焊装夹具介绍
- 格式:ppt
- 大小:2.07 MB
- 文档页数:26
一、车身焊装夹具的结构及特点把车身冲压件在一定装备中定形、定位并夹紧,组合成车身组件、合并、分总成及总成,同时利用焊接方法使其形成整体的过程称为焊装过程。
焊装过程所使用的夹具称为焊装夹具。
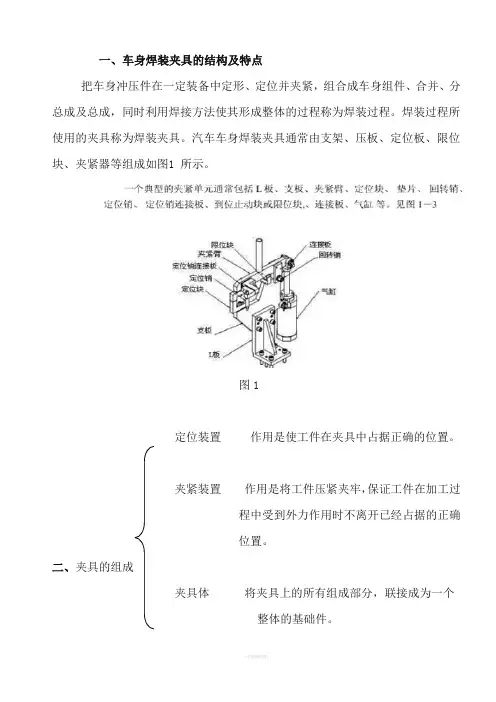
汽车车身焊装夹具通常由支架、压板、定位板、限位块、夹紧器等组成如图1 所示。
图1定位装置作用是使工件在夹具中占据正确的位置。
夹紧装置作用是将工件压紧夹牢,保证工件在加工过程中受到外力作用时不离开已经占据的正确位置。
二、夹具的组成夹具体将夹具上的所有组成部分,联接成为一个整体的基础件。
三、工件在夹具中的定位:工件定位基本原理:六点定位原则任何一个工件在夹具中未定位前,都可以看成为在空间直角坐标系中的自由刚体。
如图2所示它能沿X、Y、Z在三个坐标轴移动,用X、Y、Z表示;也可绕这三个坐标轴转动,用X、Y、Z表示; 这被称之为工件具有六个自由度。
要使工件在某方向上的位置确定,就必须限制工件在该方向上的自由度,为使工件在夹具中的位置完全确定,就需要将它的六个自由度全部予以限制。
因此,可以说定位就是根据加工要求限制工件的自由度。
在分析工件定位时,可以将具体的定位元件抽象化,转化为相应的定位支承点,简称支承点。
如图3所示,通常是用一个支承点限制工件的一个自由度,用适当分布的六个支承点限制工件的六个自由度,使工件在夹具中的位置完全确定。
这就是常用的“六点定位规则”,简称“六点定则”。
图2图3六点定则是工件定位的基本法则,用于实际生产时,起支承作用的是一定形状的几何体,这些用来限制工件自由度的几何体就是定位元件。
四、六点定位原理的应用上述方形工件的六点定位是最易明了的一种典型情况。
但六点定位也适用于其他形状的工件,只是定位点的分布方式有所不同。
如图4所示为盘状工件的六点定位情况,平面放在三个支承点上,消除X、Y、Z三个自由度;圆柱面与两个支承点相靠,消除X、Y、两个自由度,再用一个点支承在槽的侧面,消除Z一个自由度.如图5所示为轴类工件的一种六点定位情况,其中轴的圆柱表面放在四个支承点上,消除工件X、Z和X、Z 四个自由度;轴端靠在一个支承点上,消除Y一个自由度;槽侧面靠在一个支承点上,消除了Y自由度。
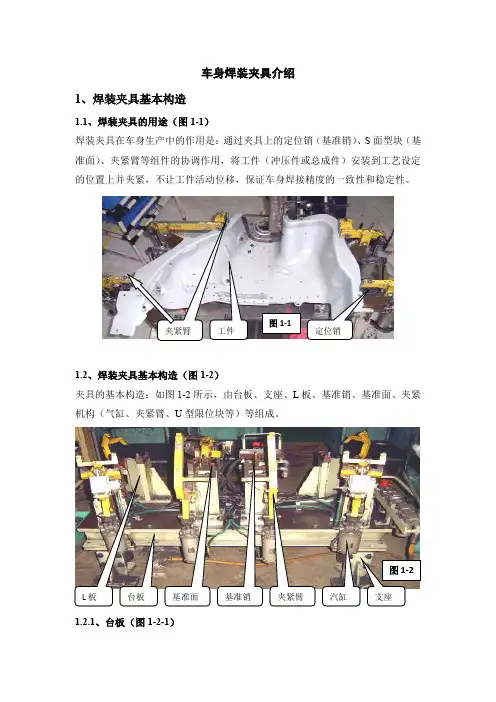
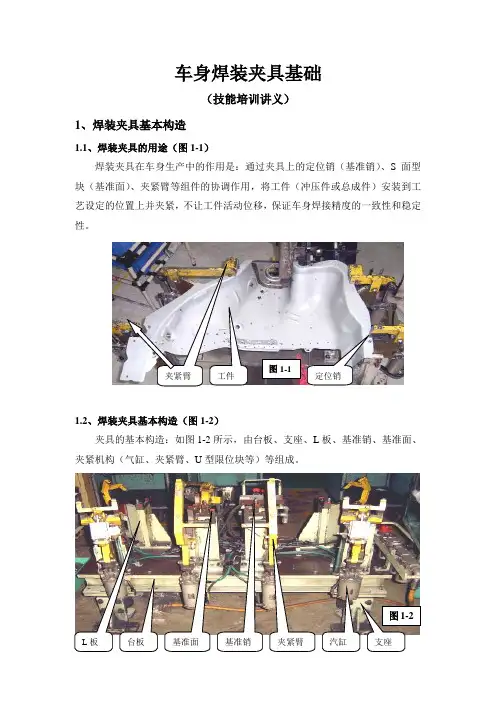
车身焊装夹具介绍1、焊装夹具基本构造1.1、焊装夹具的用途(图1-1)焊装夹具在车身生产中的作用是:通过夹具上的定位销(基准销)、S 面型块(基准面)、夹紧臂等组件的协调作用,将工件(冲压件或总成件)安装到工艺设定的位置上并夹紧,不让工件活动位移,保证车身焊接精度的一致性和稳定性。
1.2、焊装夹具基本构造(图1-2)夹具的基本构造:如图1-2所示,由台板、支座、L 板、基准销、基准面、夹紧机构(气缸、夹紧臂、U 型限位块等)等组成。
1.2.1、台板(图1-2-1)图1-2夹紧臂汽缸L 板支座基准面台板基准销图1-1夹紧臂 工件定位销用于安装夹具组件,上表面加工有坐标刻度线,用于夹具基准状况的检测(如:三座标检测仪检测用)。
b 、安装要求台面应处于水平状态(工艺设计要求倾斜放置的除外),安装时用测量仪、水平仪或透明胶管灌水检查校水平。
多台连线安装的夹具(特别是采用举升自动搬送的装置),同轴度和水平度、节距应符合设计要求。
c 、使用保养保持台面清洁、无焊渣、油污、灰尘附着、无分流烧伤或撞击凸凹痕迹,座标刻度线清晰完整,严禁在台面上敲击作业。
1.2.2、支座(图1-2-2)图1-2-1图1-2-2连接螺栓垫板调节螺杆支座用于支撑夹具台板、夹具高度调节和安放水平调整,使夹具按工艺布置要求定置安放。
b、安装要求连接螺栓紧固可靠,调节螺杆应有垫板支撑,夹具定置调整符合要求后,要将调节螺杆螺母拧紧,若是大型夹具或连线夹具垫板应和基础预埋件可靠连接(焊接)。
c、使用保养定期检查拧紧连接螺栓和螺杆锁紧螺母,定期检查调整台板的水平度。
1.2.3、L板(图1-2-3)图1-2-3a、用途用于安装夹具型块(S面元件)、基准销组件、夹紧机构、导向装置等夹具组件。
b、安装要求采用高强螺栓与台板连接,并配定位销定位,同夹具组件的连接也应采用高强螺栓连接,并配定位销定位。
c、使用保养定期检查拧紧连接螺栓(最好用记号笔做标记),定期检查定位销有否松动或脱落。
汽车焊装夹具的作用1. 引言汽车生产中的焊装是一个关键的工艺环节,它涉及到将车身各个部件进行切割、调整和拼接,以形成整个汽车车身的过程。
而汽车焊装夹具作为其中不可或缺的工具,具有重要的作用。
本文将从夹具的定义和分类、夹具的作用、夹具的设计和制造等多个方面进行探讨,全面了解汽车焊装夹具的作用。
2. 夹具的定义与分类夹具是一种用来固定工件并使其保持特定位置和姿态的装置。
在汽车焊装过程中,夹具主要用于固定焊接工件,以确保焊接的准确度和一致性。
根据其使用方式和功能,夹具可以分为以下几类:2.1 水平夹具水平夹具用于固定平面部件,如车身地板、车顶等。
它们通常由多个夹具部件组合而成,能够使工件保持平整且稳定的工作姿态。
2.2 垂直夹具垂直夹具主要用于焊接立式部件,如车身的门板、螺栓等。
它们通常由一对夹具系统组成,能够固定工件并使其保持正确的位置和方向。
2.3 自动夹紧夹具自动夹紧夹具能够根据工件的形状和尺寸自动调整夹紧力,并且能够快速完成夹紧和松开操作。
这种夹具适用于焊接多种类型和尺寸的工件,提高了生产效率。
2.4 变形夹具变形夹具用于焊接形状复杂的工件,如车身的曲线部件。
它们通常由可调节的刚性结构和支撑系统组成,能够对工件进行精确的定位和固定,确保焊接过程中不发生变形。
3. 夹具的作用汽车焊装夹具在焊接过程中起着关键的作用,具有以下几方面的功能:3.1 定位与固定夹具能够将工件固定在需要的位置和姿态上,确保焊接过程中工件的准确定位。
它们通过夹紧力和支撑结构,使工件保持稳定并防止移动,从而确保焊接的质量和一致性。
3.2 变形控制夹具通过对工件的变形进行控制,使其在焊接过程中保持稳定的形状和尺寸。
这对于焊接复杂形状的车身部件非常重要,能够避免焊接后的变形,提高整体的质量和精度。
3.3 操作和安全性夹具能够提供方便的操作界面和工作环境,使操作人员能够安全、高效地完成焊接工作。
它们通常配有人机工程学设计,确保操作过程的安全性和人员的舒适度。
汽车车身焊装夹具设计概述汽车车身焊装夹具是汽车制造中不可或缺的工具之一。
它在汽车的生产过程中起到了重要的作用,能够确保汽车车身的质量和稳定性。
本文将对汽车车身焊装夹具的设计进行概述,包括其定义、分类、设计原则和注意事项。
一、汽车车身焊装夹具的定义汽车车身焊装夹具是用于夹持汽车车身零部件的工具,它能够将零部件固定在正确的位置上,以便进行焊接和装配操作。
它由夹持机构、定位机构和支撑机构等部分组成,能够确保汽车车身的精确定位和稳定固定。
二、汽车车身焊装夹具的分类1.按照夹持方式分类:夹紧式夹具和真空吸盘式夹具。
夹紧式夹具通过夹紧零部件来固定,适用于结构坚固的零部件;真空吸盘式夹具通过负压将零部件吸附在夹具表面,适用于表面光滑的零部件。
2.按照应用领域分类:车身固定夹具和装配夹具。
车身固定夹具用于固定整个车身,在焊接过程中保持车身的稳定;装配夹具用于夹持和定位车身的零部件,保证零部件的正确装配位置和质量。
三、汽车车身焊装夹具的设计原则1.精确定位:夹具需要能够对零部件进行准确的定位,以保证焊接和装配的精确度。
2.稳定夹持:夹具需要能够稳定地夹持零部件,防止其在焊接过程中发生位移和震动。
3.易于操作:夹具的设计应尽量简单,方便操作人员使用,提高工作效率。
4.刚性要求:夹具需要具有足够的刚性,能够承受焊接过程中的应力和力量,确保零部件的稳定性和焊接质量。
5.安全性要求:夹具应符合安全规范,减少操作过程中的安全隐患,保障操作人员的安全。
四、汽车车身焊装夹具的设计注意事项1.夹具结构要合理:夹具的结构设计应根据零部件的形状和特性进行合理的布局,保证夹具能够夹持零部件的关键点,同时尽量减少夹具的重量。
2.夹具表面要光滑:夹具表面的光滑程度会影响真空吸盘式夹具的吸附效果,因此需要保证夹具表面的光滑度和质量。
4.考虑可拓展性:夹具的设计应该具有可拓展性,能够适应不同型号和规格的汽车车身零部件的夹持和装配需求。
汽车车身焊装夹具设计是汽车制造中不可或缺的一部分。
焊接工装夹具解读焊接工装夹具及其在汽车上的发展一.焊接工装夹具1.1 夹具夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置。
也就是说Workholding工装夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。
夹具又称卡具。
从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。
例如焊接夹具、检验夹具、装配夹具、机床夹具等。
其中机床夹具最为常见,常简称为夹具;在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求,加工前必须将工件装好(定位)、夹牢(夹紧);应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”;夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成;夹具在电子厂商使用也是非常高的,在生产中为了提高生产效率和产品质量,在生产的中段和后段就常用工装夹具来进行功能测试或者辅助装配(能装配出固定的外形及高度等)。
从菲克雄和广大电子厂商打交道的情况来看还有很多工装夹具是用在测试时的一个信号转接和电气老化工位。
实际在电子生产制造厂中的用途是非常广,因为是非标定制的在,所以只有想不到而没有做不到的。
焊接工装夹具就是将焊件准确定位和可靠加紧,便于焊件进行装配和焊接、保证焊件结构精度方面要求的工艺设备。
在现代焊件生产中积极推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等方面起着非常重要的作用。

汽车焊装夹具的作用一、前言汽车焊装夹具是汽车制造过程中必不可少的工具之一,它可以帮助生产厂家将各种汽车零部件精准地定位并进行焊接。
本文将从以下几个方面来详细介绍汽车焊装夹具的作用。
二、汽车焊装夹具的定义汽车焊装夹具是指在汽车生产过程中用于固定和定位零部件以便进行加工和组装的设备。
它通常由钢板、钢管和各种连接元件组成,可以根据不同的需要进行设计和制造。
三、汽车焊装夹具的分类1.按照使用方式分类(1)手动夹具:需要人工操作来完成对零部件的固定和定位。
(2)自动夹具:通过机械或电气控制来完成对零部件的固定和定位。
2.按照功能分类(1)单向夹具:只能实现单个方向上的固定和定位。
(2)多向夹具:可以实现多个方向上的固定和定位。
3.按照适用范围分类(1)通用夹具:适用于多种类型的零部件加工和组装。
(2)专用夹具:只适用于特定类型的零部件加工和组装。
四、汽车焊装夹具的作用1.提高生产效率汽车焊装夹具可以帮助生产厂家将零部件精准地定位并进行加工和组装,从而提高生产效率。
相比于手动操作,使用夹具可以大大减少人工操作时间和错误率。
2.保证产品质量汽车焊装夹具可以确保零部件在加工和组装过程中的精准定位,从而保证产品质量。
通过使用夹具,可以避免因为人为因素导致的误差和浪费。
3.降低成本汽车焊装夹具可以降低生产厂家的成本。
相比于手动操作,使用夹具可以大大减少人力资源成本和废品率。
此外,在设计和制造过程中,也可以采用更加经济、环保的材料和工艺。
4.提高安全性汽车焊装夹具可以提高生产过程中的安全性。
相比于手动操作,使用夹具可以避免因为误操作导致的伤害事故。
此外,在制造过程中也需要考虑到设备的稳定性和可靠性,以确保员工的安全。
五、汽车焊装夹具的设计和制造1.设计汽车焊装夹具的设计需要考虑到以下几个方面:(1)零部件的形状和尺寸:根据零部件的形状和尺寸来确定夹具的结构和尺寸。
(2)加工工艺:根据加工工艺来确定夹具的固定方式和定位方式。
焊接工装夹具解读焊接工装夹具及其在汽车上的发展一.焊接工装夹具1.1 夹具夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置。
也就是说Workholding工装夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。
夹具又称卡具。
从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。
例如焊接夹具、检验夹具、装配夹具、机床夹具等。
其中机床夹具最为常见,常简称为夹具;在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求,加工前必须将工件装好(定位)、夹牢(夹紧);应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”;夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成;夹具在电子厂商使用也是非常高的,在生产中为了提高生产效率和产品质量,在生产的中段和后段就常用工装夹具来进行功能测试或者辅助装配(能装配出固定的外形及高度等)。
从菲克雄和广大电子厂商打交道的情况来看还有很多工装夹具是用在测试时的一个信号转接和电气老化工位。
实际在电子生产制造厂中的用途是非常广,因为是非标定制的在,所以只有想不到而没有做不到的。
焊接工装夹具就是将焊件准确定位和可靠加紧,便于焊件进行装配和焊接、保证焊件结构精度方面要求的工艺设备。
在现代焊件生产中积极推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等方面起着非常重要的作用。
车身焊装夹具基础(技能培训讲义)1、焊装夹具基本构造1.1、焊装夹具的用途(图1-1)焊装夹具在车身生产中的作用是:通过夹具上的定位销(基准销)、S 面型块(基准面)、夹紧臂等组件的协调作用,将工件(冲压件或总成件)安装到工艺设定的位置上并夹紧,不让工件活动位移,保证车身焊接精度的一致性和稳定性。
1.2、焊装夹具基本构造(图1-2)夹具的基本构造:如图1-2所示,由台板、支座、L 板、基准销、基准面、夹紧机构(气缸、夹紧臂、U 型限位块等)等组成。
图1-2夹紧臂汽缸L 板支座基准面台板基准销图1-1夹紧臂 工件定位销1.2.1、台板(图1-2-1)a、用途用于安装夹具组件,上表面加工有坐标刻度线,用于夹具基准状况的检测(如:三座标检测仪检测用)。
b、安装要求台面应处于水平状态(工艺设计要求倾斜放置的除外),安装时用测量仪、水平仪或透明胶管灌水检查校水平。
多台连线安装的夹具(特别是采用举升自动搬送的装置),同轴度和水平度、节距应符合设计要求。
图1-2-1c、使用保养保持台面清洁、无焊渣、油污、灰尘附着、无分流烧伤或撞击凸凹痕迹,座标刻度线清晰完整,严禁在台面上敲击作业。
1.2.2、支座(图1-2-2)a 、用途用于支撑夹具台板、夹具高度调节和安放水平调整,使夹具按工艺布置要求定置安放。
b 、安装要求连接螺栓紧固可靠,调节螺杆应有垫板支撑,夹具定置调整符合要求后,要将调节螺杆螺母拧紧,若是大型夹具或连线夹具垫板应和基础预埋件可靠连接(焊接)。
c 、使用保养定期检查拧紧连接螺栓和螺杆锁紧螺母,定期检查调整台板的水平度。
1.2.3、L 板(图1-2-3)图1-2-3图1-2-2连接螺栓垫板调节螺杆支座a、用途用于安装夹具型块(S面元件)、基准销组件、夹紧机构、导向装置等夹具组件。
b、安装要求采用高强螺栓与台板连接,并配定位销定位,同夹具组件的连接也应采用高强螺栓连接,并配定位销定位。
c、使用保养定期检查拧紧连接螺栓(最好用记号笔做标记),定期检查定位销有否松动或脱落。
焊接工装夹具焊接工装夹具及其在汽车上的发展一.焊接工装夹具1.1 夹具夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置。
也就是说Workholding工装夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。
夹具又称卡具。
从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。
例如焊接夹具、检验夹具、装配夹具、机床夹具等。
其中机床夹具最为常见,常简称为夹具;在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求,加工前必须将工件装好(定位)、夹牢(夹紧);应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”;夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成;夹具在电子厂商使用也是非常高的,在生产中为了提高生产效率和产品质量,在生产的中段和后段就常用工装夹具来进行功能测试或者辅助装配(能装配出固定的外形及高度等)。
从菲克雄和广大电子厂商打交道的情况来看还有很多工装夹具是用在测试时的一个信号转接和电气老化工位。
实际在电子生产制造厂中的用途是非常广,因为是非标定制的在,所以只有想不到而没有做不到的。
焊接工装夹具就是将焊件准确定位和可靠加紧,便于焊件进行装配和焊接、保证焊件结构精度方面要求的工艺设备。
在现代焊件生产中积极推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等方面起着非常重要的作用。
焊装夹具知识点总结焊接是现代制造业中常见的一种加工方法,它通过熔化金属并加热所需连接的部件,使其在凝固后形成固态连接。
然而,要确保焊接的准确性和质量,需要使用焊装夹具来保持工件的位置和形状,以确保焊接后的连接是精确的。
焊装夹具是一种专门用于焊接加工的夹具,它可以用于支撑和固定工件,使其在焊接过程中保持稳定的位置和形状。
在现代制造业中,焊装夹具广泛应用于各种焊接工艺,如手工焊接、自动化焊接、机器人焊接等。
在本文中,我们将对焊装夹具的知识点进行总结,包括焊装夹具的分类、设计原则、应用范围以及常见的使用注意事项等内容。
一、焊装夹具的分类1.固定夹具:固定夹具通常用于保持工件的位置和形状,在焊接过程中起着稳定作用。
它们通常由固定夹具夹持住工件,并固定在工作台上,以确保工件在焊接过程中不会移动或变形。
2.调节夹具:调节夹具通常用于调整工件的位置和形状,在焊接过程中起着调节作用。
它们通常由可调节夹具夹持住工件,并通过调节螺母或滑块来改变工件的位置和形状,以确保焊接后的连接是精确的。
3.辅助夹具:辅助夹具通常用于辅助焊接工艺中的其他夹具,在焊接过程中起着辅助作用。
它们通常由辅助夹具配合其他夹具使用,以确保焊接工艺的顺利进行。
二、焊装夹具的设计原则1.稳定性:焊装夹具的设计应该保证工件在焊接过程中能够保持稳定的位置和形状,以确保焊接后的连接是精确的。
2.可靠性:焊装夹具的设计应该保证夹具本身的可靠性,以确保夹具在使用过程中不会出现故障或失效。
3.适用性:焊装夹具的设计应该考虑工件的材料、形状和尺寸,以确保夹具能够适用于不同类型的工件。
4.易用性:焊装夹具的设计应该考虑使用者的操作习惯和工作环境,以确保夹具易于使用和维护。
5.安全性:焊装夹具的设计应该考虑使用者的安全,以确保夹具在使用过程中不会造成意外伤害或事故。
三、焊装夹具的应用范围1.汽车制造:在汽车制造过程中,焊装夹具广泛应用于车身焊接、底盘焊接、零部件焊接等方面,以确保汽车的结构和质量。