自动焊锡机操作手册
- 格式:doc
- 大小:2.72 MB
- 文档页数:4
自动焊锡机全自动焊接设备使用方
法
1、确定设备的接线,焊锡机的电源是三相四线,接线时需要注意线的分枝和标号,必须与标准规定一致,否则容易出现不能正常工作的情况。
2、开机前,先将设备上的急停开关拨到复位位置,然后按下机器的开机开关。
3、检查机器的运行状态,看看液压系统、气流系统以及其他部件是否正常,如果发现有问题,立即处理。
4、使用调试软件,对机器进行精确的调整,确保机器在高速运行状态下工作时能够达到最佳效果。
5、根据实际生产要求,选择合适的焊锡方法,并装上焊接电极,直到所有的焊接部件安装完毕。
6、将焊枪置于指定的焊接位置,按下开始按钮,让机器完成自动焊接。
7、当焊接完成后,应及时检查和清理焊接后的物件,检查焊接状态是否达到要求,确保产品的品质。
8、完成生产后,关闭机器,检查机器的使用状态,并对其进行保养。
自动焊锡机简介和使用说明书一、自动焊锡机功能简介1. 用于焊接各类电子元件和线材,具有点焊和拖焊功能。
2. 海量存储,满足所有需求,可存储9999个型号,每个型号可以设定999步。
3. 具有4轴位置移动加1轴自动出锡功能。
4. 密码保护功能,确保系统和型号参数安全可靠。
5. 单步和试步功能方便用于调机测试。
6. 校准功能用于不同机器的参数复制后的位置校准。
7. 具有中文和英文版本供客户选择。
8. 具有多种灵活的型号调试和编辑方法。
9. 自动清洗焊头功能。
10. 可根据客户需要定制功能。
二、应用范围焊锡机器人应用于电子制造业,主要针对回流焊、波峰焊等生产设备很难达到的工艺制程,特别适用于混装电路板、热敏感元器件、SMT后段工序中敏感器件的焊接。
焊锡机器人代替人工焊接,提高工作效率,改善焊接质量。
三、硬件安装要求1. 外接220V/50Hz市制交流电。
2. 确保机箱外接地线,以确保机器稳定运行和保护PCB版。
3. 清洗功能需要配置压缩气体。
四、软件配置1. 系统参数设置注意:进入系统参数设置前需要输入系统密码;系统参数修改后请按复位按键2. 型号参数设置4. 厂家参数设置五、操作例子1. 系统参数设置在主界面点击”系统参数设置”按键。
屏幕显示虚拟键盘要求输入系统密码。
输入正确后进入系统参数设置界面。
查看并确认需要修改系统参数后,点击参数数字框。
点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
修改完毕保存并退出虚拟键盘。
修改完成所有参数后,按”保存”按键将参数存入U盘。
最后按”复位”按键应用系统参数(注意:没有执行该步骤会造成系统混乱或损坏电机)。
2. 型号参数设置在主界面点击”型号参数设置”按键。
屏幕显示虚拟键盘要求输入型号密码。
输入正确后进入型号参数设置界面。
通过遥控器控制XYZR各轴移动到合适的坐标位置定位结束后,按”存XX坐标”保存各点坐标点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
全自动焊锡机控制系统用户手册版权说明本手册未经本公司书面许可,任何人或组织不得翻印、翻译和抄袭。
本手册中的信息资料仅供参考。
由于改进设计和功能等原因,本公司保留对本资料的最终解释权,内容如有更改,恕不另行通知。
调试设备要注意安全!用户必须在设备中设计有效的安全保护装置,否则所造成的损失,本公司没有义务或责任负责。
目录系统概述 (3)一.欢迎界面 (3)二.主界面 (3)三.手动操作 (8)四.I/O调测 (9)五.参数设置 (10)5.1速度设置 (11)5.2限位设置 (12)5.3零点设置 (13)5.4其它设置 (13)5.5当量设置 (15)5.6密码设置 (15)5.7复位设置 (16)5.8工艺设置 (17)六.档案管理 (18)七.档案编程 (21)7.1空移 (23)7.2点焊 (23)7.3侧焊 (25)7.4焊接起点 (26)7.5拖焊 (27)7.6等待输入 (28)7.7输出 (28)7.8暂停 (29)7.7延时 (30)7.8旋转定位 (31)7.9循环 (32)7.10条件跳转 (34)7.11输出等待 (35)7.13矩阵 (36)7.14档案调用 (37)7.15程序结束 (37)八.报警 (38)九.调机指引 (42)步骤 (42)系统概述本系统适用于各类焊锡机,具有自动送锡功能,可扩展至双工位。
一.欢迎界面见图1.1。
触摸该界面可以进入主界面。
图1.1二.主界面进入到系统主界面,见图2.1。
主界面用于自动加工时的界面显示以及待机模式下档案操作和设备调试。
图2.11,格式为:当前档案号/总档案数,当前档案号表示正在执行的档案,总档案数表示系统中存在的总档案个数。
当前档案号可以直接输入选择档案。
2,档案名称对应当前档案号,选择当前档案号后,档案名称将自动更新显示。
3,格式为:当前步序/总步序数,当前步序为当前档案正在执行或将要执行的步序,总步序数为当前档案总的步序数。
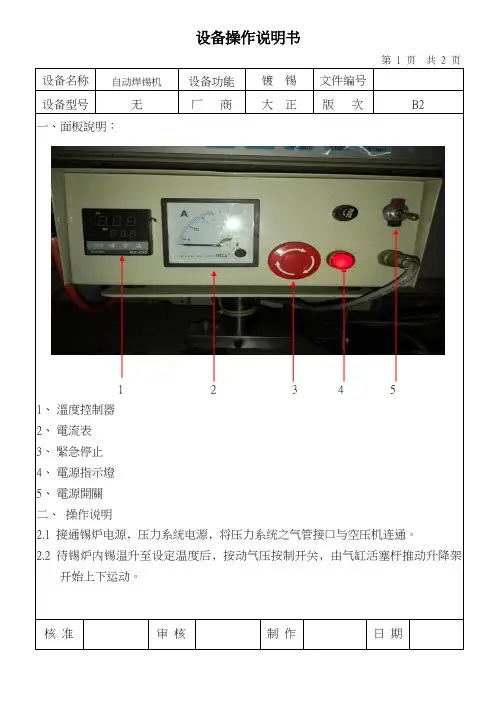
全自动焊锡机操作规程
1、安全事项
(1)使用前要先安装设备,电压必须符合安全规定;
(2)检查机器的电源线、连接线、静电棒等是否损坏,有无漏电现象;
(3)使用前,要检查设备外表的有无拆开过的痕迹,以确定设备未经拆动;
(4)调整焊锡机的焊接电压前,首先要检查机器是否有故障,要避免端子引起的火花冲击;
(5)定期检查焊锡机的各种部件,尤其是热料的焊锡和金属的机械结构;
(6)维护时,要检查锡料、金属机械结构等,确保工作的安全性。
2、操作步骤
(1)先检查电源,然后将设备放置在平稳的地面上,连接上电源;
(2)拆开锡料包装,然后放置在装有锡料的盒子中;
(3)将锡料装到焊锡机中;
(4)调节焊锡机参数,包括焊接电压、温度、焊接频率等;
(5)操作前,点击“开始”按钮,焊锡机开始工作;
(6)操作员在安全范围内,使用手动操作手柄,将焊接件布置到右端的焊接台上;
(7)焊锡机中的焊料将定位到所需焊接位置;
(8)焊接时必须采用双方向焊接,以确保焊点的质量;(9)焊接完成后,操作员可以控制焊锡机进入下一次焊接;。
自动焊锡机使用操作手册操作前请仔细阅读本操作手册(以免因操作失误给机器与个人带来的损害)警告本机器所使用的电源电压为220V,50~60Hz ,触摸电源会产生致命事故本机器应放置在室内使用。
由于存在烫伤的危险,所以更换烙铁头或调机时,应关闭加温电源,待其冷却至室温,再更换烙铁头或调机。
高温危险,切勿触及烙铁头与附近的金属部份。
切勿以敲击烙铁头方式来清除焊接残余,此举可能严重震损发热芯与降低定位精度。
焊接时烙铁头冒烟,工场应有良好的通风设施。
使用烙铁时,不可作任何可能伤害身体或损坏物体的妄动。
一、概述本机器为全自动焊锡机,焊接简单容易。
结合人机界面触摸操作显示屏更使的操作简单;采用气动代替手工速度快且安全可靠。
夹具配有强力磁铁可使得定位准确且可靠;送锡丝采用步进电机驱动,出锡精确且可灵活控制。
送锡速度、时间、回锡量均可调节,工作效率显著提高。
组合结构优化,无须另配焊台,铬铁头更换快捷方便,所配烙铁发热体为日本进口陶瓷发热体,升温快且稳定,安全可靠。
二单套焊台与发热体1.规格:发热体工作电压 24V烙铁温度 200℃~480℃温度稳定±2℃烙铁头漏电压 <2mV对地电阻 <2Ω电机步进电机/直流变速电机出锡速度约2.7mm/s~27mm/s(36º/s~360º/S)出锡量 0~150mm锡线直径、、、、、、(mm)2.特点:烙铁发热体采用日本进口陶瓷发热体,RTD传感器控温,升温速度极快且温度稳定,加热电压24V。
防静电设计,能避免敏感电子零件因静电而受损坏。
全自动与手动送锡模式可供选择。
4. 烙铁头的使用与保养;a;选择适当的温度,过高的温度会减弱烙铁头的功能、加快其氧化,相对缩短使用寿命。
在能够工作的情况下,尽量使用较低的温度,较低的温度也可以充分焊接,且可分保护对于温度敏感之元件。
一般建议使用温度350~380度。
1.5mm以下小焊点350~360度,2.5mm以上大焊点370~380度B;烙铁头第一次使用时,务必先将烙铁头温度调至220度,让烙铁头的上锡部位充分吃锡,最好是浸泡在锡堆里5分钟,然后在清洁海绵上擦拭干净,并把烙铁温度再次调至300度,重复上述程序,最后把烙铁温度调至所需使用温度进行使用。
全自动焊锡机操作方法
以下是全自动焊锡机的操作方法:
1. 首先,将焊锡材料(如焊锡丝)加载到机器的焊锡材料装置中,确保装置中有足够的焊锡材料供应。
2. 调整焊锡机的参数,包括温度、速度和时间等参数,以适应所需的焊接要求。
通常,焊锡机上会有相应的控制面板或操作界面,您可以使用它们来调整参数。
3. 清洁工作区域,并确保焊锡机周围没有任何杂物或阻碍物。
4. 启动焊锡机。
通常有一个开关或按钮可以启动机器。
启动后,焊锡机会进入准备状态,并开始预热。
5. 当焊锡机预热完成后,将待焊接的零件放置到焊锡机的焊接台上。
确保零件放置正确,并且不会滑动或移动。
6. 观察焊锡机的工作状态,确保焊锡丝从焊锡材料装置中正常供应,并且焊接头按照预设的参数进行焊接。
7. 等待焊接完成。
焊锡机会自动完成焊接过程,并在完成后停止工作。
8. 取出焊接完成的零件,检查焊接质量。
如果需要重新焊接或进行修复,请处理相应的问题。
9. 关闭焊锡机。
根据机器的设计,您可以通过按下一个按钮或拨动一个开关来关闭焊锡机。
请注意,不同型号和品牌的全自动焊锡机可能会有略微不同的操作方法和参数设置。
因此,在操作焊锡机之前,请务必阅读和理解相关的操作手册,并按照制造商的指示进行操作。
东莞全自动焊锡机操作方法
1. 准备工作:将焊锡机放置在平稳的工作台上,连接电源和气源。
确保焊锡机的电源和气源正常供应。
2. 打开电源开关,将焊锡机的温度调节到所需的焊锡温度。
根据不同的焊接要求,可以调整焊锡温度和焊锡时间。
3. 准备焊锡丝,并将焊锡丝放置在焊锡机的焊锡丝装置中。
确保焊锡丝的供应顺畅。
4. 调整焊锡机的锡嘴和焊锡头,使其和要焊接的工件保持合适的接触角度。
5. 将要焊接的工件放置在焊锡机的工作平台上,确保工件的位置准确。
6. 按下开始按钮或脚踏开关,焊锡机开始自动工作。
焊锡机会自动将焊锡丝加热溶化并涂覆在工件上。
7. 等待焊锡完成,焊锡机会自动停止工作。
移除焊接完成的工件。
8. 关闭电源开关,清理焊锡机的渣滓和杂质,确保焊锡机的清洁和安全。
注意事项:
- 在操作焊锡机之前,确保读取并了解焊锡机的操作手册,并严格按照操作规程进行操作,确保操作的安全性。
- 在操作焊锡机时,要时刻保持警惕,避免手部或其他部位接触到高温的焊锡丝、焊锡嘴等部件,以免造成烫伤。
- 在清理焊锡机时,务必先关闭电源,等待焊锡机冷却后再进行清理工作,以免触电或受伤。
自动焊锡机安全操作规程(最新版)The safety operation procedure is a very detailed operation description of the work content in the form of work flow, and each action is described in words.( 安全管理 )单位:______________________姓名:______________________日期:______________________编号:YK-AQ-0752自动焊锡机安全操作规程(最新版)自动焊锡机安全操作规程适合以下型号:WD-6202、WD-6203A、ETS-2E、YCH-2A、YCH-2R、QF-360A、QF-360B以及手镀锡锅一:作业前1.作业前操作员工应正确配戴防护口罩;严格按该类设备的点检制度进行点检,并做好记录;2.每日工作前,清理锡锅周围的锡渣和锡炉内壁的杂质。
二:作业中1.接通电源,置焊锡机的电源开关于“开(ON)”的状态;2.设置温度的方法:(1):(按“︽”键设置温度上升,按“︾”键设置温度下降,SV栏显示设置温度,PV栏显示测量温度。
(适用于ETS-2E、ETS-2MT);(2):先按SET键,SV栏显示温度闪烁,用△向上为数字加,▽向下为数字减。
<选择个、十、佰位数字键键。
(适用于WD-6202、WD-6203A、YCH-2A、YCH-2R、QF-360A、QF-360B);3、当锡锅加热焊锡至熔化状态后,打开气阀,检查气压是否大于O.4Mpa,大于O.4Mpa为正常情况,否则及时通知维修工和班组长;4.焊锡机显示温度为锡炉内感温头测量的温度,比实际焊锡温度不同,以使用温度量具测量的温度为准,镀锡温度必须符《一次镀锡工艺规程》中的相应要求。
5.锡锅的锡面必须水平。
锡面不平时必须停止生产并通知维修工;6.程序设置:根据产品浸锡工艺要求,确定程序段数、段数范围;1)按[起始步序]→输入起始数→按[输入],2)按[结束步序]→输入结束段数→[输入],3)按[步序设定]→按[输入],4)设定焊锡机程序的方法:首先复位,用步序设定和输入键来选择预热点、焊锡点、焊锡脱离、预热时间、焊锡时间、预热速度、焊锡速度、角度、拔焊(亮灯有效)、焊杯(亮灯有效)等参数。
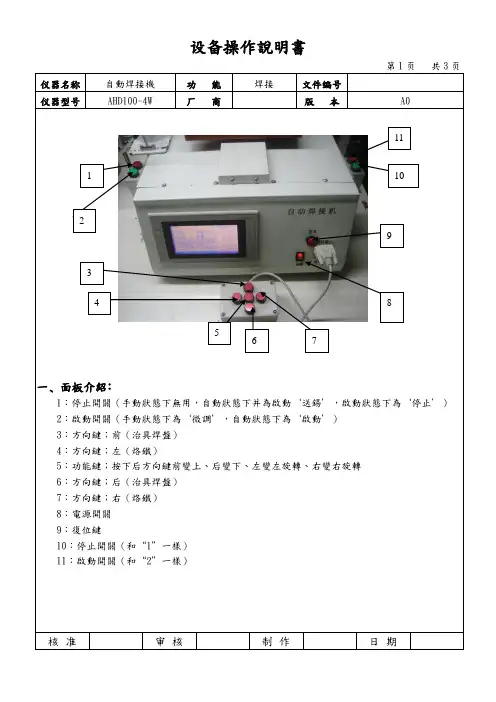
设备操作說明書仪器名称 自動焊接機 功 能 焊接 文件编号 仪器型号AHD100-4W厂 商版 本A0一﹑面板介紹﹕1:停止開關(手動狀態下無用,自動狀態下并為啟動‘送錫’,啟動狀態下為‘停止’) 2:啟動開關(手動狀態下為‘微調’,自動狀態下為‘啟動’) 3:方向鍵;前(治具焊盤) 4:方向鍵;左(烙鐵)5:功能鍵;按下后方向鍵前變上、后變下、左變左旋轉、右變右旋轉 6:方向鍵;后(治具焊盤) 7:方向鍵;右(烙鐵) 8:電源開關 9:復位鍵10:停止開關(和“1”一樣) 11:啟動開關(和“2”一樣)核 准 审 核 制 作 日 期176 543 21110 98设备操作說明書仪器名称自動焊接機功能焊接文件编号仪器型号AHD100-4W 厂商版本A0二﹑設置資料﹕1.清洗烙鐵頭;1.1、打開電源開關后進入圖1畫面,用手指點下‘Sys’進入圖2畫面,1.2、用方向鍵調試烙鐵頭到氣槍前,保證氣槍可以吹到烙鐵頭上的錫絲。
設置清洗角度、清洗高度、吹氣時間。
1.3、設置好后點下圖2中的‘清洗’,看下是否能洗到烙鐵頭,完成后點‘保存’按鍵。
圖1 圖22.拖焊;2.1、在圖1中點‘設定’按鍵進入圖3.2.2、在圖3中先設置步驟,剛清洗是步驟1,到現在是步驟2。
用手點數字‘2’然後在點‘’鍵。
2.3、設置‘類型’,‘類型1’為清洗、‘類型2’為拖焊、‘類型3’結束、‘類型4’點焊、‘類型5’氣缸、‘類型6’跳過。
2.4、用方向鍵調試烙鐵到產品左邊如圖4按‘起點存’鍵0.2秒保圖3存當前所調試烙鐵所在的位置。
核准审核制作日期設備操作說明書仪器名称自動焊接機功能焊接文件编号仪器型号AHD100-4W 厂商版本A02.5、用方向鍵調試烙鐵到產品右邊,確保烙鐵由左拖到右的過程中每個產品都能鍍到錫。
如圖5按‘終點存’鍵0.2秒保存當前所調試烙鐵所在的位置。
2.6、按‘起點存’后的A鍵,烙鐵自動回到產品的左邊,用方向鍵調試烙鐵到產品的第二排,在設置提升H(烙鐵提升的高度)、拖焊S(烙鐵由左拖焊到右的速度)、送錫S(烙鐵由左拖焊到右送錫的速度)。
自动焊锡机操作规程
《自动焊锡机操作规程》
一、前言
自动焊锡机是一种用于电子元件焊接的设备,能够提高焊接效率、减少人工操作的劳动强度。
为了保证自动焊锡机的正常运行和操作人员的安全,制定本规程。
二、操作流程
1. 打开电源开关,确认设备正常工作。
2. 调整焊锡温度和速度,根据焊接材料和要求进行设置。
3. 安装好焊接工件,确保工件固定并且与焊接头接触良好。
4. 按下启动按钮,开始自动焊接。
5. 注意观察焊接过程中的工件情况,确保焊接质量。
6. 焊接完成后,关闭设备电源,清理焊锡残渣和杂物。
三、安全注意事项
1. 操作人员必须穿戴好防护设备,包括手套、护目镜等。
2. 在操作过程中,禁止将手伸入设备内部。
3. 禁止在设备运行时随意更改参数或调整设备。
4. 在设备故障或异常情况下,应立即关闭电源并进行维修。
5. 禁止违规操作,严格按照操作规程进行操作。
四、设备维护
1. 定期对设备进行清洁和维护。
2. 查看设备零部件是否完好,如有损坏或磨损应及时更换。
3. 确保电源接地,预防触电事故。
4. 外来人员不得随意进行设备维护,需由专业人员进行操作。
以上即是《自动焊锡机操作规程》,请操作人员严格按照规程进行操作,确保设备安全运行和焊接质量。
全自动焊锡机使用说明书1.前言CNC-200S是公司所开发出的一款焊锡机控制器,由于控制机能完整,广为业界所爱用。
此款新型控制器采用更精密、功能更强大、运算速度更快、抗干扰能力更强的单晶片微处理器,不但保留了与原机型相容之操作方式及所有功能,更提升了控制器之运转效率及稳定性。
2.主要特征◆采用单晶片微处理器设计,功能更强,体积更小,抗干扰能力强。
◆记忆体使用FLASH ROM,容量大,可储存1000步序的焊锡资料,每一步序可分别设定9种焊锡资料,5种功能选择,切断电源后焊锡资料不会流失。
◆可针对不同机型及使用场合更改运转及操作模式,使用范围更广泛。
◆焊锡轴位置可以教导或按键设定,资料显示窗可以显示焊锡轴当前位置。
◆焊锡轴提供99段定位速度选择。
◆焊锡轴位移单位设置范围广,使用各类规格的螺杆。
◆一组编辑密码设定,以防止设定资料被任意更改。
◆兼容性强,可直接替代同类型控制器。
◆电源可分AC100~120V及220V~240V等机种供选择。
3.面板说明3.1.按键0~9:共十键,用来输入数值之用。
步序设定:用来进入或离开资料设定状态。
产品设定:用来设定目标产量。
起始步序:用来指定记忆体起始步序。
结束步序:用来指定记忆体结束步序。
资料选择:编辑时,选择资料项目;操作时,切换显示焊锡杆位置或旋转轴位置。
拨锡动作:编辑时,用来指定该步序是否需要拨锡动作。
锡杯动作:编辑时,用来指定该步序是否需要锡杯动作。
转角方向:编辑时,用来指定该步序的旋转方向。
横移动作:编辑时,用来指定该步序是否需要横移动作。
自动启动:编辑时,用来指定执行至该步序时是否要自动运行。
一:编辑时,可跳回上已步序编辑;待机时,连续按住二秒可使产量减一。
清除:编辑时,将目前编辑中的数字,清除为零。
COPY: 编辑时,将上一步序的资料复制到目前步序的资料项目中。
输入:编辑时,将编辑中的资料项写入记忆体时间:时间与产量显示切换。
归零:产量记数器清除为零。
1、 范围:适用于公司全自动焊锡机作业的整个过程。
2、职责:2.1设备操作者负责对设备进行日常点检与保养。
2.2机修技师负责设备维修与保养。
3、管理内容与要求:3.1 安装更换焊锡丝3.1.1 将焊锡丝轴穿在焊锡丝骨架中并安装在焊锡机尾部的焊丝架上;3.1.2 拉出焊丝头,推动离合杆,将其从引导管中穿出,并固定出锡套管;3.1.3 将出锡方式设计为“WANU ”(手动),插上电源插头,打开电源开关“POWER ”键,踩住脚踏开关,直到锡丝送出为止;3.2 参数设置3.2.1 出锡速度“SPEED ”:按压拔盘上的“+”“-”进行调节,可调范围:约2.7mm/s-27mm/s 。
3.2.2 出锡量“LENGTH ”:按压拔盘上的“+”“-”进行调节,可调范围:约0-150mm 。
3.2.3 出锡间隔时间“NITERVAL TIME ”: 按压拔盘上的“+”“-”进行调节,可调范围:约0-2.7s 。
3.2.4 出锡方式“MODE ”:0手动出锡,1自动出锡一次,2自动出锡2次,依此类推,数字越大出锡次数越多。
3.2.5 回锡时间“RETURN ”:按压拔盘上的“+”“-”进行调节,可调范围:约0-0.9s3.3 温度设置3.3.1 按下“*”键不放至少1S ,最左边数位(百位)将会闪亮,表示百位可调节;3.3.2 选择所需数值取代百数位,利用“▲”“▼”键改换显示数值,十位,个位调节方法与此相同。
3.3.3 温度设置好后按下“*”键,将所设定的温度输入内部记忆体,温度达到恒定在设定温度后方可正常作业。
电源开关口 温度显示窗口参数设计拔码开关温度设计按键 焊丝架 锡丝轴 出锡套管离合杆 压力调节螺丝3.4 注意事项3.4.1 焊接机作业员必须经过培训合格后方可操作本机器,未授权的员工不得私自操作;3.4.2 操作时应注意安全,手不可接触烙铁头,以免烫伤;3.4.3 新换烙铁头是应该先将温度调节至220℃,让烙铁头充分吃锡后再将温度调节回所需温度进行正常操作。
自动焊锡机操作指导书一、前言本文是一份详细的自动焊锡机操作指导书,旨在帮助用户正确操作自动焊锡机,提高工作效率和焊接质量。
二、自动焊锡机概述自动焊锡机是一种用于电子组装和焊接的设备,它可以自动完成焊接工作,提高生产效率,减少人力投入。
下面将详细介绍自动焊锡机的主要组成部分和工作原理。
2.1 组成部分自动焊锡机主要由以下组成部分构成:1.控制系统:负责控制自动焊锡机的运行和参数设置。
2.运动系统:包括焊头的运动控制、焊锡丝的送丝控制等。
3.加热系统:用于加热焊头和焊锡丝,使其达到适当的焊接温度。
4.电源系统:提供所需的电力,保证设备正常运行。
2.2 工作原理自动焊锡机的工作原理主要包括以下几个步骤:1.参数设置:通过控制系统设置焊接参数,如温度、速度等。
2.运动控制:根据设定的参数,控制焊头的运动轨迹和焊锡丝的送丝速度。
3.加热操作:加热系统将焊头和焊锡丝加热至设定的焊接温度。
4.焊接操作:焊头接触焊接点,将熔化的焊锡丝喷到焊接点上,完成焊接。
5.焊后处理:待焊接完成后,自动焊锡机会自动切断焊锡丝,并进行相应的处理操作。
三、自动焊锡机操作步骤正确的操作步骤是确保自动焊锡机能够正常工作的关键。
下面将详细介绍自动焊锡机的操作步骤。
3.1 准备工作在操作自动焊锡机之前,需要做好以下准备工作:1.检查设备:检查自动焊锡机是否处于正常工作状态,如是否有异常声音或损坏部件等情况。
2.准备焊接材料:准备好焊接所需的焊锡丝、焊接点等材料。
3.参数设置:根据焊接需求,通过控制系统设置合适的焊接参数,如温度、速度等。
3.2 开机操作完成准备工作后,按照以下步骤进行开机操作:1.按下电源开关,打开自动焊锡机的电源。
2.检查显示屏:确认显示屏是否正常显示,是否有异常提示信息。
3.等待预热:自动焊锡机需要一定时间进行预热,等待预热完成。
3.3 参数调整在开机操作完成后,需要进行参数调整以适应实际的焊接需求。
具体操作步骤如下:1.设置温度:根据焊接要求,调整控制系统中的温度参数,确保焊接温度达到要求。
自动焊锡机操作指导书一、前言自动焊锡机是现代电子工业中常见的一种设备,其作用是在电子元件的引脚和 PCB 板之间焊接。
本操作指导书旨在为初学者提供一份详细的操作指南,帮助他们正确使用自动焊锡机。
二、设备介绍1. 设备结构自动焊锡机由以下几个部分组成:控制系统、加热系统、输送系统和夹紧系统。
2. 设备原理自动焊锡机的原理是通过控制系统对加热系统进行控制,使得加热头对焊点进行加热,同时通过输送系统将 PCB 板移动至合适的位置,再通过夹紧系统将电子元件固定在 PCB 板上,最后完成电子元件和 PCB 板之间的焊接。
三、操作步骤1. 开机准备(1)检查设备是否正常运转,并清洁设备表面;(2)确认加热头温度是否达到要求;(3)确认输送带是否正常运转;(4)确认夹紧装置是否正常运转。
2. 程序设置根据实际情况设置程序参数,包括加热头温度、输送速度等参数。
注意:程序设置应根据实际情况进行调整。
3. PCB 板安装将 PCB 板放置在输送带上,并确认位置是否正确。
注意:PCB 板应放置在输送带的中央位置,以免出现偏差。
4. 元件安装将电子元件放置在 PCB 板上,并通过夹紧装置固定。
注意:电子元件应放置在正确的位置,并且夹紧力度不应过大或过小。
5. 焊接操作启动设备,开始焊接。
注意:操作人员不得离开设备旁边,以免出现意外情况。
6. 检查焊点质量检查焊点是否均匀、完整,是否有短路或断路等问题。
如果发现问题,应及时停止设备并进行修理。
7. 关机操作完成焊接后,关闭设备并清理设备表面。
注意:清洁设备时应使用专用工具和清洁剂,以免损坏设备表面。
四、安全提示1. 操作人员应穿戴好防护用品,如手套、口罩等;2. 操作人员不得随意触摸加热头和输送带等部位;3. 在操作过程中,不得将手指或其他物品伸入设备内部;4. 设备故障时,应及时停机并进行修理;5. 操作人员应按照操作指导书的要求进行操作,不得随意更改操作流程或参数。
五、总结以上就是自动焊锡机的操作指导书。
自动焊锡机使用说明书警告本机器包含运动、电气和高温部件,应遵守安全事项,以免发生事故。
本说明书中,指出了预防事故发生的注意事项和产品的使用方法,请仔细阅读本说明书,安全使用本机器。
阅读后,请将此说明书妥善保管!安全事项1、仅支持使用指定规格的电压(见“1.1对使用环境的要求”)。
2、电路必须可靠接地,否则有可能导致损坏机器,危及人员安全。
3、机器人的使用环境为:温度0℃~40℃,相对湿度10%~90%。
4、烙铁头未完全冷却时,请不要试图去接触它。
5、请小心搬动机器!如果机器跌落或遭遇大的振动或冲击,将会导致机器故障。
6、机器如果很长时间不使用,请关闭电源,并拨除电源线。
7、如果机器有故障,请立即关闭电源,并联系您的分销商或制造商。
8、更多安全注意事项,参见“1.2使用中的安全注意事项”)。
免责声明1、由于误操作、意外事故、使用于非许可环境条件下或诸如地震、火灾等不可抗拒的自然灾害而引起的损坏。
2、因进行本说明书未提及过的操作而造成的损坏。
3、由于与其它设备非法联接而造成的损坏。
4、因未经本公司书面许可而擅自进行的更改或修改而导致的损坏。
但客户可以使用必需的工具来调节或更换烙铁头,并可通过焊接控制器进行任何必需的调节。
本说明书所涉及到的全部文字和图片,深圳市欣力通科技有限公司拥有版权,受法律保护。
目录:安全篇1.1、对使用环境的要求 (4)1.2、使用中的安全注意事项 (4)1.3、运输中的安全注意事项 (5)认识篇2.1、机器人结构及参数介绍 (5)2.2、示教控制器介绍 (10)2.3、送锡器介绍 (15)2.4、烙铁组介绍 (16)应用篇3.1、发热芯的安装 (16)3.2、焊锡丝及送锡管的安装 (17)3.3、使用前的注意事项 (20)3.4、系统参数的设置 (20)3.5、示教控制器上部分按键应用说明 (22)3.6、点焊程序的编写 (23)3.7、拉焊程序的编写 (24)3.8、人工输入模式下焊锡程序的编写 (24)3.9、焊锡参数设置步骤 (25)3.10机器在实际应用中的注意事项 (25)3.11、机器日常操作使用流程 (26)维护篇4.1、常见故障的排除方法 (28)4.2、日常维护 (29)公司联系方式 (31)安全篇1.1、对使用环境的要求适宜的工作环境,可提高工作效率,延长焊锡机器人的使用寿命。
自动焊锡机
使
用
操
作
手
册
操作前请仔细阅读本操作手册(以免因操作失误给机器与个人带来的损害)
警告
本机器所使用的电源电压为220V,50~60Hz ,触摸电源会产生致命事故
本机器应放置在室内使用。
由于存在烫伤的危险,所以更换烙铁头或调机时,应关闭加温电源,待其冷却至室温,再更换烙铁头或调机。
高温危险,切勿触及烙铁头与附近的金属部份。
切勿以敲击烙铁头方式来清除焊接残余,此举可能严重震损发热芯与降低定位精度。
焊接时烙铁头冒烟,工场应有良好的通风设施。
使用烙铁时,不可作任何可能伤害身体或损坏物体的妄动。
一、概述
本机器为全自动焊锡机,焊接简单容易。
结合人机界面触摸操作显示屏更使的操作简
单;采用气动代替手工速度快且安全可靠。
夹具配有强力磁铁可使得定位准确且可靠;
送锡丝采用步进电机驱动,出锡精确且可灵活控制。
送锡速度、时间、回锡量均可调
节,工作效率显著提高。
组合结构优化,无须另配焊台,铬铁头更换快捷方便,所配
烙铁发热体为日本进口陶瓷发热体,升温快且稳定,安全可靠。
二单套焊台与发热体
1.规格:
发热体工作电压 24V
烙铁温度 200℃~480℃
温度稳定±2℃
烙铁头漏电压 <2mV
对地电阻 <2Ω
电机步进电机/直流变速电机
出锡速度约2.7mm/s~27mm/s(36º/s~360º/S)
出锡量 0~150mm
锡线直径、、、、、、(mm)
2.特点:
烙铁发热体采用日本进口陶瓷发热体,RTD传感器控温,升温速度极快且温度稳
定,加热电压24V。
防静电设计,能避免敏感电子零件因静电而受损坏。
全自动与手动送锡模式可供选择。
4. 烙铁头的使用与保养;
a;选择适当的温度,过高的温度会减弱烙铁头的功能、加快其氧化,相对缩短使用寿命。
在
能够工作的情况下,尽量使用较低的温度,较低的温度也可以充分焊接,且可分保护对于温度敏感之元件。
一般建议使用温度350~380度。
1.5mm以下小焊点350~360度,
2.5mm以上大焊点370~380度
B;烙铁头第一次使用时,务必先将烙铁头温度调至220度,让烙铁头的上锡部位充分吃锡,最
好是浸泡在锡堆里5分钟,然后在清洁海绵上擦拭干净,并把烙铁温度再次调至300度,重复上述程序,最后把烙铁温度调至所需使用温度进行使用。
目的是在烙铁头上出锡层形成一层全面保护膜,防止其在高温状态下被氧化,导致热传输失效。
C;如果烙铁头的镀锡部分含有黑色氧化物时,可镀上新锡层,再用湿润的清洁海绵抹净烙铁头。
如此重复清洁,直到彻底除去氧化物为止,然后再涂上新锡层。
并定期地对烙铁头进行清洁。
D;如不使用,应关闭电源,将烙铁头在清洁海绵上擦拭干净,然后上一层新的锡层,再次使用之前,还是将烙铁头在清洁海绵上擦拭干净,然后上一层新锡。
E;如果烙铁头变形或发生重蚀,应进行更换。
5.更换部件
1、更换烙铁头
反时针方向旋开烙铁头的金属锁紧螺帽①,取出烙铁铁头护套②与烙铁头③,将新的烙铁头装放护套中,旋上锁紧螺帽。
2、更换保险丝
1)从电源座上拔出电源插头。
2)旋也焊台背面的保险丝盖板。
3)取了损坏的保险丝,换上新的。
4)装上保险丝盖板。
注意:
烙铁头应在冷却时进行更换,以免烫伤。
更换烙铁头时,敬请注意,不要损伤发热芯。
金属锁
紧螺帽
铬铁头
铬铁头。