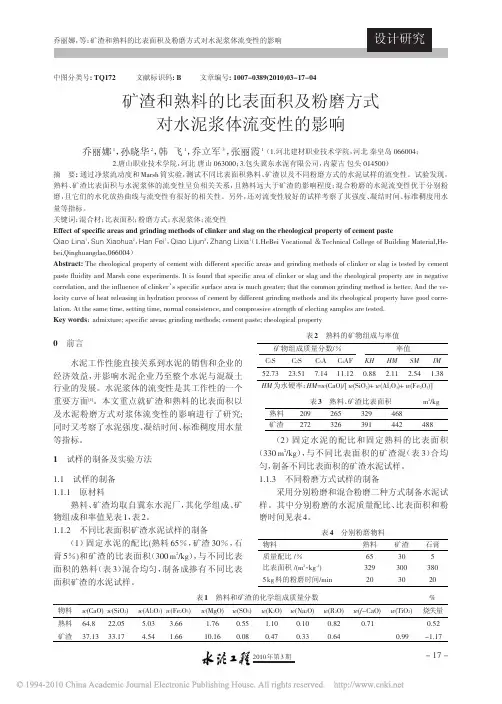
比表面积对水泥强度及水泥磨台时产量的影响
- 格式:docx
- 大小:58.55 KB
- 文档页数:5
水泥磨知识点总结——简答题(一)一、简答题1.什么是细度?细度的表示方法通常有哪几种?答:细度是物料被粉磨的粗细程度。
表示方法通常有细度、比表面积、颗粒级配。
2.简述球磨机的工作原理答:物料由进料装置均匀地进入磨机第一仓,该仓内有阶梯衬板或波纹衬板,内装不同规格钢球,筒体转动产生离心力将钢球带到一定高度后落下,对物料产生重击和研磨作用。
物料在第一仓达到粗磨后,经隔仓板进入第二仓,该仓内装有平均球径较小的研磨体,物料在此仓被进一步研磨。
粉磨后的物料经过出料篦板,从出料装置下部出口排出,完成粉磨作业。
3.简述辊压机的工作原理答:辊压机工作时,两辊相向旋转,辊间保持一定的工作间隙。
物料从间隙上方以一定压力给入两辊间,随着辊子的旋转向下运动。
大颗粒物料在粉碎区域上部被碎至较小颗粒,在进上一步向下运动时,由于大部分物料颗粒都小于辊间隙而形成料层粉碎。
在这-过程中物料受到的压力逐渐增大,在通过两辊轴线的平面处达到最大。
在巨大的压力下物料被粉碎至极细粒度,并形成料饼。
4.简述打散机的工作原理和结构特点答:应用离心冲击破碎原理对挤压后的片状物料进行打散,并应用惯性和空气动力对打散后的物料进行分级,如要烘干可将热风引入分级区,使之在分级过程中物料进行烘干。
打散分级机既控制细粉入磨粒度的均匀,又将粗颗粒返回辊压机,促进辊压机稳定运行,使辊压机联合粉磨系统得以大幅度提高产量,降低电耗。
集打散,分级于一体,兼烘干功能。
5.简述O-SePa选粉机的工作原理答:物料由上部喂入,经撒料盘和缓冲板充分分散后,进入由切向引入的一次风和二次风的分级气流中,受笼型转子和水平分料板的作用。
分选气流形成水平涡流,对物料进行分选。
细粉从上部进入袋收尘,收集下来作为成品,粗粉在下落的过程中被下部引进的一、二、三次风多次漂选。
选出的细粉再次被气流带到上部出口,其余的粗颗粒作为回料从底部出口卸出,返回磨机。
6.为什么要控制出磨水泥的温度?出磨水泥的温度应控制在多少为好?答:因为磨制水泥时,加入适量石膏,由于磨内温度大于135℃时,部分石膏脱水成半水石膏,造成出磨水泥假凝,使水泥加水后很短几分钟内就发生凝固现象,使水泥流动性能变差。

doi :10.3969/j .i ss n.1008-5548.2011.02.021矿渣粉比表面积及粒度分布对水泥强度的影响王 伟, 王文奎, 徐兆辉, 王 拓(山东省建筑科学研究院, 山东 济南250031)摘要: 采用勃氏透气仪和激光粒度分析仪, 对矿渣粉试样进行比表面 积和颗粒群粒度分布的测试, 研究矿渣粉比表面积及粒度分布对水泥 强度的影响。
结果表明:矿渣粉总体颗粒越细,则比表面积越大,特征 粒径越小,颗粒群分布越宽;细颗粒含量(小于 5 μm ) 越多的矿渣粉 , 其比表面积越大,水泥砂浆的早期强度就越高。
关键词:矿渣微粉; 比表面积; 粒度分布; 强度 从微集料效应考虑, 矿渣粉的性能与其粒度分布 有直接的关系[3], 由于细磨矿渣粉的粒度分布与 Rosin - Rammler-Bennett (RRB )方程有较高的吻合性[4], RRB 方程为 lglg[100/R (x )]=nlg (x/x ′)+lglg e , 因此可用该方 程中的特征粒径 x ′和均匀性系数 n 两个特性参数来确 定矿渣粉颗粒群分布的总体特征, x ′值可以表征矿渣 粉的总体粗细程度, n 值则反映了矿渣粉体颗粒粒径 分布的宽窄程度, n 值越小,颗粒粒径分布越宽。
本文 中依据 RRB 方程, 通过勃氏透气仪和激光粒度分析 仪分别对矿渣微粉的比表面积与粉体颗粒粒径分布进 行分析, 同时研究它们对水泥胶砂强度的影响。
中图分类号: TQ172.4文献标志码:A文章编号:1008-5548(2011)02-0080-03Influence of Specific Surface Area and Particle Size Distribution of Superfine SlagParticles on Strength of Cement1 实验1.1 原材料采 用 山 东 水 泥厂生产的硅酸盐水泥作为基准 水泥, 矿渣为山东某公司高炉水淬矿渣 。
谈老水泥磨操作管理对产量质量的影响更新日期:2007-11-21 作者:李少平来源:本站原创【字体:小大】在水泥生产过程中,由于入磨物料水分、粒度、质量(熟料易磨性、温度、强度)、水泥磨状况和岗位操作等因素的影响,会造成水泥质量出现较大的波动,而且对水泥生产成本造成较大的影响。
某水泥厂Ф2.2×11m开路水泥磨长期以来产量一直徘徊在14.5t/h,2007年4月,通过诊断,规范岗位人员操作,在混合材掺加量不下降的前提下,使得水泥磨平均产量稳定在15t/h以上,出磨水泥的平均比表面积稳定在370m2/kg以上,取得良好的效果。
一、存在的主要问题某水泥厂有6台Ф2.2×11m水泥磨(技术性能参数见表1和表2),开路生产。
主要生产P·S32.5级和P·O42.5级硅酸盐水泥。
由于多种原因,长期以来水泥磨产量一直徘徊在14.5t/h,水泥磨台时产量或高或低,管理人员和水泥磨岗位人员也感到十分困惑。
经检查,存在的主要问题有以下几点:1.由于该水泥厂回转窑进行技术改造后,熟料质量明显提高,P·S32.5级水泥中干矿渣掺加量大幅上升,因矿渣烘干机能力不足,如果遇到雨天天气,入磨矿渣含水量较大,容易造成糊磨现象,不仅水泥磨台产下降,而且易造成隔仓板篦缝堵塞现象,进一步影响水泥磨过料和通风,形成恶性循环。
2.在正常生产时,水泥磨岗位人员反映,在同样的衬板和级配下,有的水泥磨产量高,有的水泥磨产量低,有时大幅度减产,出现水泥磨“跑粗”现象。
出磨水泥细度难以控制,水泥细度合格率大幅下降。
3.由于受到传统的操作习惯影响,水泥磨岗位人员经常在化验室人员取样时人为减少入磨物料,即“砸空磨”现象;一旦化验室人员完成取样后,水泥磨岗位人员又人为加大物料入磨,造成出磨水泥质量波动加大。
长此以往,使水泥磨与化验室人员之间产生信任危机,互相抱怨,使得水泥磨生产控制难度加大。
4.矿渣烘干机的产量受天气的影响较大,尤其是雨天,入烘干机矿渣含水量大幅上升,不仅烘干机产量大幅下降,而且烘干矿渣的煤耗和电耗也大幅上升,矿渣供应显得紧张。
研磨体级配对水泥比表面积的影响【水泥人网】生产高标号水泥,除需要高标号熟料外,还需要提高水泥比表面积。
降低出磨水泥细度筛余值,固然可以提高水泥比表面积,但是这种做法往往是以降低磨机台时产量、增加电耗和水泥生产成本作为代价的。
而且筛余值降至一定程度,比表面积提高并不明显。
改进磨内研磨体级配和调节控制选粉机回粉率(循环负荷)是一种既经济又行之有效的方法。
适当降低研磨体平均球径,在控制同样筛余值的情况下,可以明显提高水泥比表面积,而水泥台时产量并不降低,出磨水泥3天抗压强度大幅度提高。
一般认为,在闭路粉磨中,为了减少过粉磨现象,往往使1仓的填充率高于2仓,使物料在磨内流速加快,适当提高回粉率;一般回粉率为100%~150%时,台时产量最高。
回粉率过高,虽然细度合格,但比表面积降低。
如将2仓填充率高于1仓,并适当降低钢球平均球径和钢段直径,减慢磨内流速,同时调整选粉机大、小风叶数量,从而降低了选粉率。
在台时产量和筛余值不变的情况下,能提高水泥比表面积和水泥的早期强度。
生产过程中,随着钢球、钢段的磨损,填充率的降低,首先观察到的不是台时产量的降低,而是回粉率的提高、水泥比表面积的减小、水泥3天抗压强度的下降。
当回粉率太高以后,会引起饱磨,此时才导致台时产量的下降。
所以,必须根据回粉率的多少、比表面积的大小来决定补充研磨体。
一旦台时产量的下降很多,则应倒仓重新进行研磨体级配。
——改善水泥颗粒级配分布与提高3~30微米颗粒含量即使采用闭路系统生产(极少数已采用与第三代O—Sepa型高效选粉机的厂家除外),其成品水泥的颗粒分布也较宽,小于2微米颗粒的含量一般大于8%,大于30微米颗粒的含量则超过25%。
对于普遍采用开流粉磨系统的,水泥中这两部分颗粒的含量还会更高。
国外(如采用O—Sepa型选粉机的日本藤原水泥厂、富勒公司在北美的水泥厂以及采用Rema 型高效选粉机的英国兰圈水泥公司)的水泥厂其水泥产品中粒径大于30微米的颗粒含量仅为17%,有的甚至控制在7%以下。
水泥比表面积测定的操作要点及影响因素浅析摘要:水泥比表面积是水泥物理性能的重要指标之一,对水泥的硬化速率、流动性、耐久性及强度等方面都有一定的影响。
准确测定水泥的比表面积,是判断水泥是否满足工程施工要求的重要条件。
本文就水泥比表面积测定的操作要点及影响因素进行阐述。
关键词:水泥比表面积;试验原理;操作要点;影响因素水泥比表面积测定包括水泥密度测定和水泥比表面积测定两部分,下面结合本人从事建材检测工作多年的经历浅谈水泥比表面积测定的一些个人见解,望能为当前试验人员提供有利参考,为工程建设提供科学准确的指导意见。
一、水泥密度的测定1、水泥密度的定义及试验原理水泥密度的定义:水泥单位体积的质量,单位为g/cm3。
水泥密度测定的试验原理:将一定质量的水泥倒入装有足够量液体介质的李氏瓶内,液体的体积应可以充分浸润水泥颗粒。
根据阿基米德定律,水泥颗粒的体积等于它所排开的液体体积,从而算出水泥单位体积的质量即为密度。
2、水泥密度测定的仪器设备水泥密度测定的主要仪器设备包括烘箱、电子天平、李氏瓶、恒温水槽、水银温度计等,这些仪器设备需经计量检定合格。
3、水泥密度测定的步骤水泥试样应预先通过0.90mm方孔筛,在110℃±5℃温度下烘干1h,并在干燥器内冷却至室温(室温应控制在20±1℃)。
称取水泥60g(m),精确至0.01g。
将无水煤油注入李氏瓶中至0mL~1mL之间刻度线后,盖上瓶塞放入恒温水槽内,使刻度部分浸入水中,确保装煤油部分完全浸入水中,水温应控制在20±1℃内,恒温至少30min,记下无水煤油的第一次读数(V1),或者调整至0mL。
从恒温水槽中取出李氏瓶,用小药匙将称好的水泥样品一点一点地装入李氏瓶中,反复摇动,直至没有气泡排出,再次将李氏瓶浸入恒温水槽,使煤油部分的细颈完全浸在水中。
恒温至少30min,记录第二次读数(V2)。
注意第一次读数和第二次读数时,恒温水槽的温度差不能大于0.2℃。
技术水泥磨台时产量下降的原因及解决措施近期入磨物料有变化,特别是用库外熟料后;研磨体级配不合理,改善磨机研磨体级配,清仓加球、段;辊压机、打散分级机系统优化及改进;管理不够精细化;优化中控操作,改善磨机运转状况,包括稳定操作,改善磨机通风等;强化工艺及设备巡检与设备维护,避免系统堵塞、磨机临停等。
近期以来,我部水泥粉磨系台时产量一直处于较低水平并不断下降,经过调查分析,根据经验和数据,对近期水泥磨台时产量降低(能耗升高)的原因作出如下分析:1. 物料变化引起台时产量大幅波动,物料易磨性突然变差。
当熟料的相对易磨性系数从 1.02降到0.92时,磨机台时产量下降1.5吨以上。
由于近期使用相当比例(入磨物料配比的2%~10%)的库外熟料。
由于库外熟料在室外长期放置,经过雨淋水化硬化,硬度变大,脆性变弱,即使经过辊压机,进入磨内也易成缓冲垫层,大大影响粉磨效率。
这种熟料可使磨机台时产量下降至少5%~10%。
2. 通风变差。
由于袋式除尘器清灰不力、风机风叶磨损严重、风机和电机的传动皮带松动、风管积灰等原因引起磨内通风变差时,会使磨机台时产量突然下降。
又由于操作员担心因通风变大而引起出磨水泥细度跑粗,因而对粉磨时磨机的通风操作采取保守态度。
由于库外熟料水分比较大(通常>10%),当物料水分偏大而磨机通风不良时,磨内水蒸气排放困难,导致潮湿细粉堵塞隔仓板和出料篦缝,降低了单位时间内物料的通过量及流速。
同时,物料水分变大,堵塞双层隔仓板和出料篦芯,影响磨内通风,有些情况下还会因堵塞引起磨头冒灰,磨机台时产量可下降17%左右,粉磨电耗上升。
3. 入磨物料水分增大。
物料水分多少直接影响配料的准确性和磨机产量及电耗,如果湿物料掺量比例较大,有可能导致“饱磨”或将内衬板粘上一层厚厚的料层,被迫进行停磨处理。
一般来说,综合水分每增加1%,磨机台时产量下降8%~10%;当综合水分>5%时,磨机将无法进行粉磨作业。
建议入磨物料综合水分控制在0.8%~1.1%之间。
建筑科技57水泥比表面积对水泥和混凝土性能的影响分析栾方舟(深圳市深汕特别合作区盛腾科技有限公司,广东 深圳 518260)摘要:作为现代常见的建筑材料,水泥和混凝土的坚固稳定性对整个建筑工程行业乃至社会主义城市化进程具有重要意义。
能够影响水泥和混凝土性能因素有很多,本文并不一一赘述,特此分析水泥比表面积对水泥和混凝土性能的影响,希望能给本行业的发展提供有效的参考。
关键词:水泥比表面积;水泥和混凝土性能;影响分析水泥混凝土作为主要的建筑原材率,其对于保持建筑工程的结构稳固有着关键作用。
从混凝土配制的时候就需要要按照相关的程序规定避免混凝土出现泌水的现象。
通常会采用塌落度保持在9cm 与10cm 范围之内。
务必要合理的把握好水泥,砂石和水的比例以及塌落度。
水泥混凝土的性能除了物料配比之外还同水泥比表面积有密切的关系。
比表面积的状况影响水化热,水泥标准稠度用水量等问题,进而威胁到混凝土的性能。
1 水泥和混凝土的性质 混凝土材料是一种有多种水泥和混凝土混合而成的混合型的材料。
具体成分包括砂石、外加剂以及水泥和一些其他成分的添加剂。
通过利用混凝土中水泥本身的一些物理特性把其他一些砂石,添加剂等材料混合在一起使他们能够很好地粘合在一起。
在搅拌混合之后再将成品导入相应的模具当中,进一步加工使其坚固平滑进而投入到其他的建筑行业领域中去。
建筑工程的实际施工操作中,混凝土浇筑施工技术的应用是比较成熟的,还因为取料方便相对操作环境限制较小被建筑工地普遍采用。
在建筑行业里的基础设备里混凝土必不可缺。
因此研究如何提高水泥混凝土的性能对整个建筑行业的发展进步具有重要意义。
针对水泥比表面积对水泥和混凝土性能影响需要分析水泥凝结时间,水泥胶砂强度,标准稠度用水量,水泥混凝土自身的特质(不同品牌的水泥混凝土各自的材料配比不同)等因素。
经过总结科学研究成果和实践经验可以发现水泥比表面积控制在300至350m 2/kg 效果最佳。
水泥比表面积(勃氏法)测定的影响因素分析2江苏瑞泰龙建设有限公司江苏盐城224500摘要:天山胜利隧道属于特长隧道,工程量大,水泥作为混凝土的重要原材料之一,用量巨大,其质量的优劣通常会影响工程实体的整体质量。
在水泥质量检测中,水泥比表面积是水泥五大指标重要参数之一。
为了确保测定结果的精确度,我们将对相关的五个因素进行分析:检测环境、仪器设备、试验人员技能、样品取样和试验操作。
关键词:水泥比表面积因素分析Abstract:Tianshan Shengli Tunnel belongs to the long tunnel, the engineering amount is large, cement as one of the important raw materials of concrete, the amount is huge, its quality usually affects the overall quality of the engineering entity. Specific surface area of cement is consideredas one of the five important parameters in cement quality testing. In order to ensure the accuracy of the measurementresults, five relevant factors will be analyzed: test conditions, instrument configuration, staff skills, sample handling and test operation.1引言水泥的细度是水泥物理指标中较重要的一项指标,对水泥的用水量、水化速度、水泥凝结时间、水泥强度都有影响,细度有两种表示方式:筛余和比表面积,本项目采用的水泥均为普通硅酸盐水泥,细度用比表面积表示,《通用硅酸盐水泥》规定比表面积大于等于300㎡/kg。
水泥比表面积对水泥和混凝土性能的影响分析摘要:在建筑施工过程中,混凝土作为一种主要的施工材料,其性能的好坏对建筑施工质量及使用寿命有很大的影响。
水泥作为混凝土中最主要的组成成分,其表面积对混凝土的性能有很大的影响。
本文就水泥比表面对其性质的影响进行了探讨,并给出了具体的操作方法。
关键词:水泥;比表面积;混凝土;性能引言:混凝土作为一种应用范围很广的建筑材料,其性能的优劣主要取决于混凝土的强度与耐久性。
其中,水泥石的比表面积对其强度及耐久性有很大的影响。
水泥比表面是每单位质量水泥的表面积,一般以平方米/千克为单位。
水泥比表面积越大,表示水泥颗粒越细,水泥与水的反应面积也就越大,从而产生更多的反应产物,使混凝土的强度和耐久性得到提高[1]。
一、水泥比表面积的测试方法水泥比表面测试法是一种常用的测试水泥品质的手段,利用其测试结果可以反映出水泥的品质与性能。
比表面积是一种物体每单位质量的表面积,一般以平方米/千克为单位。
测量胶凝材料的比表面积,是通过测量胶凝材料中微细粒子的表面而得到的[2]。
水泥比表面积的测量原理是根据比表面积与水泥的物理性能和化学性能的关系,通过测量水泥中的微小颗粒的表面积来计算水泥的比表面积。
水泥的活性随着比表面的增大而增大,所以测量水泥的比表面积是衡量其品质与性能的一项重要指标。
测量水泥比表面的方法有很多,包括有比空气法、比重法、使用比表面积计等[3]。
比气法是基于气体吸收的理论,而比重法则是基于颗粒在液相中的沉降率来测量其比表面积。
两种方式各有利弊,但具体采用何种方式还需结合实际情况作出判断。
通过对水泥比表面的测量,可以对水泥产品的品质、性能进行评估,并对生产工艺进行质量控制。
在水泥生产中,对其表面进行检测,可使其在生产中得到及时的检测,从而进行相应的改进,确保其质量与性能。
水泥比表面测量是一项重要的测试手段,其主要目的是测量水泥中微小粒子的比表面积,进而判断其品质与性能。
同时,对水泥的比表面积进行测量,也是一项重要的控制指标[4]。
水泥比表面积测定的影响因素及改进操作摘要:水泥比表面积对混凝土的早期水化、收缩、用水量以及强度的增长等都会产生显著的影响,本文通过分析影响比表面积检测的因素和对操作细节的改进,以提高检测的准确性。
关键词:水泥比表面积影响因素改进引言:水泥比表面积测定方法采用标准 GB/T 8074-2008《水泥比表面积测定方法勃氏法》。
而在检测前需要对水泥密度进行准确的检查,其数值的准确性也直接影响到比表面积检测的准确性,因此,对水泥比表面积测定和密度测定的操作进行了分析总结,对一些操作进行一些优化,可最大程度的控制误差的产生,为实际的检测工作提供参考。
正文:1 水泥密度测定检测原理是利用了阿基米德定律,将一定质量的水泥倒入装有足够量液体介质的李氏瓶内,使用无水煤油或不与水泥发生反应的其他液体介质充分浸润水泥颗粒。
测得水泥所排开的液体体积,从而算出水泥单位体积的质量。
1.1 检测设备(1)李氏瓶:刻度0mL~1mL 和 18mL~24mL两段组成,用0.1mL清晰的刻度表示,建议李氏瓶使用半年后,称水的质量对李氏瓶的容量进行自校。
由于李氏瓶容量刻度的准确性对密度试验的准确性影响很大,即使是按GB/T208-2014 规定生产的贴有合格证的李氏瓶,也必须检定(或校准)后方可使用。
检定校准的温度应参考密度测试温度的要求20℃±0.2℃。
(2)天平:天平分度值是0.01g。
注意最小称量的范围,规程中只规定了量程不小于100g,但目前电子天平的使用有着最小称量的要求,同样精度为0.01g的最大称量2kg天平和10kg天平在达到0.01g 准确称量时的最小量程是不同的,向10kg精度为0.01g的天平可能在称量200g以上才能满足要求。
(3)恒温水槽:水温稳定控制在(20±1)℃。
规程只说明了恒温水槽的控温范围,但在实际使用中恒温水槽的深度应大于李氏比重瓶的高度,这样才有充足的空间使得李氏比重瓶能完全的浸没在恒温液体里,保障测定介质的温度均匀性。
众所周知,水泥比表面积对水泥强度及水泥磨台时产量影响较大,在合适的范围内水泥比表面积越高,强度也越高,但比表面积控制得越高,水泥磨台时产量越低。
因此,如何从技术经济的角度,在保证水泥质量的前提下,合理地控制水泥比表面积,对提高水泥磨产量,提高经济效益,显得十分重要。
本文通过在Φ3.0m×11m一级闭路水泥磨上进行跟踪性生产试验,并结合自己多年来的磨机管理经验,对此进行了初步的探讨,供同行们参考。
1 试验系统
磨机及配套设备规格、型号见表1。
表1 磨机及配套设备规格、型号
2 试验方法
(1)控制出磨水泥比表面积分别为290~300、300~310、310~320、320~330、330~34 0m2/kg区间,每个区间连续稳定生产一个班即8h,计算台时产量。
(2)每一区间内,在出磨水泥取样处分四次取样,测定其比表面积、细度,并把四次试样充分混合,测定其综合比表面积、细度、SO3、矿渣掺量以及各龄期强度。
(3)每一区间内,在熟料喂料机上,分四次均匀取样,在试验小磨(Φ300mm×500mm)上粉磨至比表面积为300±10m2/kg,测定各龄期熟料强度。
(4)通过各比表面积控制区间的水泥磨台时产量与水泥强度对比,得出出磨水泥不同比表面积对水泥磨台时产量及水泥强度的影响。
3 试验结果
(1)每一区间出磨水泥的比表面积、细度、SO3与矿渣掺量以及主要的生产控制参数见表2、表3。
表2 试验出磨水泥细度、比表面积、SO3与矿渣掺量
表3 试验时生产控制参数
(2)每一区间熟料试样按要求在试验小磨上粉磨的结果见表4。
表4 不同区间熟料试样在试验小磨上的粉磨结果
(3) 出磨水泥试样与熟料试样物理检验结果见表5。
表5 出磨水泥试样与熟料试样物理检验结果
4 试验结果分析
4.1 数据处理
4.1.1 比表面积与台时产量关系
(1)以比表面积为横坐标X,台时产量为纵坐标Y,做散点图如下。
比表面积与台时产量的关系
(2)由散点图知,比表面积与台时产量之间基本呈线性下降趋势。
设Y=a+bX,数据处理结果见表6。
表6 数据处理结果
相关系数r:
剩余标准偏差S:
=0.4795
b=S XY/S XX=-0.1198
结论: 两者线性相关。
关系式:Y=72.891-0.1198X
4.1.2 比表面积与强度的关系
为了消除熟料强度对水泥强度的影响,用相应龄期的水泥强度与熟料强度百分比进行分
析。
(1)各龄期水泥强度与相应熟料强度的百分比见表7。
(2) 通过对比表面积与3d、28d强度的线性分析,得出比表面积与强度的关系见表8。
4.2 结果分析
(1)从表2、表3知,随着比表面积控制范围的提高,选粉机转速迅速上升,因此选粉效率下降,循环负荷率上升,造成熟料喂入量迅速减少,因此,台时产量迅速下降。
而从表4可知,各次试验熟料的相对易磨性相差不大,其对台时产量的影响可不考虑。
同时,从表6及附图知,比表面积与台时产量之间存在着线性关系,比表面积越高,台时产量越低。
因此,为了提高台时产量,必须降低出磨水泥比表面积。
(2)从表5、表8知,随着比表面积的提高,水泥强度明显上升,特别是抗压强度,随着比表面积的提高,上升更明显,当比表面积控制在330~340m2/kg时,水泥试样强度甚至高于熟料试样。
因此,为了提高水泥强度,必须提高出磨水泥比表面积。
5 结语
从以上试验及分析知,比表面积与台时产量及强度之间的关系是矛盾关系,比表面积越高,水泥强度越高,但台时产量越低。
显然,台时产量越低,磨机工作效率越低,电耗、球耗越高,生产成本越高。
试验后,我们采取措施,确定出磨水泥比表面积为320m2/kg,彻底改变了以往出磨水泥比表面积控制比较混乱的现象。
同时保证物料均匀入磨,并降低入磨熟料温度。
通过我们的努力,水泥磨台时产量得到大幅度提高,水泥质量也得到了可靠的保证,取得了显著的经济效益。
1996年至1997年1月份试验前后水泥比表面积、水泥强度及水泥磨台时产量对比情况见表9。
表9 1996年至1997年1月份试验前后水泥比表面积、。