和氢致脆等缺陷的产生,提高焊接质量。
常见的焊接气体有氩气、氩氩混合气、氩氩氩混合气等,根据不同的焊接材料和焊接方法可以选择相应的焊接气体。
总的来说,常用的焊接材料包括焊条、焊丝、焊剂、焊接辅助材料和焊接气体。
根据不同的焊接材料和焊接方法,选择合适的焊接材料对于焊接质量和效果至关重要。
希望本文对您有所帮助,谢谢阅读!。
焊接材料的选用1、本标准适用于锅炉、压力容器焊材的选用2、引用标准GB324-88《焊缝符号表示法》GB985-88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB986-88《埋弧焊焊缝坡口的基本形式和尺寸》3、焊接材料的选择3.1.焊条的选择原则3.1.1考虑母材的机械性能和化学成分(常见化学成分和焊缝金属机械参见表)1、普通结构钢的焊接,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条2、对于合金结构钢,通常要求焊缝金属的主要成分与母材金属相同或者相近。
3、当母材中C及S、P等元素含量偏高时,焊缝金属容易产生裂纹,应选用抗裂性能好的低氢型焊材。
⑴低碳钢或低合金高强钢的焊接应根据钢材的抗拉强度来选择等强或稍高强度的焊材。
⑵耐热钢或不锈钢的焊接,应选用熔敷金属化学成分与母材相同或相近的焊条⑶异种钢焊接材料的选择比较复杂,选择时应遵循以下一般原则:①组织基本类似,强度等级不同的钢之间的焊接,最好选用抗拉强度介于被焊材料之间的折中焊条。
②碳钢、低碳钢、耐热钢与奥氏体钢焊接,如果产品工作温度较低,选用Cr25Ni13型不锈钢填充金属。
③碳钢与耐热钢焊接4应选用E5015型焊条。
3.1.2考虑焊件的结构复杂程度和刚性⑴形状复杂、结构刚性大以及厚度大的焊件必须采用抗裂性能较好的低氢焊条⑵考虑焊件的工作条件,包括载荷、介质和温度等,选用相应的能满足使用要求的焊条,如高温条件下工作的焊件应选择耐热钢焊条,接触腐蚀介质的焊条应选择不锈钢焊条,承受动载或冲击载荷的焊件应选择强度较高、塑性和韧性较高的低氢型焊条。
在没有规定的情况下,一般受压件选择碱性焊条,结构件选择酸性焊条,对于同一强度级别或同一化学成分的焊条,碱性焊条可代替酸性焊条,强度略低的焊条,但不得反代。
3.1.4考虑改善焊工劳动条件,提高劳动生产率,经济合理性等方面在酸性焊条和碱性焊条都可满足性能的要求时,应尽量采用酸性焊条,在使用性能相同的基础上选择价格较低的焊条。
电子焊接材料
电子焊接材料是指在电子制造业中被广泛应用于焊接工艺中的材料,主要包括焊丝、焊剂和焊条等多种类型。
下面将介绍常见的几种电子焊接材料。
1. 焊丝:焊丝是电子焊接中常用的一种材料,通常分为铅基焊丝和无铅基焊丝两大类。
铅基焊丝具有良好的流动性和可湿性,但由于其含铅,对环境和人体健康造成一定的污染,所以逐渐被无铅基焊丝取代。
无铅基焊丝具有良好的电气和机械性能,对环境无污染,符合环保要求。
2. 焊剂:焊剂是焊接材料中的重要组成部分,主要用于清洁焊接表面、提高焊接质量和保护焊接接头等作用。
一般常见的焊剂有酒精、酸性和碱性等。
酒精焊剂适用于轻微清洁要求的焊接,酸性焊剂能去除氧化物等表面污染物,碱性焊剂适用于去除油污和灰尘等重度清洁焊接。
3. 焊条:焊条是电子焊接中常用的一种材料,通常由焊芯和药皮两部分组成。
焊条的分类较多,常见的有铅基焊条、无铅基焊条、银焊条等。
焊条具有优良的电气和机械性能,适用于多种电子设备的焊接。
4. 助焊剂:助焊剂是焊接过程中常用的一种材料,主要用于提高焊接表面的湿润性和流动性,使得焊接更加顺畅。
助焊剂通常以膏剂和液体形式存在,其中膏剂常用于手工焊接,液体助焊剂常用于自动化焊接。
助焊剂具有优异的界面活性和降温性能,能有效减少焊接过程中的气孔和虚焊等现象。
总之,电子焊接材料在电子制造业中起着重要的作用。
正确选择和使用电子焊接材料,不仅可以提高焊接质量和效率,还能有效保护环境和人体健康。

《埋弧焊用低合金钢焊丝与焊剂》
埋弧焊用低合金钢焊丝与焊剂是一种用于焊接低合金钢的材料组合。
低合金钢是一种含有较低数量的合金元素的钢材,通常在0.5-5%的合金元素含量范围内,包括硅、锰、铬、镍等。
这种钢材常用于制造结构件、桥梁、船舶和化工设备等领域。
埋弧焊是一种电弧焊接技术,主要特点是通过在焊接区域中使用一层焊剂来保护熔化的焊丝和基材,防止氧气和氮气的氧化作用,提高焊接质量。
埋弧焊用低合金钢焊丝与焊剂在埋弧焊接过程中扮演着重要的角色。
埋弧焊用低合金钢焊丝是一种特殊设计的焊丝,用于在埋弧焊接过程中提供所需的焊接材料。
这种焊丝通常具有优异的熔化性能和适当的合金元素含量,以产生适当的焊缝性能。
低合金钢焊丝还可能包含其他添加剂,如钛、锆等元素,以提高焊接性能。
埋弧焊用低合金钢焊剂是一种用于保护焊接区域的材料,在电弧熔化焊丝和基材时产生一层保护层。
这种焊剂通常由一些粉状材料组成,包括焊剂粉末、球剂、光球剂等。
焊剂的主要功能是提供足够的热量和保护气体,以防止焊接区域中的氧气和氮气与熔化的焊丝和基材发生反应。
综上所述,埋弧焊用低合金钢焊丝与焊剂是一种用于焊接低合金钢的材料组合,通过在焊接区域提供合适的焊接材料和保护层,以提高焊接质量和性能。
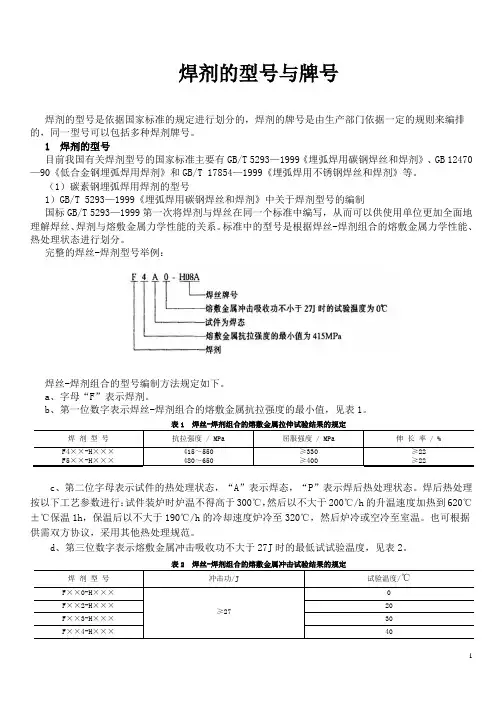
焊剂的型号与牌号焊剂的型号是依据国家标准的规定进行划分的,焊剂的牌号是由生产部门依据一定的规则来编排的,同一型号可以包括多种焊剂牌号。
1 焊剂的型号目前我国有关焊剂型号的国家标准主要有GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB 12470—90《低合金钢埋弧焊用焊剂》和GB/T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》等。
(1)碳素钢埋弧焊用焊剂的型号1)GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》中关于焊剂型号的编制国标GB/T 5293—1999第一次将焊剂与焊丝在同一个标准中编写,从而可以供使用单位更加全面地理解焊丝、焊剂与熔敷金属力学性能的关系。
标准中的型号是根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
完整的焊丝-焊剂型号举例:焊丝-焊剂组合的型号编制方法规定如下。
a、字母“F”表示焊剂。
b、第一位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值,见表1。
焊剂型号抗拉强度 / MPa 屈服强度 / MPa 伸长率 / %F4××-H×××F5××-H×××415~550480~650≥330≥400≥22≥22c、第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态。
焊后热处理按以下工艺参数进行:试件装炉时炉温不得高于300℃,然后以不大于200℃/h的升温速度加热到620℃±℃保温1h,保温后以不大于190℃/h的冷却速度炉冷至320℃,然后炉冷或空冷至室温。
也可根据供需双方协议,采用其他热处理规范。
d、第三位数字表示熔敷金属冲击吸收功不大于27J时的最低试试验温度,见表2。
焊剂型号冲击功/J 试验温度/℃F××0-H×××≥27 0F××2-H×××20 F××3-H×××30 F××4-H×××40F××5-H×××50F××6-H×××60e、“-”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957,其中“H”表示焊丝,字母后面的两位数字表示焊丝中平均碳含量,如有其他化学成分,在字母的后面用元素符号表示,牌号最后的A、E、C 分别表示S、P杂质含量的等级。
埋弧焊焊接材料一、焊丝和焊剂的作用及分类1.焊丝按焊丝结构不同可分为:实芯焊丝、药芯焊丝。
常用的是实芯焊丝;药芯焊丝只用在某些特殊场合。
按被焊材料不同可分为:碳素结构钢焊丝、合金结构钢焊丝、不锈钢焊丝等。
2.焊剂埋弧焊时,能够熔化形成熔渣和气体,对熔化金属起保护作用,并进行复杂的冶金反应的颗粒状物质叫焊剂。
(1)焊剂的作用①产生气体和熔渣,保护电弧和熔池。
②对焊缝金属渗合金,改善焊缝的化学成分,提高力学性能。
③改善焊接工艺性能,使电弧稳定燃烧,脱渣容易,焊缝成形美观。
(2)焊剂的分类①埋弧焊剂按制造方法不同分为: 熔炼焊剂、烧结焊剂和粘接焊剂。
熔炼焊剂:由各种矿物原料混合后,在电炉中经熔炼,再倒入水中粒化而成的焊剂。
颗粒强度高,化学成分均匀,是目前应用最多的一类焊剂,缺点是熔炼过程烧损严重,不能依靠焊剂向焊缝金属大量渗入合金元素。
烧结焊剂:按一定比例配料后,加入粘接剂,搅拌后在高温(400~1000℃)下烧结而成的焊剂。
粘接焊剂:按一定比例配料后,加入粘接剂,搅拌后在低温(400℃以下)烘干而成的焊剂,以前也叫陶瓷焊剂。
非熔炼焊剂(烧结焊剂、粘接焊剂),化学成分不均匀,脱渣性好,由于没有经过熔炼,可通过焊剂向焊缝金属大量渗入合金元素,增大焊缝金属的合金化。
非熔炼焊剂(特别是烧结焊剂)主要应用于焊接高合金钢和堆焊。
②按化学成分分类:有高锰焊剂、中锰焊剂、低锰焊剂和无锰焊剂等;并根据焊剂中氧化锰、二氧化硅和氟化钙含量的高低,分成不同的焊剂类型。
二、焊丝和焊剂的型号及牌号1.焊丝的牌号根据GB/T14957—1994《熔化焊用钢丝》、YB/T5092—1996《焊接用不锈钢丝》规定。
实芯焊丝的牌号表示方法为:“H”表示焊丝;后面的一位或两位数字表示含碳量;化学元素符号及其后面的数字表示该元素的近似含量,含量低于1%时,可省略数字,只标记元素符号;末尾标“A”或“E”时,分别表示“优质品”或“高级优质品”,表明S、P等杂质含量更低。
电渣焊施焊注意事项一、确定渣孔预留的大小一般要求渣孔预留为25*25的为佳,当隔板厚度小于22厚度时,应当在隔板上增加适当厚度的钢板,并以保证达到25*25的渣孔。
二、熔咀的选择①熔咀直径按Φ8选择为最佳,不大于Φ10。
②熔咀长度按箱体的截面加长100mm最好。
三、焊丝选择Φ2.4 焊剂选用JF-600专用焊剂四、焊接参数的取值1、电流:380~420A2、电压:38~42V3、速度:18~22每分钟4、渣池深度:30~355、杆伸长度:40~45mm五、施焊方法及过程控制一、准备①、熔咀务必要在渣孔的中心位置,可以在加装引弧块之前用镜子放置在渣孔下方观察,便于确定是否居中。
②、熔咀底端在距离箱型柱底壁板底于1厘米位置。
③、焊丝外露30cm为宜。
④、在引弧帽中放置少量钢丸,便于起弧。
⑤、用千斤顶顶紧引弧帽,便于引弧帽与箱体紧密贴合,并在四周涂上耐火泥。
三、过程控制①、起弧时选用420的电流,42的电压,起弧后适当各加入一点JF-600焊剂,压住熔池。
②当渣池烧至箱体时,电流应下降至380,电压降至38~40V,正常施焊时应观察几个方面一、身听:正常施焊时,渣池里产生的咕嘟咕嘟的声音,且渣池中无大量的飞溅。
二、眼观:观察壁板的颜色,正常的颜色为桔红色,当颜色,当颜色为亮白色时,应适当降低电流电压防止烧穿。
三、用护目镜靠近熔咀里侧,调整角度,能清晰的观察到渣池的燃烧情况及熔咀是否居中,并根据结果随时调整。
四、当施焊的过程中观察到飞溅较多时,应随时加入少量焊剂。
五、熔池漏浆时的解决办法多加入焊剂,并迅速降低电流至320左右,待渣池稳定后再慢慢加大电流至380 ,禁止停机。
本标准所引用的技术规范与标准分为“执行技术规范与标准”和“参考技术规范与标准”两部分2.1 执行技术规范与标准2.1.1GB50205-2002《钢结构工程施工及验收规范》2.1.2GB986-88《埋弧焊焊缝坡口的基本形式和尺寸》2.1.3JGJ81-2002《建筑钢结构焊接技术规程》2.1.4GB50205-2001《钢结构工程施工质量验收规范》2.1.5GB5293《碳素钢埋弧焊用焊剂》2.2 参考技术规范与标准2.2.1《钢结构制作安装手册》2.2.2《建筑钢结构施工手册》2.2.3《焊接手册》2.2.4《钢结构工程施工工艺标准》三部分:埋弧自动焊接技术3.1 焊接原理:焊接电弧是在焊剂层下的焊丝与母材之间产生,电弧热使其周围的母材、焊丝和焊剂熔化以致部分蒸发,金属和焊剂的蒸发气体形成一个气泡,电弧就在这个气泡内燃烧。
气泡上部被一层熔化了的焊剂——熔渣构成的外膜所包围,这层外膜以及覆盖在上面的未熔化的焊剂共同对焊接起隔离空气、绝热、和屏蔽光辐射作用。
焊丝熔化的熔滴落下与已局部熔化的母材混合而构成金属熔池,部分熔渣因密度小而浮在熔池表面。
随着焊丝向前移动,电弧力将熔池中熔化金属推向熔池后方,在随后的冷却过程中,这部分熔化金属凝固成焊缝。
熔渣凝固成渣壳,覆盖在焊缝金属表面上。
在焊接过程中,熔渣除了对熔池和焊缝金属起机械保护作用外,还与熔化金属发生冶金反应(如脱氧、去杂质、渗合金等),从而影响焊缝金属的化学成分。
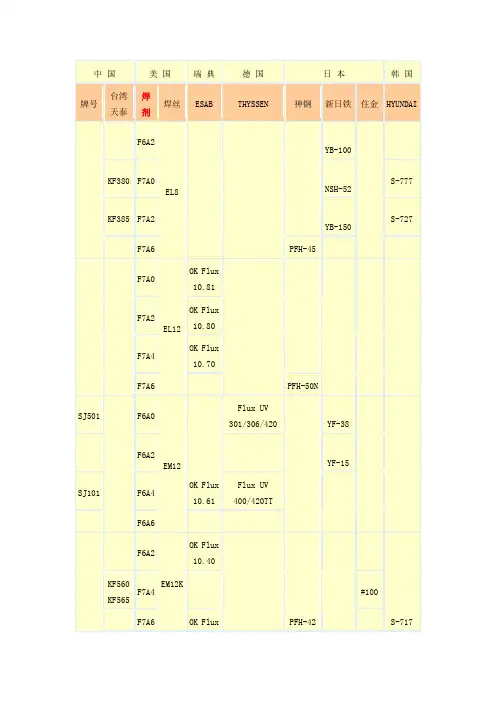
3.2 埋弧焊焊接施工工艺流程3.3焊前准备工作331焊剂及焊丝的选择根据目前钢结构的钢材类型,常用埋弧焊丝和焊剂的选择如下表:表3.13.3.2焊接材料的保管和使用3.3.2.1焊剂的烘焙表3.2焊接低碳钢的熔炼焊剂在使用中放置时间不超过24h;焊接低合金钢的熔炼焊剂在使用中放置时间不超过8h;烧结焊剂经高温烘焙后,应转入100~150C的低温保温箱中存放,从保温箱中取出时间不超过4h。
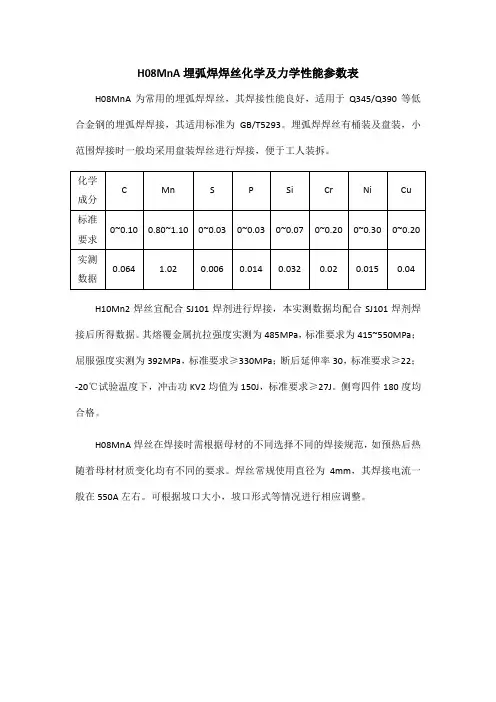
H08MnA埋弧焊焊丝化学及力学性能参数表H08MnA为常用的埋弧焊焊丝,其焊接性能良好,适用于Q345/Q390等低合金钢的埋弧焊焊接,其适用标准为GB/T5293。
埋弧焊焊丝有桶装及盘装,小范围焊接时一般均采用盘装焊丝进行焊接,便于工人装拆。
H10Mn2焊丝宜配合SJ101焊剂进行焊接,本实测数据均配合SJ101焊剂焊接后所得数据。
其熔覆金属抗拉强度实测为485MPa,标准要求为415~550MPa;屈服强度实测为392MPa,标准要求≥330MPa;断后延伸率30,标准要求≥22;-20℃试验温度下,冲击功KV2均值为150J,标准要求≥27J。
侧弯四件180度均合格。
H08MnA焊丝在焊接时需根据母材的不同选择不同的焊接规范,如预热后热随着母材材质变化均有不同的要求。
焊丝常规使用直径为4mm,其焊接电流一般在550A左右。
可根据坡口大小,坡口形式等情况进行相应调整。
堆焊焊剂 .lwhjcl常用各种焊丝型号一、一般常用焊丝1、DY-YJ502Q钛型渣系的药芯焊丝;工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以达到船级社3y级认证;广泛用于造船、钢结构、桥梁等;2、DY-YJ507Q碱型渣系的药芯焊丝;力学性能优良,扩散氢含量低,具有优良的低温抗裂性能;-40度冲击功可达到80以上;用于机械制造、水电、石油化工设备等;3、DY-YJ607Q碱型渣系的药芯焊丝;力学性能优良,扩散氢含量低,适用于60公斤级高强高韧性钢的焊接;4、YJ502CrNiCuQ钛型全位置焊接药芯焊丝;用于耐大气腐蚀钢的焊接;如海洋平台的焊接用;5、YJ502NiQ钛型全位置焊接药芯焊丝;低温冲击吸收功高,满足-40度气温下金属结构的使用;二、耐热钢系列药芯焊丝1、DY-YR302Q钛型渣系的药芯焊丝,适用于1Cr-0.5Mo 和1.25Cr-0.5Mo耐热钢的焊接用,广泛用于锅炉压力容器行业;2、DY-YR312Q适用于12CrMoV珠光体耐热钢的焊接,广泛用于锅炉压力容器行业;3、DY-YR317Q碱性渣系药芯焊丝;适用于12CrMoV珠光体耐热钢的焊接,具有优良的低温冲击性能;4、DY-YR402Q用于2.25Cr-1Mo耐热钢焊接;三、不锈钢用气保护焊药性焊丝1、DY-YA308Q18%Cr-8%Ni不锈钢焊接用;2、DY-YA308LQ超低碳18%Cr-8%Ni不锈钢焊接用;3、DY-YA309Q异种钢焊接或复合钢板及堆焊不锈钢时过渡层焊接用;4、DY-YA316Q18%Cr-12%Ni不锈钢焊接用;四、气保护堆焊药芯焊丝1、DY-YD350Q广泛用于堆焊金属间磨损部件和轻度的土砂磨损的部件,HRC35.2、DY-YD450Q适于堆焊耐土砂磨损和耐金属间磨损的部件,HRC45.3、DY-YD600Q广泛用于耐土砂磨损的部件,HRC55-60.五、埋弧堆焊药芯焊丝1、DY-YD14M主要用于碳钢和低合金钢零部件的修复或作其它堆焊材料的过渡层,HRC26±2.2、DY-YD224BM主要用于热轧辊和其它耐磨损件的堆焊和修复,HRC59.3、DY-YD420M含铬13%的马氏体型堆焊药芯焊丝,耐腐蚀,耐磨损;适用于连铸辊、蒸汽阀、楔形阀、安全阀等部件的硬面堆焊;4、DY-YD423M用于较高温度下的热轧辊和连铸辊的硬面堆焊,该堆焊层具有优良的耐腐蚀、耐磨损和耐热冲击性能,HRC45-48;5、DY-YD430M含铬17%的铁素体型堆焊药芯焊丝,用于耐腐蚀的硬面堆焊,具有良好的耐高温腐蚀性能,以及不锈钢复合钢打底焊接,HRC23;6、DY-YD414NM含氮马氏体型堆焊药芯焊丝,以氮代碳来提高它的硬度及抗裂性,具有良好的耐腐蚀、耐磨损以及耐热冲击性能;用于连铸辊的硬面堆焊焊接,HRC43;一、一般常用焊丝1、DY-YJ502Q钛型渣系的药芯焊丝;工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以达到船级社3y级认证;广泛用于造船、钢结构、桥梁等;2、DY-YJ507Q碱型渣系的药芯焊丝;力学性能优良,扩散氢含量低,具有优良的低温抗裂性能;-40度冲击功可达到80以上;用于机械制造、水电、石油化工设备等;3、DY-YJ607Q碱型渣系的药芯焊丝;力学性能优良,扩散氢含量低,适用于60公斤级高强高韧性钢的焊接;4、YJ502CrNiCuQ钛型全位置焊接药芯焊丝;用于耐大气腐蚀钢的焊接;如海洋平台的焊接用;5、YJ502NiQ钛型全位置焊接药芯焊丝;低温冲击吸收功高,满足-40度气温下金属结构的使用;二、耐热钢系列药芯焊丝1、DY-YR302Q钛型渣系的药芯焊丝,适用于1Cr-0.5Mo 和1.25Cr-0.5Mo耐热钢的焊接用,广泛用于锅炉压力容器行业;2、DY-YR312Q适用于12CrMoV珠光体耐热钢的焊接,广泛用于锅炉压力容器行业;3、DY-YR317Q碱性渣系药芯焊丝;适用于12CrMoV珠光体耐热钢的焊接,具有优良的低温冲击性能;4、DY-YR402Q用于2.25Cr-1Mo耐热钢焊接;三、不锈钢用气保护焊药性焊丝1、DY-YA308Q18%Cr-8%Ni不锈钢焊接用;2、DY-YA308LQ超低碳18%Cr-8%Ni不锈钢焊接用;3、DY-YA309Q异种钢焊接或复合钢板及堆焊不锈钢时过渡层焊接用;4、DY-YA316Q18%Cr-12%Ni不锈钢焊接用;四、气保护堆焊药芯焊丝1、DY-YD350Q广泛用于堆焊金属间磨损部件和轻度的土砂磨损的部件,HRC35.2、DY-YD450Q适于堆焊耐土砂磨损和耐金属间磨损的部件,HRC45.3、DY-YD600Q广泛用于耐土砂磨损的部件,HRC55-60.五、埋弧堆焊药芯焊丝1、DY-YD14M主要用于碳钢和低合金钢零部件的修复或作其它堆焊材料的过渡层,HRC26±2.2、DY-YD224BM主要用于热轧辊和其它耐磨损件的堆焊和修复,HRC59.3、DY-YD420M含铬13%的马氏体型堆焊药芯焊丝,耐腐蚀,耐磨损;适用于连铸辊、蒸汽阀、楔形阀、安全阀等部件的硬面堆焊;4、DY-YD423M用于较高温度下的热轧辊和连铸辊的硬面堆焊,该堆焊层具有优良的耐腐蚀、耐磨损和耐热冲击性能,HRC45-48;5、DY-YD430M含铬17%的铁素体型堆焊药芯焊丝,用于耐腐蚀的硬面堆焊,具有良好的耐高温腐蚀性能,以及不锈钢复合钢打底焊接,HRC23;6、DY-YD414NM含氮马氏体型堆焊药芯焊丝,以氮代碳来提高它的硬度及抗裂性,具有良好的耐腐蚀、耐磨损以及耐热冲击性能;用于连铸辊的硬面堆焊焊接,HRC43;不锈钢实芯焊丝既可用惰性气体保护焊TIG,MIG焊;也可用于埋弧焊;不锈钢MIG焊既可达到高效焊接,又容易实现焊接自动化,广泛用于堆焊及薄板接等领域;MIG焊用焊丝化学成分与TIG焊丝一样,但对某些不锈钢品种,还有一种SI含量较高的MIG焊丝,如与ER308,ER309焊丝对应的ER308Si,ER309Si等,由于含Si高达0.8%左右,降低了熔滴金属的表面张力,使熔滴颗粒变细,更容易实现喷射过度,使电弧变得更稳定;不锈钢弹簧丝不锈钢氢退丝11起弧与收弧板厚小于3mm时,可以直接在焊件上起弧及收弧;板厚大于3mm时,对于纵缝,可以采用引弧板及引出板,将小孔起始区及收尾区排除在焊缝之外;环缝焊接时,须采用电流及离子气量递增的方式形成合适的小孔形成区,而采用电流及离子气量递减的方式获得小孔收尾区;图8是小孔焊时电流及离子弧气流量斜率控制曲线;有的等离子弧设备配备了先进的流量控制器,可以在焊接过程中精确地控制离子气流量;22离子气流量离子气流量增加,可使等离子流力和熔透能力增大,在其他条件不变时,为了形成小孔,必须要有足够的离子气流量,但是离子气流量过大也不好,会使小孔直径过大而不能保证焊缝成形,喷嘴孔径确定后,离子气流量大小视焊接电流和焊接速度而定,亦即离子气流量、焊接电流和焊接速度这三者之间—要有适当的匹配;33焊接电流焊接电流增加等离子弧穿透能力增加,和其他电弧焊方法一样,焊接电流总是根据板厚或熔透要求来选定的,电流过小,不能形成小孔,电流过大,又将因小孔直径过大而使熔池金属坠落;此外,电流过大还可能引起双弧现象;为此,在喷嘴结构确定后,为了获得稳定的小孔焊接过程,焊接电流只能被限定在某一个合适的范围内,而且这个范围与离子气的流量有关;图9a为喷嘴结构、板厚和其他工艺参数给定时,用实验方法在8mm厚不锈钢板上测定的小孔型焊接电流和离子气流量的匹配关系;图中1为普通圆柱型喷嘴,2为收敛扩散型喷嘴,后者降低了喷嘴压缩程度,因而扩大了电流范围,即在较高的电流—F也不会出现双弧;由于电流上限的提高,因此采用这种喷嘴可提高工件厚度和焊接速度;44焊接速度焊接速度也是影响小孔效应的一个重要工艺参数;其他条件一定时,焊速增加,焊缝热输入减小,小孔直径亦随之减小,最后消失;反之,如果焊速太低,母材过热,背面焊缝会出现下陷甚至熔池泄漏等缺陷;焊接速度的确定,取决于离子气流量和焊接电流,这三个工艺参数相互匹配关系见图9b;由图可见,为了获得平滑’的小孔焊接焊缝,随着焊速的提高,必须同时提高焊接电流,如果焊接电流一定,增大离子气流量就要增大焊速,若焊速一定时,增加离子气流量应相应减小电流;55喷嘴距离距离过大,熔透能力降低:距离过小则造成喷嘴被飞溅物粘污;一般取3—8mm,和钨极氩弧焊相比,喷嘴距离变化对焊接质量的影响不太敏感;66保护气体流量保护气体流量应与离子气流量有一个适当的比例,离子气流量不大而保护气体流.量太大时会导致气流的紊乱,将影响电弧稳定性和保护效果;小孔型焊接保护气体流量一般在15~30L/min范围内;注意事项1、铬不锈钢具有一定的耐蚀氧化性酸、有机酸、气蚀、耐热和耐磨性能;通常用于电站、化工、石油等设备材料;铬不锈钢焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条;2、铬13不锈钢焊后硬化性较大,容易产生裂纹;若采用同类型的铬不锈钢焊条G202、G207焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理;若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条A107、A207;3、铬17不锈钢,为改善耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬13不锈钢好一些;采用同类型的铬不锈钢焊条G302、G307时,应进行200℃以上的预热和焊后800℃左右的回火处理;若焊件不能进行热处理,则应选用铬镍不锈钢焊条A107、A207;4、铬镍不锈钢焊条具有良好耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造;5、铬镍不锈钢焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能;6、铬镍不锈钢药皮有钛钙型和低氢型;钛钙型可用于交直流,但交流焊时熔深较浅,同时容易发红,故尽可能采用直流电源;直径4.0及以下可用于全位置焊件,5.0及以上用于平焊及平角焊;7、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时不能多次重复烘干,否则药皮容易开裂剥落,防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量;8、为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜;不锈钢实芯焊丝既可用惰性气体保护焊TIG,MIG焊;也可用于埋弧焊;不锈钢MIG焊既可达到高效焊接,又容易实现焊接自动化,广泛用于堆焊及薄板接等领域;MIG焊用焊丝化学成分与TIG焊丝一样,但对某些不锈钢品种,还有一种SI含量较高的MIG焊丝,如与ER308,ER309焊丝对应的ER308Si,ER309Si等,由于含Si高达0.8%左右,降低了熔滴金属的表面张力,使熔滴颗粒变细,更容易实现喷射过度,使电弧变得更稳定;。
焊剂的分类型号与牌号埋弧焊的焊接材料由焊丝(或带极)与焊剂的组合构成。
焊剂是具有一定粒度的颗粒状物质,是埋弧焊和电渣焊时不可缺少的焊接材料。
目前我国焊丝和焊剂的产量占焊材总量的15%左右。
在焊接过程中,焊剂的作用相当于焊条药皮。
焊剂对焊接熔池起着特殊保护、冶金处理和改善工艺性能的作用。
焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属性能的主要因素之一,采用同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性能将有很大的差别,特别是冲击韧度差别更大。
一种焊丝与多种焊剂的合理组合,无论是在低碳钢还是在低合金钢上都可以使用,而且能兼顾各自的特点。
2.4.1 焊剂的分类目前国产焊剂已有50余种。
焊剂的分类方法有许多种,可分别按用途、制造方法、化学成分、焊接冶金性能等对焊剂进行分类,但每一种分类方法都只是从某一方面反映了焊剂的特性。
了解焊剂的分类是为了更好地掌握焊剂的特点,以便进行选择和使用。
1.按用途分类焊剂按使用用途可分为埋弧焊焊剂、堆焊焊剂、电渣焊焊剂;也可按所焊材料分为低碳钢用焊剂、低合金钢用焊剂、不锈钢用焊剂、镍及镍合金用焊剂、钛及钛合金用焊剂等。
2.按制造方法分类按制造方法的不同,可以把焊剂分成熔炼焊剂和烧结焊剂两大类:(1)熔炼焊剂把各种原料按配方在炉中熔炼后进行粒化得到的焊剂称为熔炼焊剂。
由于熔炼焊剂制造中要熔化原料,所以焊剂中不能加碳酸盐、脱氧剂和合金剂,而且制造高碱度焊剂也很困难。
熔炼焊剂根据颗粒结构的不同,又可分为玻璃状焊剂、结晶状焊剂和浮石状焊剂等。
玻璃状焊剂和结晶状焊剂的结构较致密,浮石状焊剂的结构比较疏松。
(2)烧结焊剂把各种粉料按配方混合后加入粘结剂,制成一定尺寸的小颗粒,经烘熔或烧结后得到的焊剂,称为烧结焊剂。
制造烧结焊剂所采用的原材料与制造焊条所采用的原材料基本相同,对成分和颗粒大小有严格要求。
按照给定配比配料,混合均匀后加入粘结剂(水玻璃)进行湿混合,然后送入造粒机造粒。
焊材选⽤标准04242006焊接材料选⽤标准2006-0424(代替1999-0424)焊接材料选⽤表中的注解(1) E4303(J422)焊条只适⽤于第⼀类压⼒容器中的⾮重要结构件.(2)序号2-3项钢号⼯件如果焊后需进⾏正⽕温度范围内热加⼯时,埋弧⾃动焊选⽤H10Mn2焊丝。
(3)SJ101烧结焊剂可⽤于序号5-7项钢号⼯件壳体纵、环缝窄间隙埋弧⾃动焊。
(4)E5515-G(J557) 焊条适⽤于焊后需进⾏正⽕温度范围内热加⼯的5项钢号的⼯件。
(5)序号5项钢号⼯件如果焊后需进⾏正⽕温度范围内热加⼯时,埋弧⾃动焊焊丝选⽤H08MnMoA焊丝;序号5-6项钢号当⼯件板厚≥60mm时,电渣焊选⽤H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号⼯件,如果焊后需进⾏正⽕温度范围内热加⼯时,⼿弧焊选⽤E6015-D1(J607)焊条,埋弧⾃动焊选⽤H08Mn2MoA焊丝。
(7)序号11项钢号⼯件如果焊后需进⾏正⽕温度范围内热加⼯时,⼿弧焊应选⽤E7015-D2(J707)焊条,埋弧⾃动焊选⽤H08Mn2NiMoA焊丝,电渣焊选⽤焊丝原则:当壳体进⾏正⽕+回⽕热处理时选⽤H10Mn2NiMoA焊丝当壳体进⾏淬⽕+回⽕热处理时选⽤H10Mn2MoA焊丝(8)序号13项钢号⼯件,如果焊后需进⾏正⽕温度范围内热加⼯时,⼿弧焊应选⽤E7015-G(J707Ni)焊条,埋弧⾃动焊选⽤H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适⽤于低温容器和要求冲击韧性⾼的重要结构。
(10)E R70S-B2L、ER80S-B3L焊丝分别⽤于序号15项和序号18项(SA213T22除外)钢号⼯件的⼿⼯氩弧焊打底。
(11)E7018-A1(AWS)焊条⽤于300MW、600 MW锅炉⽓包筒体纵、环缝⼿弧焊封底及⽓包筒体与下降管的焊接。
(12)当⼯件不能进⾏预热时可选⽤E309Mo-16(A312)焊条。
钢结构中手工电弧焊焊条选择
焊接方法 母材规范 焊接材料规 范 适用场所
SMAW Q235A E4303① 定位焊、对接、角接
SMAW Q235B、C、D E4303① E4328、E4315、E4316 定位焊、对接、角接
SMAW Q295A E4303① 定位焊、对接、角接
SMAW Q295B E4328、E4315、E4316 定位焊、对接、角接
SMAW Q345A E5003 定位焊、对接、角接
SMAW Q345B E5003①E5015、E5016、E5018 定位焊、对接、角接
SMAW Q345C、D E5015、E5016、E5018 定位焊、对接、角接
SMAW Q345E ② 定位焊、对接、角接
SMAW Q420A、B Q420C、D E5515-D3、-G E5516-D3、-G 定位焊、对接、角接
SMAW Q420E ② 定位焊、对接、角接
SMAW Q460C、D E6015-D1、-G E5516-D1、-G 定位焊、对接、角接
SMAW Q460E ② 定位焊、对接、角接
注:①用于一般结构;②由供需双方协议;
钢结构中GMAW焊丝的选用
焊接法 母材规范 焊接材料 保护气(露点) 适用场所
GMAW GMAW-A Q235A、B ER49-1② 食品级CO2 露点低于-40℃ 定位焊
对接、角接
GMAW GMAW-A Q235C、D ER50-6 食品级CO2 露点低于-40℃ 定位焊
对接、角接
GMAW GMAW-A Q290A ER49-1② ER49-6 食品级CO2 露点低于-40℃ 定位焊
对接、角接
GMAW GMAW-A Q290B ER50-3 ER50-6 食品级CO2 露点低于-40℃ 定位焊
对接、角接
GMAW GMAW-A Q345A ER49-1② 食品级CO2 露点低于-40℃ 定位焊
对接、角接
GMAW GMAW-A Q345B ER50-3 ER50-6 食品级CO2 露点低于-40℃ 定位焊
对接、角接
GMAW GMAW-A Q345C Q345D ER50-2 食品级CO2 露点低于-40℃ 定位焊
对接、角接
GMAW GMAW-A Q345E ③ 食品级CO2 露点低于-40℃ 定位焊
对接、角接
钢结构中SAW焊丝及焊剂的选用
钢 材
焊剂型号-焊丝牌号示例
牌号 等级
Q235
A、B、
C
F4A0-H08A
D F4A2-H08A
Q235
A、B、
C
F4A0-H08A
D F4A2-H08A
Q295
A
F5004-H08A①、F5004-H08MnA②
B
F5014-H08A①、F5014-H08MnA②
Q345
A
F5004-H08A①、F5004-H08MnA②、
F5004-H10Mn2②
B
F5014-H08A①、F5014-H08MnA②、
F5014-H10Mn2②
F5011-H08A①、F5011-H08MnA②、
F5011-H10Mn2②
C
F5024-H08A①、F5024-H08MnA、
F5024-H10Mn2②
F5021-H08A①、F5021-H08MnA②、
F5021-H10Mn2②
D
F5034-H08A①、F5034-H08MnA②、
F5034-H10Mn2②
F5031-H08A①、F5031-H08MnA②、
F5031-H10Mn2②
E
F5041③
钢 材
焊剂型号-焊丝牌号示例
牌号 等级
Q390
A、B
F5011-H08MnA①、F5011-H10Mn2②、
F5011-H08MnMoA
②
C
F5021-H08MnA①、F5021-H10Mn2②、
F5021-H08MnMoA
②
D
F5031-H08MnA①、F5031-H10Mn2②、
F5031-H08MnMoA
②
E
F5041
③
Q420 A、B
F6011-H10Mn2②、F6011-H08MnMoA
②
C
F6021-H10Mn2②、F6021-H08MnMoA
②
D
F6031-H10Mn2②、F6031-H08MnMoA
②
E
F6041
③
Q460 C F6021-H08MnMoA② D
F6031-H08Mn2MoVA
②
E
F6041
③
注:①薄板I形坡口对接;②中、厚板坡口对接;③供需双
方协议