模具装配工艺卡
- 格式:doc
- 大小:872.00 KB
- 文档页数:11
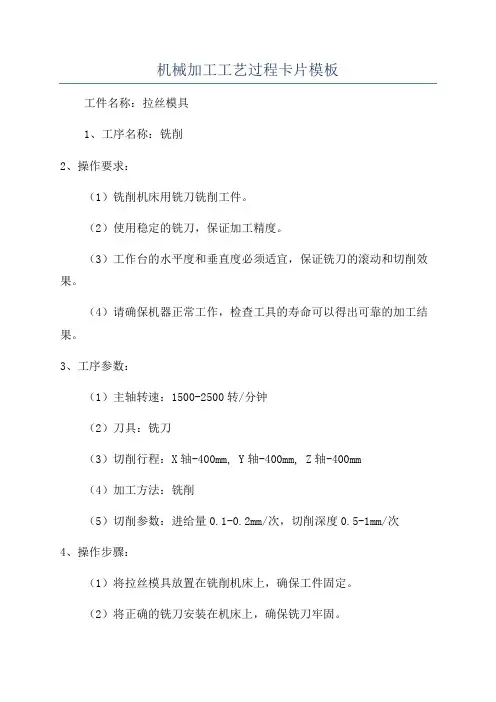
机械加工工艺过程卡片模板
工件名称:拉丝模具
1、工序名称:铣削
2、操作要求:
(1)铣削机床用铣刀铣削工件。
(2)使用稳定的铣刀,保证加工精度。
(3)工作台的水平度和垂直度必须适宜,保证铣刀的滚动和切削效果。
(4)请确保机器正常工作,检查工具的寿命可以得出可靠的加工结果。
3、工序参数:
(1)主轴转速:1500-2500转/分钟
(2)刀具:铣刀
(3)切削行程:X轴-400mm, Y轴-400mm, Z轴-400mm
(4)加工方法:铣削
(5)切削参数:进给量0.1-0.2mm/次,切削深度0.5-1mm/次
4、操作步骤:
(1)将拉丝模具放置在铣削机床上,确保工件固定。
(2)将正确的铣刀安装在机床上,确保铣刀牢固。
(3)回转机轴,将铣刀正确对准工件。
(4)依据设计图样安装棘轮,将进给量调节到需要的值,启动机器,调整主轴转速到设定值。
(5)按照设计图样操作,首先以低进给量开始切削,然后逐渐增加
进给量,以达到需要的加工精度。
(6)加工完成后,复检工件尺寸,若符合要求,则可以将其加以检
验和清理。
5、质量控制:
(1)操作前,必须对工序和工件进行检查,保证加工质量。
第1篇一、产品名称:XX产品二、产品规格:XX型号三、生产批量:XX批次四、生产日期:XXXX年XX月XX日五、生产部门:XX车间六、生产人员:XX七、工艺流程:1. 原材料准备2. 模具准备3. 注塑成型4. 产品检验5. 产品装配6. 产品包装八、原材料要求:1. 原材料名称:XX材料2. 原材料规格:XX型号3. 原材料性能:具有良好的强度、韧性、耐磨性、耐腐蚀性等4. 原材料质量要求:符合国家标准或企业标准九、模具准备:1. 模具名称:XX模具2. 模具规格:XX型号3. 模具材料:不锈钢、铝合金等4. 模具质量要求:无砂眼、裂纹、变形等缺陷十、注塑成型:1. 注塑机型号:XX型号2. 注塑温度:XX℃3. 注塑压力:XXMPa4. 注塑时间:XX秒5. 注塑速度:XXmm/s6. 注塑注意事项:a. 模具预热至设定温度b. 严格按照工艺参数进行注塑c. 注意注塑过程中的压力、温度、时间等参数的调整d. 注塑完成后,待产品冷却至室温十一、产品检验:1. 检验项目:外观、尺寸、性能等2. 检验标准:符合国家标准或企业标准3. 检验方法:a. 外观检验:目测、触摸、量具测量等b. 尺寸检验:卡尺、千分尺等c. 性能检验:拉伸试验机、冲击试验机等十二、产品装配:1. 装配件名称:XX部件2. 装配件规格:XX型号3. 装配顺序:先装配内部零件,再装配外部零件4. 装配方法:手工装配、机械装配等5. 装配注意事项:a. 严格按照装配图纸进行装配b. 注意装配过程中的对位、紧固等操作c. 避免装配过程中产生划痕、变形等缺陷十三、产品包装:1. 包装材料:纸箱、气泡袋、胶带等2. 包装规格:XX型号3. 包装方法:将产品放入纸箱,用气泡袋填充,封箱,贴上标签4. 包装注意事项:a. 包装过程中注意轻拿轻放,避免产品损坏b. 标签信息准确,包括产品名称、规格、生产日期、批次等c. 包装牢固,确保产品在运输过程中不受损坏十四、生产过程中应注意的问题:1. 原材料质量:确保原材料符合要求,避免因原材料质量导致产品不合格2. 模具质量:定期检查模具,发现异常及时处理3. 注塑成型:严格按照工艺参数进行注塑,避免产品出现变形、气泡等缺陷4. 产品检验:严格进行产品检验,确保产品合格率5. 产品装配:注意装配过程中的对位、紧固等操作,避免产品出现装配缺陷6. 产品包装:确保包装牢固,防止产品在运输过程中损坏十五、生产过程中异常处理:1. 原材料异常:发现原材料质量问题时,及时与供应商沟通,确保原材料质量2. 模具异常:发现模具异常时,立即停止生产,修复或更换模具3. 注塑成型异常:发现产品出现变形、气泡等缺陷时,调整注塑参数,重新注塑4. 产品检验异常:发现产品不合格时,及时通知相关部门,查找原因,进行处理5. 产品装配异常:发现装配过程中出现缺陷时,及时修正,确保产品合格6. 产品包装异常:发现包装过程中出现问题时,及时调整包装方法,确保产品安全运输本生产工艺卡适用于XX产品生产过程中的各个环节,各部门应严格按照本工艺卡执行,确保产品质量。
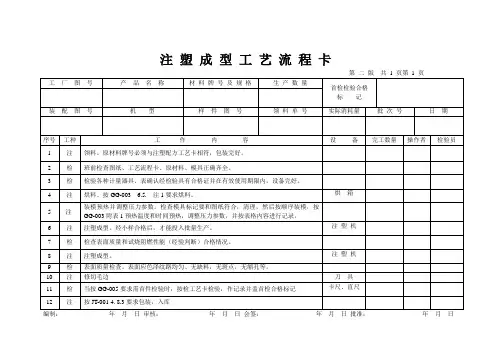
注塑模具装配工艺规一、装配工艺概述注塑模具装配是注塑模具制造过程中重要的后工序,模具质量与模具装配紧密联系,模具零件通过铣、钻、磨、CNC、EDM、车等工序加工,经检验合格后,就集中装配工序上;装配质量的好坏直接影响到模具质量,是模具质量的决定因素之一;没有高质量的模具零件,就没有高质量的模具;只有高质量的模具零件和高质量的模具装配工艺技术,才有高质量的注塑模具。
注塑模具装配工艺技术控制点多,涉及围到方方面面,易出现的问题点也多,另外,模具周期和成本与模具装配工艺也紧密相关。
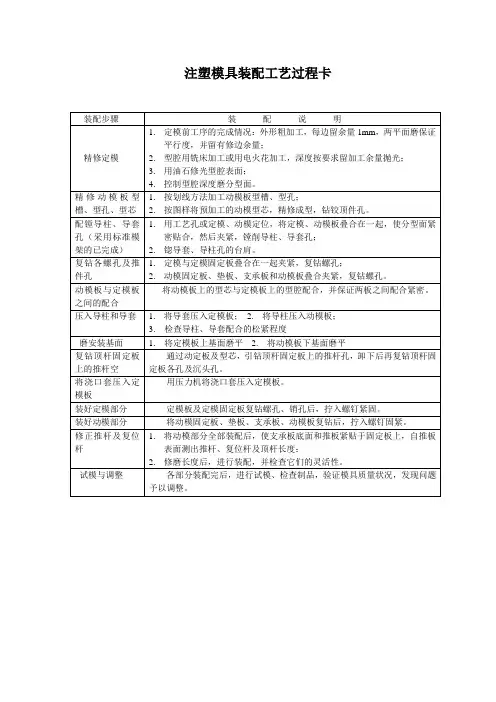
《注塑模具装配工艺规》针对在注塑模具装配工序上所可能发生的技术点作出规,注塑模具装配分为部装和总装,其工艺技术要求如下:1.装配好的模具其外形和安装尺寸应符合装配图纸所规定的要求。
2.定模座板上平面与动模座板下平面须平行,平行度≤0.02/300。
3.装配好的模具成型位置尺寸应符合装配图纸规定要求,动、定模中心重复度≤0.02mm。
4.装配好的模具成型形状尺寸应符合装配图纸规定要求,最大外形尺寸误差≤+0.05mm。
5.装配好的模各封胶面必须配合紧密,间隙小于该模具塑料材料溢边值50%,避免各封胶面漏胶产生披峰。
保证各封胶面有间隙排气,能保证排气顺畅。
6.装配好的模具各碰插穿面配合均匀到位,避免各碰插穿面烧伤或漏胶产生披峰。
7.注塑模具所有导柱、导套之间的滑动平稳顺畅,无歪斜和阻滞现象。
8.注塑模具所有滑块的滑动平稳顺畅,无歪斜和阻滞现象,复位、定位准确可靠,符合装配图纸所规定的要求。
9.注塑模具所有斜顶的导向、滑动平稳顺畅,无歪斜和阻滞现象,复位、定位准确。
10.模具浇注系统须保证浇注通道顺畅,所有拉料杆、限为杆运动平稳顺畅可靠,无歪斜和阻滞现象,限位行程准确,符合装配图纸所规定的要求。
11.注塑模具顶出系统所有复位杆、推杆、顶管、顶针运动平稳顺畅,无歪斜和阻滞现象,限位、复位可靠。
12.注塑模具冷却系统运水通道顺畅,各封水堵头封水严密,保证不漏水渗水。
模具加工工艺标准1•目的和适用范围为保证模具制作加工工艺的合理性、一致性,优化加工工艺,提高模具制作的进度,特制定本标准。
2 •模具加工工艺标准2.1工艺员编工艺卡时要在工艺卡中详细注明加工预留量、预留量的方位、粗糙度要求及注意事项。
加工工艺流程卡编写原则:在能保证精度、质量的前提下,优先采用加工效率高的设备。
铳床、CNC磨床的加工效率比线切割、电脉冲要快,尤其是电脉冲加工效率最慢。
图纸上的尺寸不能随意更改(只有技术员能改),2.2加工预留量原则:需要热处理加工的工件,热处理前外形备料尺寸单边加0.25mm的磨床余量,模仁、镶件需要CNC粗加工的部分,单边预留余量0.2mm,钳工铳床粗铳外形单边预留余量030.5mm,线割后需要磨床加工的工件,成型部位单边预留0.05mm,外形开粗单边预留0.1mm的磨削余量;CNC精加工、电脉冲后要镜面抛光,单边留0.03m m的抛光余量。
2.3加工精度要求:模具尺寸的制造精度应在0.005〜0.02mm范围内;垂直度要求在0.01〜0.02mm范围内;同轴度要求在0.01〜0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在0.01〜0.03mm范围内。
合模后,分型面之间的间隙小于所成型塑料的溢边值。
其余模板配合面的平行度要求在0.01〜0.02mm范围内;固定部分的配合精度一般选用0.01〜0.02mm范围内;小芯子如果无对插要求或对尺寸影响不大可取双边0.01〜0.02mm的间隙配合;滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种。
注意:镜面上如有做了挂靠台阶的镶件,配合不能太紧,否则在镶件从正面往后退敲打时,用来敲打的工具易碰坏镜面,如不影响产品尺寸,可取双边0.01〜0.02mm的间隙配合。
2.4 CNC拆电极的原则:模具型腔型芯应先拆外观主体电极,再拆其他主体电极,最后拆局部电极;定模外观电极要考虑整体加工,对CNC青角不到的地方,采用线切割清角,以便定模外观面完整,无接痕;动模深度相差不大的加强筋、筋片、柱子能一起加工的尽量做在一个电极上;比较深的筋片要做镶件,要单独做电极侧打,以防电脉冲时积碳;动模电极尽量不要CNC铣好之后还要线切割清角,如要,应将电极分解拆开或直接采用线切割;动模的筋部和筋位或者柱子的间隔超过35mm应当分开做,节约铜料。
模具生产工艺流程卡模具生产工艺流程卡是模具生产过程中对各工艺环节进行管理和控制的重要工具。
下面是一个模具生产工艺流程卡范例,包括了主要的工艺环节和操作步骤。
一、模具设计和制造1. 产品设计:根据客户需求和产品规格,设计模具产品的形状、尺寸和结构。
2. 材料选择:选择适合模具制作的材料,如钢材或铝材。
3. 模具制造:使用CAD软件设计模具的具体结构和零部件。
- 制作模具的上、下模板和侧板。
- 制作模具的模块、导柱和导套。
- 制作模具的传动系统和导向系统。
- 制作模具的冷却系统和排气系统。
- 装配模具的各个零部件和进行调试。
4. 模具试模:将已制造好的模具安装到注塑机上进行试模,测试模具的使用效果和模具的质量。
二、注塑生产1. 原料选型:选择适合产品的注塑原料,如塑料颗粒。
2. 预处理:将塑料颗粒进行干燥和预热处理,以提高注塑品质量。
3. 模具安装:将已试模好的模具安装到注塑机上。
4. 注塑调试:根据产品要求,设置注塑机的温度、压力和速度等参数。
5. 开机试产:进行少量试产,检查产品的尺寸、外观和质量。
6. 生产调整:根据试产效果,对注塑机参数进行调整,并根据需要进行模具调整。
7. 生产运行:进行大批量生产,定期检查产品的质量并调整生产参数。
8. 故障处理:处理注塑生产过程中出现的故障和问题,确保生产的正常进行。
9. 清洗模具:生产结束后,清洗模具,确保下次使用时的性能和品质。
三、检验和包装1. 产品检验:对注塑产品的尺寸、外观和性能进行检验,确保产品符合质量要求。
2. 包装:对合格的产品进行包装,如使用纸盒、塑料袋或纸箱等包装材料。
3. 标志和记录:在包装上标注产品的型号、数量和生产日期,记录产品的批次和质量信息。
四、产品送货1. 装箱:将包装好的产品装入输送工具,如货车或容器。
2. 运输:按照客户要求和运输方式,将产品定时送至目的地。
3. 交货:将产品交到客户手中,并确认客户的满意度和需求。
通过以上模具生产工艺流程卡的制定和执行,可以确保模具的设计、制造和生产过程的标准化和规范化,提高模具的质量和生产效率。
模具制定工艺规程的具体步骤装配工艺过程:压入导柱--装导套--压入导套--检验。
1)对零件图进行工艺分析电火花线切割加工型孔工艺过程:(1)毛坯准备(2)刨六面,将毛坯刨成六面体(3)磨上下平面及角尺面(4)钳工划线、并加工销孔和螺钉孔(5)去型孔内部废料(6)热处理(7)平磨上下两面和角尺面(8)电火花线切割加工型孔(9)将加工好的凹模进行稳定回火(10)钳工研磨销孔及凹模刃口,使使型孔达到规定的技术要求。
加工阶段划分:粗加工阶段、半精加工阶段、精加工、光整加工阶段。
/划分目的:保证加工质量、合理使用设备、便于安排热处理。
对刀点:当用夹具时常用与工件零点有固定联系尺寸的圆柱销等进行对刀,则用对刀点作起刀点。
定位:块规角尺定位法、十字划线定位法、定位板定位法。
19、记住数控程序常用的指令代码:G01G02G03G17~19G40~44G90~91万能夹具组成:正弦头、尾架、底座、十字托板(由一双相互垂直的精密丝杆螺母副组成)电极丝初始位置确定:目视法(基准面法、十字基准线法);电阻法。
D、量具的选择:单件小批量使用通用量具;大批使用量规和高生产率的专用检具。
35、电火花线切割机床组成:床身、坐标工作台、运丝机构、工作液循环系统、高频脉冲电源、数字程序控制系统。
10、零件的加工精度包括:尺寸精度、形状精度和位置精度。
1)对产品装配图和零件图的分析与工艺审查正弦精密平口钳:可用于加工平面、斜面、刚性较大的材料。
加工顺序的安排:先粗后精,先主后次,基准先行,先面后孔。
)3)工序卡片:工序加工过程所必须的工艺资料。
7)数值计算工艺方法:a、单电极平动加工法(先高效低损耗电规准进行粗加工--依次改变电规准,加大平动量--最后使用的电极加工规准小,损耗量小)。
正弦分中夹具主要组成部分:正弦头、尾架、底座。
B、夹具的选择:单件小批量生产应尽量选用通用夹具;大批量使用专用夹具。
34、线切割与成形加工相比的特点:a、不需要制专用电极,电极丝可反复使用,成本低。
机加工工艺卡模板与范例
模板:
工艺卡编号:生产车间:工艺员:
工艺卡名称:审核日期:生产日期:
工序名称使用设备工艺参数工艺要求
范例:
工艺卡名称:铣削工艺卡审核日期:2024年1月15日生产日期:2024年1月18日
工序名称使用设备工艺参数工艺要求
1.装夹工艺数控铣床夹具:磁性铁底座夹具
材料:铝合金块
夹具应力:25N·m
夹具位置:X=120mm,Y=80mm
夹具刚性:20N/mm
夹具角度:±0.01°
2.刀具选择数控铣床刀具类型:立铣刀
材料:硬度HRC60
外径:12mm
内径:6mm
长度:100mm
3.切削参数数控铣床
进给速度:100mm/min
主轴转速:800rpm
切削深度:0.3mm
重合度:95%
4.操作工艺数控铣床 1.装夹工艺完成后,检查夹具是否牢固。
2.校对加工位置,依据加工图下料点确定加工起点。
3.加工前检查刀具是否正常。
4.设置切削参数,启动机床进行加工。
5.加工完成后,检查加工质量。
6.清理加工废料、刀具和加工区域。
以上是一个简单的铣削工艺卡范例,具体工艺卡的内容和要求会根据具体的加工工艺和产品要求进行调整。
工艺卡的编制和使用可以有效提高机加工的工艺品质,降低产品的不合格率。