所有的焊丝焊剂
- 格式:xls
- 大小:16.00 KB
- 文档页数:1
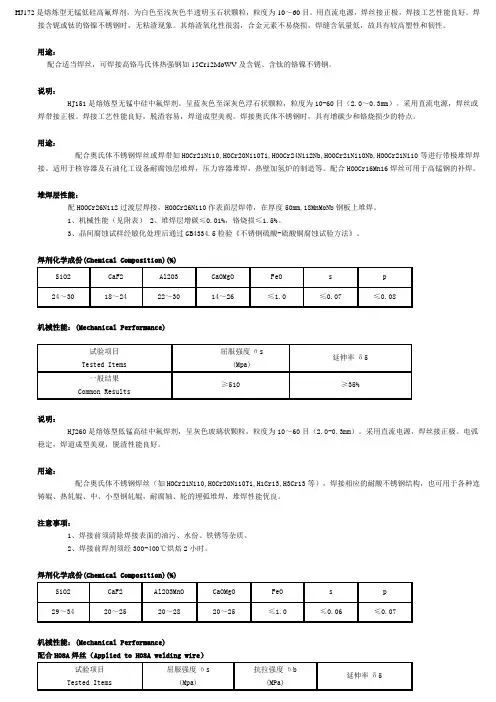
HJ172是熔炼型无锰低硅高氟焊剂,为白色至浅灰色半透明玉石状颗粒,粒度为10~60目。
用直流电源,焊丝接正极,焊接工艺性能良好。
焊接含铌或钛的铬镍不锈钢时,无粘渣现象。
其熔渣氧化性很弱,合金元素不易烧损,焊缝含氧量低,故具有较高塑性和韧性。
用途:配合适当焊丝,可焊接高铬马氏体热强钢如15Cr12MoWV及含铌、含钛的铬镍不锈钢。
说明:HJ151是熔炼型无锰中硅中氟焊剂。
呈蓝灰色至深灰色浮石状颗粒,粒度为10-60目(2.0~0.3mm)。
采用直流电源,焊丝或焊带接正极。
焊接工艺性能良好,脱渣容易,焊道成型美观。
焊接奥氏体不锈钢时,具有增碳少和铬烧损少的特点。
用途:配合奥氏体不锈钢焊丝或焊带如HOCr21Ni10,HOCr20Ni10Ti,HOOCr24Ni12Nb,HOOCr21Ni10Nb,HOOCr21Ni10等进行带极堆焊焊接。
适用于核容器及石油化工设备耐腐蚀层堆焊,压力容器堆焊,热壁加氢炉的制造等。
配合HOOCr16Mn16焊丝可用于高锰钢的补焊。
堆焊层性能:配HOOCr26Ni12过渡层焊接,HOOCr26Ni10作表面层焊带,在厚度50mm,18MnMoNb钢板上堆焊。
1、机械性能(见附表)2、堆焊层增碳≤0.01%,铬烧损≤1.5%。
3、晶间腐蚀试样经敏化处理后通过GB4334.5检验《不锈钢硫酸-硫酸铜腐蚀试验方法》。
焊剂化学成份(Chemical Composition)(%)机械性能:(Mechanical Performance)说明:HJ260是熔炼型低锰高硅中氟焊剂,呈灰色玻璃状颗粒,粒度为10~60目(2.0-0.3mm)。
采用直流电源,焊丝接正极。
电弧稳定,焊道成型美观,脱渣性能良好。
用途:配合奥氏体不锈钢焊丝(如HOCr21Ni10,HOCr20Ni10Ti,H1Cr13,H3Cr13等),焊接相应的耐酸不锈钢结构,也可用于各种连铸辊、热轧辊、中、小型钢轧辊,耐腐轴、轮的埋弧堆焊,堆焊性能优良。
牌号配用焊丝力学性能最低保证值抗拉强度屈服强度伸长率冲击值SJ101 H08MnA 450~550 ≥360≥24≥34(-40)H10Mn2 480~600 ≥400≥24≥34(-40)H08MnMoA 550~650 ≥430≥20≥34(-20)H08Mn2MoA 620~750 ≥500≥20≥34(-20)SJ102 H08MnA 490~560 ≥400≥24≥40(-40)H10Mn2 540~660 ≥450≥24≥60(-40)H08MnMoA 580~690 ≥500≥20≥60(-40)SJ105 WM-210药芯HRC≥45SJ107 H08MnA 450~550 ≥360≥24≥34(-40)H10Mn2 480~600 ≥400≥24≥34(-40)H08MnMoA 550~650 ≥430≥20≥34(-20)H08Mn2MoA 620~750 ≥500≥20≥34(-20)SJ201 H08MnA 460~650 ≥380≥22≥27(-40)H10Mn2 480~690 ≥400≥22≥27(-40)H08Mn2MOA 600~730 ≥450≥22≥27(-40)SJ202 H3Cr2W8 HRC≥50H3Cr2W8VH30CrMnSiSJ301 H08A 460~560 ≥360≥24≥34(-20)H08MnA 500~600 ≥400≥24≥34(-20)H10Mn2 530~630 ≥400≥24≥34(-20)H08MnMoA 600~700 ≥480≥24≥34(-20)SJ401 H08A 410~550 ≥330≥22≥27(0)SJ402 H08A 480~650 ≥400≥22≥34(0)SJ403 H08A 410~550 ≥330≥22≥27(0)YD137 HRC≥35SJ501 H08A 410~550 ≥330≥22≥27(0)H08MnA 480~580 ≥360≥22≥34(0)SJ502 H08A 480~650 ≥400≥22≥27(0)SJ503 H08A 410~550 ≥330≥22≥27(0)H08MnA 480~650 ≥380≥22≥27(-30)SJ601 H0Cr21Ni10 ≥500≥320≥35≥75(20)SJ605 H10MnNiMoA 550~690 ≥460≥20≥27(-20)SJ608 H0Cr21Ni10 ≥500≥320≥35≥75(20)SJ701 H0Cr21Ni10Ti ≥500≥320≥35≥75(20)烧结焊剂的种类很多,按常用的分类方法可划分为:碳素钢用烧结焊剂,合金钢用烧结焊剂和不锈钢用烧结焊剂。
埋弧焊的焊剂和焊丝(1)焊剂的作用及对焊剂的要求焊剂的作用与焊条药皮有相似之处,埋弧焊焊接过程中,熔化的焊剂产生气和渣,有效的保护了电弧和熔池,并防止焊缝金属的氧化,氮化和合金元素的蒸发与烧损,使焊接过程稳定。
焊剂还有脱氧和渗合金的作用。
与焊丝配合使用,使焊缝金属获得所需要的化学成分和机械性能。
(2)焊剂的分类和常用焊剂埋弧焊用焊剂主要按制造方法和化学成分来分:按制造方法分有熔炼焊剂和非熔炼焊剂,非熔炼焊剂又分为粘结焊剂(陶质焊剂)和烧结焊剂,按化学成分分有无锰焊剂,低锰焊剂,中锰焊剂和高锰焊剂。
也有按构造分为玻璃状焊剂和浮石状焊剂;按化学特性分为酸性和碱性焊剂;按用途分为低碳钢,低合金钢和合金钢焊剂等。
一般焊剂在使用前必须再250℃下哄干,并保温1—2h。
(3)焊丝埋弧焊用焊丝与手工电弧焊焊条钢芯同属一个国家标准,即焊接用钢丝。
焊丝直径为1.6mm。
不同牌号焊丝应分类妥善包管,不能混用。
焊前应对焊丝仔细清理,祛除铁锈和油污等杂质,防止焊接时产生气孔等缺陷。
(4)焊剂和焊丝的选配月欲获得高质量的埋弧焊焊接接头,正确选用焊剂是十分重要的。
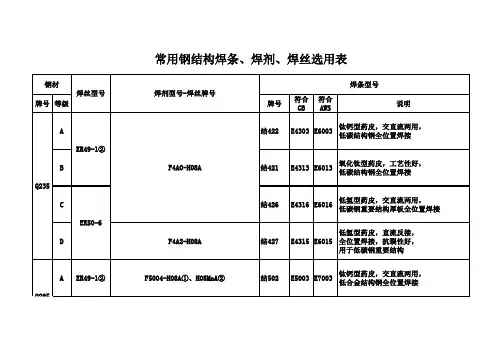
低碳钢的焊接可选用高锰高硅型焊剂,配合H08MnA焊丝,或选用低锰.无锰型焊剂配H08MnA.H10Mn2焊丝。
低合金高强度钢的焊接可选用中锰中硅或低锰中硅型焊剂配合适当低合金高强度钢焊丝。
对于耐热钢.低锰钢.耐蚀钢的焊接可选用中硅或低硅型焊剂配合相应的合金钢焊丝。
铁素体.奥氏体等高合金钢,一般选用碱度较高的熔炼焊剂或烧结.粘结焊剂,以降低合金元素。
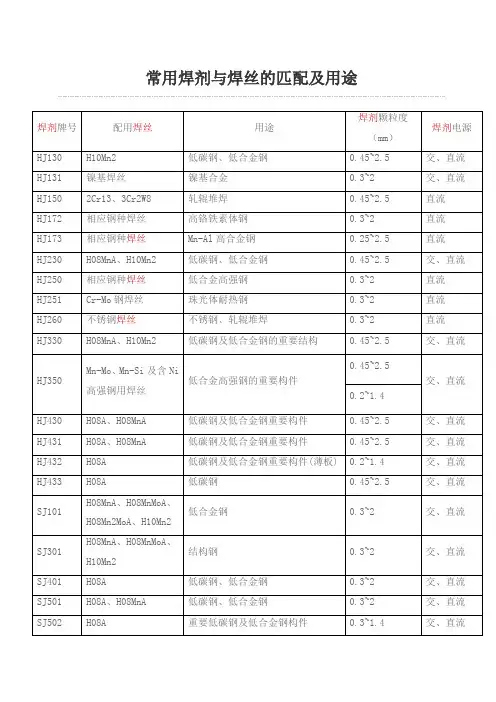
埋弧焊用的焊丝,应根据所焊钢材的类别及对焊接接头性能的要求加以选择,并与适当的焊剂配合使用。
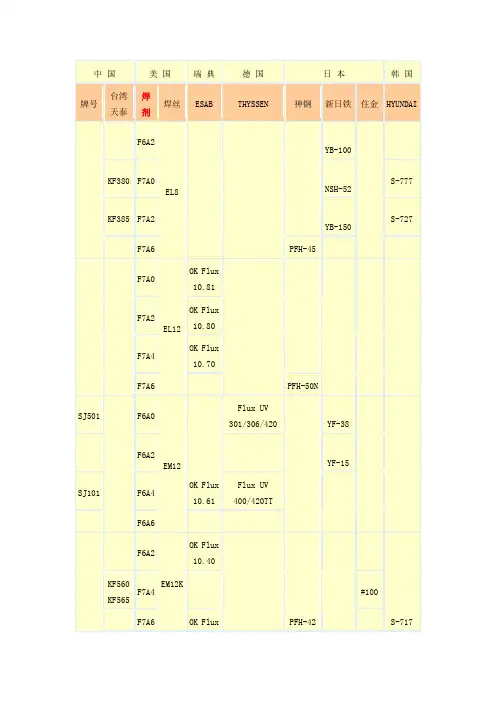
低碳钢和低合金高强度钢焊接应选择与钢材强度相匹配的焊丝;耐热钢和不锈钢的焊接应选择与钢材成分相近的焊丝,不同钢种焊接用的焊剂与焊丝配用见表1。
表1常用埋弧焊剂用途极其配用焊丝关于埋弧焊用焊剂的话题哈尔滨焊接研究所叶栋林教授级高工埋弧焊(含埋弧堆焊及电渣堆焊等)是一种重要的焊接方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。
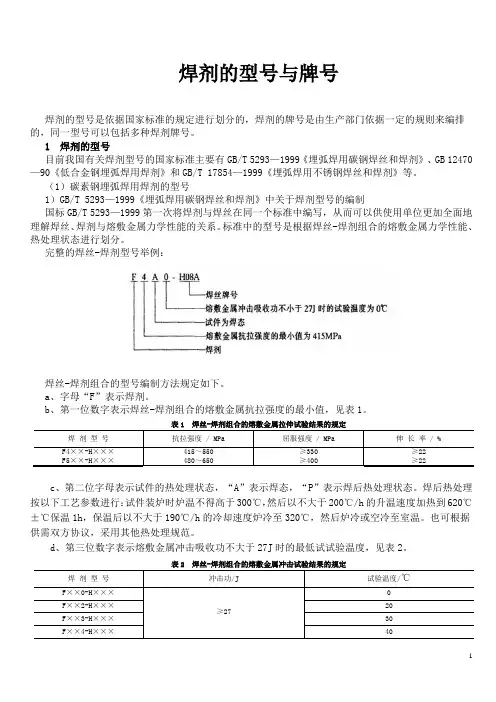
焊剂的型号与牌号焊剂的型号是依据国家标准的规定进行划分的,焊剂的牌号是由生产部门依据一定的规则来编排的,同一型号可以包括多种焊剂牌号。
1 焊剂的型号目前我国有关焊剂型号的国家标准主要有GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB 12470—90《低合金钢埋弧焊用焊剂》和GB/T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》等。
(1)碳素钢埋弧焊用焊剂的型号1)GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》中关于焊剂型号的编制国标GB/T 5293—1999第一次将焊剂与焊丝在同一个标准中编写,从而可以供使用单位更加全面地理解焊丝、焊剂与熔敷金属力学性能的关系。
标准中的型号是根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
完整的焊丝-焊剂型号举例:焊丝-焊剂组合的型号编制方法规定如下。
a、字母“F”表示焊剂。
b、第一位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值,见表1。
焊剂型号抗拉强度 / MPa 屈服强度 / MPa 伸长率 / %F4××-H×××F5××-H×××415~550480~650≥330≥400≥22≥22c、第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态。
焊后热处理按以下工艺参数进行:试件装炉时炉温不得高于300℃,然后以不大于200℃/h的升温速度加热到620℃±℃保温1h,保温后以不大于190℃/h的冷却速度炉冷至320℃,然后炉冷或空冷至室温。
也可根据供需双方协议,采用其他热处理规范。
d、第三位数字表示熔敷金属冲击吸收功不大于27J时的最低试试验温度,见表2。
焊剂型号冲击功/J 试验温度/℃F××0-H×××≥27 0F××2-H×××20 F××3-H×××30 F××4-H×××40F××5-H×××50F××6-H×××60e、“-”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957,其中“H”表示焊丝,字母后面的两位数字表示焊丝中平均碳含量,如有其他化学成分,在字母的后面用元素符号表示,牌号最后的A、E、C 分别表示S、P杂质含量的等级。
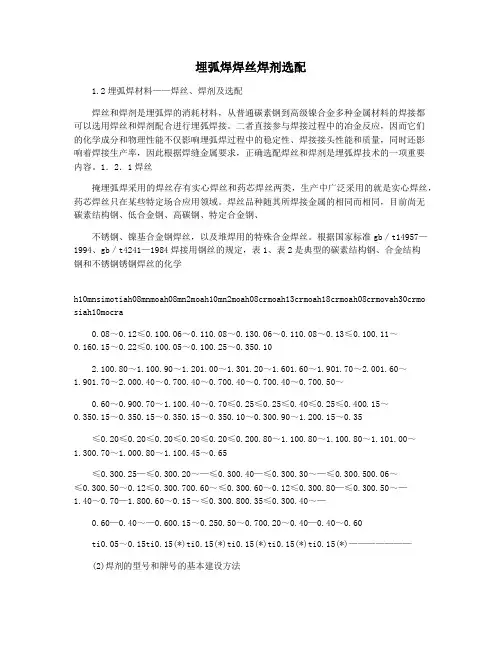
埋弧焊焊丝焊剂选配1.2埋弧焊材料——焊丝、焊剂及选配焊丝和焊剂是埋弧焊的消耗材料,从普通碳素钢到高级镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
二者直接参与焊接过程中的冶金反应,因而它们的化学成分和物理性能不仅影响埋弧焊过程中的稳定性、焊接接头性能和质量,同时还影响着焊接生产率,因此根据焊缝金属要求,正确选配焊丝和焊剂是埋弧焊技术的一项重要内容。
1.2.1焊丝掩埋弧焊采用的焊丝存有实心焊丝和药芯焊丝两类,生产中广泛采用的就是实心焊丝,药芯焊丝只在某些特定场合应用领域。
焊丝品种随其所焊接金属的相同而相同,目前尚无碳素结构钢、低合金钢、高碳钢、特定合金钢、不锈钢、镍基合金钢焊丝,以及堆焊用的特殊合金焊丝。
根据国家标准gb/t14957—1994、gb/t4241—1984焊接用钢丝的规定,表1、表2是典型的碳素结构钢、合金结构钢和不锈钢锈钢焊丝的化学h10mnsimotiah08mnmoah08mn2moah10mn2moah08crmoah13crmoah18crmoah08crmovah30crmo siah10mocra0.08~0.12≤0.100.06~0.110.08~0.130.06~0.110.08~0.13≤0.100.11~0.160.15~0.22≤0.100.05~0.100.25~0.350.102.100.80~1.100.90~1.201.00~1.301.20~1.601.60~1.901.70~2.001.60~1.901.70~2.000.40~0.700.40~0.700.40~0.700.40~0.700.50~0.60~0.900.70~1.100.40~0.70≤0.25≤0.25≤0.40≤0.25≤0.400.15~0.350.15~0.350.15~0.350.15~0.350.10~0.300.90~1.200.15~0.35≤0.20≤0.20≤0.20≤0.20≤0.20≤0.200.80~1.100.80~1.100.80~1.101.00~1.300.70~1.000.80~1.100.45~0.65≤0.300.25—≤0.300.20~—≤0.300.40—≤0.300.30~—≤0.300.500.06~≤0.300.50~0.12≤0.300.700.60~≤0.300.60~0.12≤0.300.80—≤0.300.50~—1.40~0.70—1.800.60~0.15~≤0.300.800.35≤0.300.40~—0.60—0.40~—0.600.15~0.250.50~0.700.20~0.40—0.40~0.60ti0.05~0.15ti0.15(*)ti0.15(*)ti0.15(*)ti0.15(*)ti0.15(*)———————(2)焊剂的型号和牌号的基本建设方法1)焊剂的型号焊剂的型号是按照国家标准划分的,我国的现行gb5293—1999《埋弧焊用碳钢焊丝和焊剂》中规定:焊剂型号划分原则是依据埋弧焊焊缝金属的力学性能。

常用焊接材料选用表一、一般情况下的焊材选用注:(1)焊接二、三类容器承压焊缝时,必须选用结427焊条。
(2)对于16MnR、15MnVR钢,在下列情况之一者,必须选用J507焊条:a)产品工作压力:Pg≥16Kg/cm2的容器承压焊缝;b)产品工作温度:T≤-20℃的容器承压焊缝;c)盛装液化石油气等易燃介质容器的承压焊缝;d)筒体板厚δ≥20mm,且整个焊缝厚度全部由手工焊完成的承压焊缝,包括接管外补强圈的外角缝。
(对于板厚δ≥20mm的筒体环缝自动焊手工焊打底焊缝除外);e)焊接操作环境温度低于0℃时,除上述情况外,均可选用J502焊条施焊(包括δ≥20mm的自动焊手工打底焊缝)。
(3)对于16MnR、15MnVR钢的自动焊丝选用如下:当需要预热焊接时(即16MnR δ>30mm,15MnVR δ>28mm)均需选用高档的焊材。
16MnR应选用H10MnSi;15MnVR 应选用H108MnMoA,否则选用低档焊丝。
(4)18MnMoNbR自动焊时,本选用250焊剂,但鉴于目前国内不生产该种焊剂,故采用250G焊剂代用。
(5)与之相对应的美国牌号为:ASTM A387-72a标准中:A387BASTM A387-74a标准中:A387Gr12(6)与之相对应的美国牌号为:ASTM A387-72a标准中:A387DASTM A387-74a标准中:A387Gr22(7)a) 按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0.08%,故相当于0Cr13。
b) 表中所列的奥302焊条只限于复合板的复层材质为SUS403、SUS405或板厚δ≤6mm的单层钢板焊接时所用。
其它情况下应另行考虑焊材。
二、复合钢板焊接情况下的焊材选用三、异种钢板焊接情况下的焊材选用四、当封头或筒体需要经过正火处理或相当于正火温度下加热(热冲压成型)时,若封头拼板缝或筒体纵缝是用埋弧自动焊接时为保证焊缝强度不低于母材,其自动焊丝不能按表1选取,而应按表4选用。
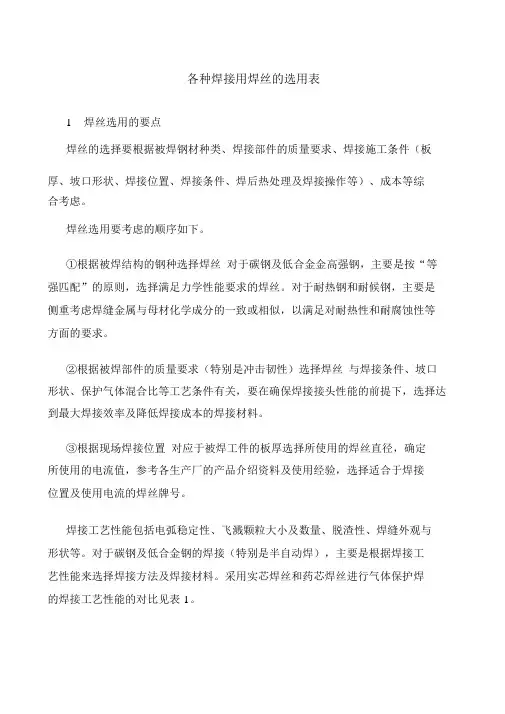
各种焊接用焊丝的选用表1焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下。
①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。
对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。
对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。
采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表 1。
平焊操作难易横角焊立焊焊缝外观其他表 1实芯焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比实芯焊丝CO 焊接,药芯焊丝焊接工艺性能2熔渣型金属粉型22CO 焊接Ar+CO焊接超薄板(δ≤ 2mm)稍差优稍差稍差薄板(δ<6mm)一般优优优中板(δ>6mm)良好良好良好良好厚板(δ> 25mm)良好良好良好良好单层一般良好优良好多层一般良好优良好向下良好优优稍差向下良好良好优稍差平焊一般优优良好横角焊稍差优优良好立焊一般优优一般仰焊稍差良好优稍差电弧稳定性一般优优优熔深优优优优飞溅稍差优优优脱渣性——优稍差咬边优优优优2实芯焊丝的选用(1)埋弧焊焊丝焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
堆焊焊剂常用各种焊丝型号一、一般常用焊丝1、DY-YJ502(Q)钛型渣系的药芯焊丝。
工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以达到船级社3y级认证。
广泛用于造船、钢结构、桥梁等。
2、DY-YJ507(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,具有优良的低温抗裂性能。
-40度冲击功可达到80以上。
用于机械制造、水电、石油化工设备等。
3、DY-YJ607(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,适用于60公斤级高强高韧性钢的焊接。
4、YJ502CrNiCu(Q)钛型全位置焊接药芯焊丝。
用于耐大气腐蚀钢的焊接。
如海洋平台的焊接用。
5、YJ502Ni(Q)钛型全位置焊接药芯焊丝。
低温冲击吸收功高,满足-40度气温下金属结构的使用。
二、耐热钢系列药芯焊丝1、DY-YR302(Q)钛型渣系的药芯焊丝,适用于和耐热钢的焊接用,广泛用于锅炉压力容器行业。
2、DY-YR312(Q)适用于12CrMoV珠光体耐热钢的焊接,广泛用于锅炉压力容器行业。
3、DY-YR317(Q)碱性渣系药芯焊丝。
适用于12CrMoV珠光体耐热钢的焊接,具有优良的低温冲击性能。
4、DY-YR402(Q)用于耐热钢焊接。
三、不锈钢用气保护焊药性焊丝1、DY-YA308(Q)18%Cr-8%Ni不锈钢焊接用。
2、DY-YA308L(Q)超低碳18%Cr-8%Ni不锈钢焊接用。
3、DY-YA309(Q)异种钢焊接或复合钢板及堆焊不锈钢时过渡层焊接用。
4、DY-YA316(Q)18%Cr-12%Ni不锈钢焊接用。
四、气保护堆焊药芯焊丝1、DY-YD350(Q)广泛用于堆焊金属间磨损部件和轻度的土砂磨损的部件,HRC35.2、DY-YD450(Q)适于堆焊耐土砂磨损和耐金属间磨损的部件,HRC45.3、DY-YD600(Q)广泛用于耐土砂磨损的部件,HRC55-60.五、埋弧堆焊药芯焊丝1、DY-YD14(M)主要用于碳钢和低合金钢零部件的修复或作其它堆焊材料的过渡层,HRC26±2.2、DY-YD224B(M)主要用于热轧辊和其它耐磨损件的堆焊和修复,HRC59.3、DY-YD420(M)含铬13%的马氏体型堆焊药芯焊丝,耐腐蚀,耐磨损。
堆焊焊剂常用各种焊丝型号一、一般常用焊丝1、DY-YJ502(Q)钛型渣系的药芯焊丝。
工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以达到船级社3y级认证。
广泛用于造船、钢结构、桥梁等。
2、DY-YJ507(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,具有优良的低温抗裂性能。
-40度冲击功可达到80以上。
用于机械制造、水电、石油化工设备等。
3、DY-YJ607(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,适用于60公斤级高强高韧性钢的焊接。
4、YJ502CrNiCu(Q)钛型全位置焊接药芯焊丝。
用于耐大气腐蚀钢的焊接。
如海洋平台的焊接用。
5、YJ502Ni(Q)钛型全位置焊接药芯焊丝。
低温冲击吸收功高,满足-40度气温下金属结构的使用。
二、耐热钢系列药芯焊丝1、DY-YR302(Q)钛型渣系的药芯焊丝,适用于和耐热钢的焊接用,广泛用于锅炉压力容器行业。
2、DY-YR312(Q)适用于12CrMoV珠光体耐热钢的焊接,广泛用于锅炉压力容器行业。
3、DY-YR317(Q)碱性渣系药芯焊丝。
适用于12CrMoV珠光体耐热钢的焊接,具有优良的低温冲击性能。
4、DY-YR402(Q)用于耐热钢焊接。
三、不锈钢用气保护焊药性焊丝1、DY-YA308(Q)18%Cr-8%Ni不锈钢焊接用。
2、DY-YA308L(Q)超低碳18%Cr-8%Ni不锈钢焊接用。
3、DY-YA309(Q)异种钢焊接或复合钢板及堆焊不锈钢时过渡层焊接用。
4、DY-YA316(Q)18%Cr-12%Ni不锈钢焊接用。
四、气保护堆焊药芯焊丝1、DY-YD350(Q)广泛用于堆焊金属间磨损部件和轻度的土砂磨损的部件,HRC35.2、DY-YD450(Q)适于堆焊耐土砂磨损和耐金属间磨损的部件,HRC45.3、DY-YD600(Q)广泛用于耐土砂磨损的部件,HRC55-60.五、埋弧堆焊药芯焊丝1、DY-YD14(M)主要用于碳钢和低合金钢零部件的修复或作其它堆焊材料的过渡层,HRC26±2.2、DY-YD224B(M)主要用于热轧辊和其它耐磨损件的堆焊和修复,HRC59.3、DY-YD420(M)含铬13%的马氏体型堆焊药芯焊丝,耐腐蚀,耐磨损。
(完整版)焊剂的型号与牌号焊剂的型号与牌号焊剂的型号是依据国家标准的规定进⾏划分的,焊剂的牌号是由⽣产部门依据⼀定的规则来编排的,同⼀型号可以包括多种焊剂牌号。
1 焊剂的型号⽬前我国有关焊剂型号的国家标准主要有GB/T 5293—1999《埋弧焊⽤碳钢焊丝和焊剂》、GB 12470—90《低合⾦钢埋弧焊⽤焊剂》和GB/T 17854—1999《埋弧焊⽤不锈钢焊丝和焊剂》等。
(1)碳素钢埋弧焊⽤焊剂的型号1)GB/T 5293—1999《埋弧焊⽤碳钢焊丝和焊剂》中关于焊剂型号的编制国标GB/T 5293—1999第⼀次将焊剂与焊丝在同⼀个标准中编写,从⽽可以供使⽤单位更加全⾯地理解焊丝、焊剂与熔敷⾦属⼒学性能的关系。
标准中的型号是根据焊丝-焊剂组合的熔敷⾦属⼒学性能、热处理状态进⾏划分。
完整的焊丝-焊剂型号举例:焊丝-焊剂组合的型号编制⽅法规定如下。
a、字母“F”表⽰焊剂。
b、第⼀位数字表⽰焊丝-焊剂组合的熔敷⾦属抗拉强度的最⼩值,见表1。
焊剂型号抗拉强度 / MPa 屈服强度 / MPa 伸长率 / %F4××-H×××F5××-H×××415~550480~650≥330≥400≥22≥22c、第⼆位字母表⽰试件的热处理状态,“A”表⽰焊态,“P”表⽰焊后热处理状态。
焊后热处理按以下⼯艺参数进⾏:试件装炉时炉温不得⾼于300℃,然后以不⼤于200℃/h的升温速度加热到620℃±℃保温1h,保温后以不⼤于190℃/h的冷却速度炉冷⾄320℃,然后炉冷或空冷⾄室温。
也可根据供需双⽅协议,采⽤其他热处理规范。
d、第三位数字表⽰熔敷⾦属冲击吸收功不⼤于27J时的最低试试验温度,见表2。
焊剂型号冲击功/J 试验温度/℃F××0-H×××≥27 0F××2-H×××20 F××3-H×××30 F××4-H×××40F××5-H×××50F××6-H×××60e、“-”后⾯表⽰焊丝的牌号,焊丝的牌号按GB/T 14957,其中“H”表⽰焊丝,字母后⾯的两位数字表⽰焊丝中平均碳含量,如有其他化学成分,在字母的后⾯⽤元素符号表⽰,牌号最后的A、E、C 分别表⽰S、P杂质含量的等级。
牌号配用焊丝力学性能最低保证值抗拉强度屈服强度伸长率冲击值SJ101 H08MnA 450~550 ≥360≥24≥34(-40)H10Mn2 480~600 ≥400≥24≥34(-40)H08MnMoA 550~650 ≥430≥20≥34(-20)H08Mn2MoA 620~750 ≥500≥20≥34(-20)SJ102 H08MnA 490~560 ≥400≥24≥40(-40)H10Mn2 540~660 ≥450≥24≥60(-40)H08MnMoA 580~690 ≥500≥20≥60(-40)SJ105 WM-210药芯HRC≥45SJ107 H08MnA 450~550 ≥360≥24≥34(-40)H10Mn2 480~600 ≥400≥24≥34(-40)H08MnMoA 550~650 ≥430≥20≥34(-20)H08Mn2MoA 620~750 ≥500≥20≥34(-20)SJ201 H08MnA 460~650 ≥380≥22≥27(-40)H10Mn2 480~690 ≥400≥22≥27(-40)H08Mn2MOA 600~730 ≥450≥22≥27(-40)SJ202 H3Cr2W8 HRC≥50H3Cr2W8VH30CrMnSiSJ301 H08A 460~560 ≥360≥24≥34(-20)H08MnA 500~600 ≥400≥24≥34(-20)H10Mn2 530~630 ≥400≥24≥34(-20)H08MnMoA 600~700 ≥480≥24≥34(-20)SJ401 H08A 410~550 ≥330≥22≥27(0)SJ402 H08A 480~650 ≥400≥22≥34(0)SJ403 H08A 410~550 ≥330≥22≥27(0)YD137 HRC≥35SJ501 H08A 410~550 ≥330≥22≥27(0)H08MnA 480~580 ≥360≥22≥34(0)SJ502 H08A 480~650 ≥400≥22≥27(0)SJ503 H08A 410~550 ≥330≥22≥27(0)H08MnA 480~650 ≥380≥22≥27(-30)SJ601 H0Cr21Ni10 ≥500≥320≥35≥75(20)SJ605 H10MnNiMoA 550~690 ≥460≥20≥27(-20)SJ608 H0Cr21Ni10 ≥500≥320≥35≥75(20)SJ701 H0Cr21Ni10Ti ≥500≥320≥35≥75(20)烧结焊剂的种类很多,按常用的分类方法可划分为:碳素钢用烧结焊剂,合金钢用烧结焊剂和不锈钢用烧结焊剂。