全系列外圆车刀详细资料
- 格式:pdf
- 大小:3.02 MB
- 文档页数:8
45度外圆车刀要点1.外圆车刀的结构和分类外圆车刀的结构包括刀体和刀柄两部分,刀体一般由硬质合金制成,形状为圆柱或圆锥形。
刀柄用于固定刀体,一般由高强度合金钢制成。
2.外圆车刀的刀尖选择刀尖是外圆车刀的关键部件,影响切削质量和加工效率。
常用的刀尖材料有硬质合金、高速钢和陶瓷等。
硬质合金刀尖具有硬度高、抗磨性好的特点,适用于加工硬度较高的材料。
高速钢刀尖具有寿命长、价格低廉的特点,适用于一般加工。
陶瓷刀尖具有耐高温、抗磨性好的特点,适用于高速加工。
根据工件的材料和加工要求选择合适的刀尖,刀尖的安装要注意固定牢固,切削角度要正确。
3.外圆车刀的工艺参数外圆车刀的工艺参数包括进给量、切削深度和切削速度等。
进给量是指刀具每转进给的距离,选择合适的进给量可以保证加工表面质量。
切削深度是指刀具切削的工件表面厚度,一般根据工件硬度和加工要求选择合适的切削深度。
切削速度是指刀具每分钟切削的线速度,选择合适的切削速度可以提高加工效率。
外圆车刀的工艺参数需要根据具体的工件材料、硬度和加工要求进行选择和调整,合理的工艺参数可以保证加工质量和效率。
4.外圆车刀的使用注意事项在使用外圆车刀时,需要注意以下几点:(1)刀具要经常检查并保持良好的状态,如有破损或磨损严重,及时更换。
(2)切削液要选择合适的种类和浓度,及时补充和更换,以保持良好的润滑和冷却效果。
(3)进给量和切削深度要根据不同的工件进行选择,避免过度切削或切削不足。
(4)切削速度要根据工件材料和加工要求进行选择,避免过高或过低导致刀具磨损或加工质量下降。
(5)使用外圆车刀时要保持切削过程的稳定,避免突然变化或振动引起刀具破损或工件表面质量下降。
通过正确选择刀尖、合理调整工艺参数和注意使用事项,可以使外圆车刀在加工过程中发挥出最佳的性能,提高加工质量和效率。
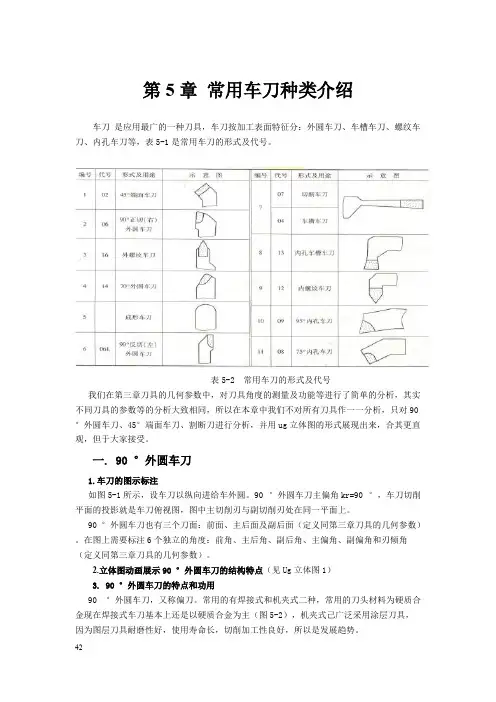
第5章常用车刀种类介绍车刀是应用最广的一种刀具,车刀按加工表面特征分:外圆车刀、车槽车刀、螺纹车刀、内孔车刀等,表5-1是常用车刀的形式及代号。
表5-2 常用车刀的形式及代号我们在第三章刀具的几何参数中,对刀具角度的测量及功能等进行了简单的分析,其实不同刀具的参数等的分析大致相同,所以在本章中我们不对所有刀具作一一分析,只对90 °外圆车刀、45°端面车刀、割断刀进行分析,并用ug立体图的形式展现出来,合其更直观,但于大家接受。
一. 90 °外圆车刀1.车刀的图示标注如图5-1所示,设车刀以纵向进给车外圆。
90 °外圆车刀主偏角kr=90 °,车刀切削平面的投影就是车刀俯视图,图中主切削刃与副切削刃处在同一平面上。
90 °外圆车刀也有三个刀面:前面、主后面及副后面(定义同第三章刀具的几何参数)。
在图上需要标注6个独立的角度:前角、主后角、副后角、主偏角、副偏角和刃倾角(定义同第三章刀具的几何参数)。
2.立体图动画展示90 °外圆车刀的结构特点(见Ug立体图1)3. 90 °外圆车刀的特点和功用90 °外圆车刀,又称偏刀。
常用的有焊接式和机夹式二种,常用的刀头材料为硬质合金现在焊接式车刀基本上还是以硬质合金为主(图5-2),机夹式己广泛采用涂层刀具,因为图层刀具耐磨性好,使用寿命长,切削加工性良好,所以是发展趋势。
图5-1 90 °外圆车刀几何角度图5-2 焊接式90 °外圆车刀90 °外圆车刀按进给方向不同分为左偏刀和右偏刀,我们最常用的是右偏刀。
右偏刀,由右向左进给。
用来车削工件的外圆、端面和台阶,它的主偏角较大,车削外圆时作用于工件的径向力小,不易出现将工件顶弯的现象,一般用于半精加工;左偏刀,由左向右进给,用于车削工件外圆和台阶,也用于车削外径较大而长度短的零件(盘类件)的端面。

端面车刀及外圆车刀(45度车刀,90度车刀)的车削方法和图片2007-06-25 09:39一、车端面常用的端面车刀(弯头刀如图2 和偏刀如图1)和车端面的方法,如金工实习教材第160页所示。
对于既车外圆又车端面的场合,常使用弯头车刀和偏刀来车削端面。
弯头车刀是用主切削刃担任切削,适用于车削较大的端面。
偏刀从外向里车削端面,是用车外圆时的副切削刃担任切削,副切削刃的前角较小,切削不够轻里向外车削端面,便没有这个缺点,不过工件必须有孔才行。
常用端面车削时的几种情况如图6-15所示。
图6-15 车端面的常用车刀车端面时应注意以下几点:1)车刀的刀尖应对准工件中心,以免车出的端面中心留有凸台。
2)偏刀车端面,当背吃刀量较大时,容易扎刀。
背吃刀量a p的选择:粗车时a p=0.2mm~1mm,精车时a p=0.05 mm~0.2mm。
3)端面的直径从外到中心是变化的,切削速度也在改变,在计算切削速度时必须按端面的最大直径计算。
4)车直径较大的端面,若出现凹心或凸肚时,应检查车刀和方刀架,以及大拖板是否锁紧。
为使车刀准确地横向进给,应将大溜板紧固在床身上,用小刀架调整切削深度。
5)端面质量要求较高时,最后一刀应由中心向外切削。
车端面的质量分析:1)端面不平,产生凸凹现象或端面中心留“小头”;原因时车刀刃磨或安装不正确,刀尖没有对准工件中心,迟到深度过大,车床有间隙拖板移动造成。
2)表面粗糙度差。
原因是车刀不锋利,手动走刀摇动不均匀或太快,自动走刀切削用量选择不当一、车外圆1.安装工件和校正工件安装工件的方法主要有用三爪自定心卡盘或者四爪卡盘、心轴等(详见6.8车床附件的使用)。
校正工件的方法有划针或者百分表校正(详见6.8车床附件的使用中图8-49)。
2.选择车刀车外圆可用图6-12所示的各种车刀。
直头车刀(尖刀)的形状简单,主要用于粗车外圆;弯头车刀不但可以车外圆,还可以车端面,加工台阶轴和细长轴则常用偏刀。
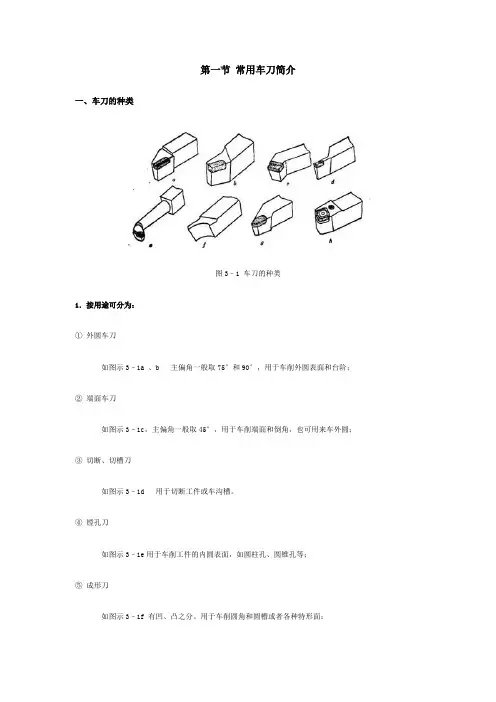
第一节常用车刀简介一、车刀的种类图3–1 车刀的种类1.按用途可分为:①外圆车刀如图示3–1a 、b 主偏角一般取75°和90°,用于车削外圆表面和台阶;②端面车刀如图示3–1c,主偏角一般取45°,用于车削端面和倒角,也可用来车外圆;③切断、切槽刀如图示3–1d 用于切断工件或车沟槽。
④镗孔刀如图示3–1e用于车削工件的内圆表面,如圆柱孔、圆锥孔等;⑤成形刀如图示3–1f 有凹、凸之分。
用于车削圆角和圆槽或者各种特形面;⑥内、外螺纹车刀用于车削外圆表面的螺纹和内圆表面的螺纹。
图3–1g为外螺纹车刀。
2.按结构可分为:①整体式车刀刀头部分和刀杆部分均为同一种材料。
用作整体式车刀的刀具材料一般是整体高速钢,如图3–1f 所示。
②焊接式车刀刀头部分和刀杆部分分属两种材料。
即刀杆上镶焊硬质合金刀片,而后经刃磨所形成的车刀。
图3–1所示a、b、c、d、e、g均为焊接式车刀。
③机械夹固式车刀刀头部分和刀杆部分分属两种材料。
它是将硬质合金刀片用机械夹固的方法固定在刀杆上的,如图3–1h所示。
它又分为机夹重磨式和机夹不重磨式两种车刀。
图3–2所示即是机夹重磨式车刀。
图3–3即是机夹不重磨车刀。
两者区别在于:后者刀片形状为多边形,即多条切削刃,多个刀尖,用钝后只需将刀片转位即可使新的刀尖和刀刃进行切削而不须重新刃磨;前者刀片则只有一个刀尖和一个刀刃,用钝后就必须的刃磨。
图3–2 机夹重磨式车刀图3–3 机夹不重磨式车刀目前,机械夹固式车刀应用比较广泛。
尤其以数控车床应用更为广泛。
用于车削外圆、端面、切断、镗孔、内、外螺纹等。
二、常用车刀的用途如图3–4所示:外圆车刀(90°偏刀、75°偏刀、 60°偏刀)车外圆和台阶;端面车刀(45°弯头刀)车端面;切刀切槽和切断;螺纹车刀车内外螺纹;镗孔刀车内孔;滚花刀滚网纹和直纹;圆头刀车特形面。
图3–4 车刀用途示意图三、车刀的组成图3–5b所示为车刀组成示意图。
90°外圆车刀参数90°外圆车刀是一种常用的车削刀具,它主要用于加工圆柱形、锥形和球面等外圆面,具有高效、精度高、寿命长等特点。
在使用90°外圆车刀时,需要了解其参数,以确保加工质量和效率。
一、刀体参数1. 刀体长度:指整个车刀的长度,通常为50mm或者63mm。
2. 切削角度:指车刀前端与工件表面的夹角,通常为90°。
3. 切削深度:指车刀可以达到的最大加工深度,通常为15mm。
4. 切削宽度:指车刀可以达到的最大加工宽度,通常为4mm或5mm。
5. 螺纹规格:指车刀与机床主轴连接的螺纹规格,通常为M16或M20。
6. 切削方向:指车刀适用于内径还是外径加工,在外径加工中使用。
二、切削刃参数1. 切削角度:指每个切削齿的前后夹角,通常为45°或60°。
2. 齿数:指每个车刀上装有多少个齿,通常为2-4个齿。
3. 齿距:指相邻两个齿的中心距离,通常为1.5mm或2.0mm。
4. 切削深度:指每个切削齿可以达到的最大加工深度,通常为0.5mm 或1.0mm。
5. 切削宽度:指每个切削齿可以达到的最大加工宽度,通常为1.5mm 或2.0mm。
6. 刃尖半径:指每个切削齿的刃尖半径大小,通常为0.2mm或0.4mm。
三、材质参数90°外圆车刀的材质对其加工效果和寿命有着很大的影响。
一般来说,90°外圆车刀的材质主要有以下几种:1. 高速钢(HSS):具有良好的耐磨性和耐腐蚀性,在加工低硬度金属时效果较好。
2. 硬质合金(WC):具有高硬度、高强度和高耐磨性,在加工高硬度金属时效果较好。
3. 陶瓷(Ceramic):具有极高硬度、极强抗磨损能力和优异的耐高温性能,在加工高硬度、高温度金属时效果最佳。
四、使用注意事项1. 在使用90°外圆车刀时,应根据加工材料和要求选择合适的切削速度、进给量和切削深度,以确保加工质量和效率。
普通外圆车刀的组成
普通外圆车刀是一种用于车削工件外圆形状的切削工具,主要由
刀柄、刀片和刀头组成。
刀柄是外圆车刀的主体部分,一般由高速钢或硬质合金制成。
刀
柄的形状有直柄、角柄和外锥柄等多种形式。
刀柄的主要功能是承受
切削力,并将其传递到刀片上。
刀柄的尺寸和结构需要与车床的刀架
相匹配,以确保刀具的稳定性和刚性。
刀片是实施切削操作的部分,也是最重要的部分。
刀片一般由高
速钢、硬质合金或陶瓷制成,具有良好的硬度和刚性。
刀片的形状有
直刀片、角刀片和半圆刀片等多种形式,不同形状的刀片适用于不同
类型的车削操作。
刀片通常通过夹紧机构固定在刀柄上,以确保刀片
的稳定性和精度。
刀头是刀片的后部延伸部分,它连接刀柄和刀片,具有连接和承
载功能。
刀头一般由钢制或硬质合金制成,具有良好的强度和刚性。
刀头的设计通常与刀片和刀柄的形状相匹配,以确保刀具的稳定性和
精度。
另外,普通外圆车刀还包括辅助部件和附件。
辅助部件主要包括
固定螺钉、调整螺钉和调整垫片等,用于夹紧和调整刀片的位置。
附
件主要包括切削液供给系统和切削力测量装置等,用于提供冷却和润
滑切削液,并监测切削过程中的切削力。
总结起来,普通外圆车刀的主要组成部分包括刀柄、刀片和刀头,辅助部件和附件。
这些部件的合理设计和配合,能够实现外圆车削操
作的高效率、高质量和高精度。
同时,使用普通外圆车刀时需要注意
选择合适的刀具材料、刀具形状和刀具参数,以满足不同工件的加工
要求。
外圆车刀的设计详解外圆车刀是用于车削工件外圆面的一种切削工具。
它广泛应用于机械加工行业,能够实现高效精确的车削加工。
以下是对外圆车刀设计的详解。
1.外圆车刀结构:外圆车刀主要由刀体、刀柄和刀片组成。
刀体是外圆车刀的主体部分,一般由合金钢或硬质合金制成。
刀体的设计通常考虑刚度、切削力和刀片的定位。
刀柄用于固定刀体,并且能够提供稳定的切削条件。
刀片是外圆车刀最关键的部分,通常由硬质合金或陶瓷材料制成,具有良好的切削性能和耐磨性。
2.外圆车刀的工作原理:外圆车刀在车削过程中,通过刀片的旋转运动和工件的进给运动,将工件的外圆面进行切削。
刀片的设计通常包括前角、后角、刀点与刃口的夹角等参数。
前角和后角影响刀片的切削力和切削质量,刀点与刃口的夹角决定切削刃的形状。
3.外圆车刀的分类:外圆车刀根据刀片的形状和切削方向可以分为不同类型,如V型、C 型、D型等。
V型外圆车刀适用于外圆车削和外圆镗削;C型外圆车刀适用于外圆车削和端面车削;D型外圆车刀适用于外圆车削和倒角。
4.外圆车刀的设计要点:外圆车刀的设计需要考虑多个因素,如刀片的材料、刀片的形状、刀片的固定方式等。
刀片的材料应具有良好的硬度和耐磨性,常用的材料有硬质合金、陶瓷等。
刀片的形状应根据车削工件的要求来设计,通常有圆形、角形等。
刀片的固定方式有夹持式、螺钉式等,应选择适合的固定方式。
5.外圆车刀的应用范围:外圆车刀广泛应用于各种工件的车削加工中,如轴类零件、法兰类零件、齿轮、滚筒等。
外圆车刀能够实现高效精确的车削加工,提高工件的精度和表面质量。
综上所述,外圆车刀的设计考虑了刀体、刀柄和刀片的结构,刀片的形状、材料和固定方式等因素。
它是一种非常重要的切削工具,能够实现高效精确的车削加工,广泛应用于机械加工行业。
在实际应用中,需要根据具体的工件和加工要求来选择合适的外圆车刀,并保持刀具的良好状态,以获得良好的加工效果。
90度、75度45度外圆刀用途摘要:一、外圆刀简介1.定义与分类2.常见的外圆刀类型二、90度、75度、45度外圆刀用途1.90度外圆刀用途2.75度外圆刀用途3.45度外圆刀用途三、外圆刀的选择与应用1.根据加工材料选择2.根据加工方式选择3.根据加工精度选择四、外圆刀的使用与维护1.使用注意事项2.刃磨与更换3.保养与存放正文:一、外圆刀简介外圆刀是一种常见的切削工具,主要用于加工圆柱形、圆锥形及圆弧形零件的外表面。
根据刀具角度的不同,外圆刀可分为90度、75度、45度等不同类型。
这些不同类型的外圆刀具有不同的刀尖强度和切削性能,因此适用于不同的加工场合。
二、90度、75度、45度外圆刀用途1.90度外圆刀用途90度外圆刀的刀尖强度较高,适用于粗加工和半精加工。
在钢铁、铸铁等较硬材料的加工中,90度外圆刀具有较好的切削性能。
此外,90度外圆刀还常用于加工大型零件的外圆表面。
2.75度外圆刀用途75度外圆刀的刀尖强度适中,切削性能较好,适用于一般的精加工。
在加工不锈钢、铜、铝等较软材料时,75度外圆刀可获得较高的加工精度和表面质量。
因此,75度外圆刀在通用机床上得到了广泛应用。
3.45度外圆刀用途45度外圆刀的刀尖强度较低,但切削刃较长,适用于精细加工和半精加工。
在加工小型零件、微型零件及具有复杂形状的零件时,45度外圆刀可获得较好的加工效果。
此外,45度外圆刀还适用于加工薄壁零件和易变形零件。
三、外圆刀的选择与应用在选择外圆刀时,应根据加工零件的材料、加工精度、加工方式等因素进行综合考虑。
合理选择外圆刀具,可提高加工效率,降低加工成本,提高零件加工质量。
1.根据加工材料选择不同材料的外圆刀具有不同的切削性能。
在选择外圆刀时,应根据加工材料的硬度、韧性等特点选择合适的角度和形状的外圆刀。
2.根据加工方式选择外圆刀在加工过程中,可分为车削、铣削等不同方式。
根据加工方式的不同,外圆刀的设计和刀尖强度也会有所不同。
外圆车刀的种类和用途以外圆车刀的种类和用途为标题,我们将介绍外圆车刀的定义、分类、特点以及在机械加工中的常见应用。
一、定义外圆车刀是一种用于加工工件外圆的切削工具。
它通常由刀杆和刀片两部分组成,刀片上有一或多个切削刃,通过刀杆将刀片固定在机床上。
二、分类根据外圆车刀的结构和功能特点,可以将其分为以下几类:1. 固定刀片外圆车刀:刀片固定在刀杆上,不能更换或调整切削刃的位置。
这种外圆车刀结构简单,使用方便,适用于一些简单的外圆车削加工。
2. 可调式刀片外圆车刀:刀片可以在刀杆上调整位置,以适应不同直径的工件加工。
这种外圆车刀具有较大的灵活性和可调性,可以适用于不同规格的工件加工。
3. 旋转式刀片外圆车刀:刀片固定在刀杆上,并可以旋转,使切削刃与工件接触形成切削。
这种外圆车刀适用于高速车削和精密车削,具有较高的工作效率和加工精度。
4. 特殊形状刀片外圆车刀:根据工件加工的需要,刀片可以设计成特殊的形状,如V型、U型等。
这种外圆车刀适用于特殊形状工件的加工,可以提高加工效率和质量。
三、特点外圆车刀具有以下几个特点:1. 刀片材料硬度高:为了保证刀片的切削性能和寿命,外圆车刀通常采用硬质合金、高速钢等材料制造,具有较高的硬度和耐磨性。
2. 切削刃的形状多样:外圆车刀的切削刃可以设计成不同的形状,如圆弧形、直线形等,以适应不同形状的工件加工需求。
3. 刀片的刃数可变:外圆车刀的刀片上可以有一或多个刃,刃数的选择与工件加工的要求有关,可以根据需要进行调整。
4. 刀片的固定方式多样:外圆车刀的刀片可以通过夹紧、螺纹等方式固定在刀杆上,固定方式的选择与加工精度和切削力的要求有关。
四、应用外圆车刀在机械加工中具有广泛的应用,常见的应用包括以下几个方面:1. 外圆车削:外圆车刀主要用于工件的外圆车削,可以加工出不同直径和形状的外圆表面。
2. 内外径车削:通过调整外圆车刀的刀片位置和角度,可以实现对工件内外径的同时加工,提高加工效率。
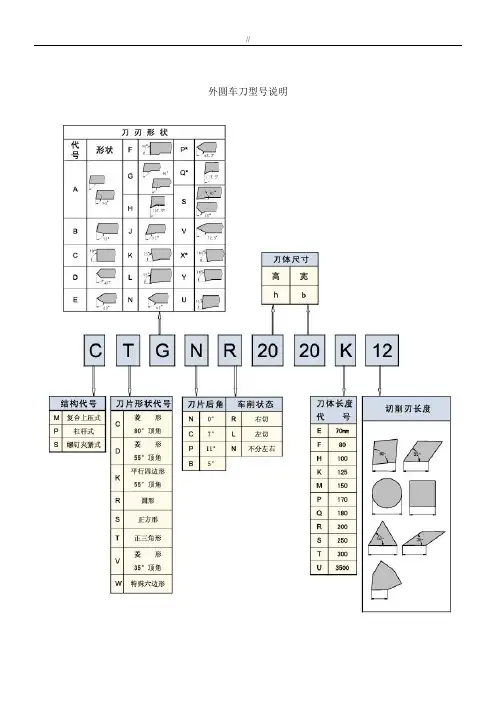
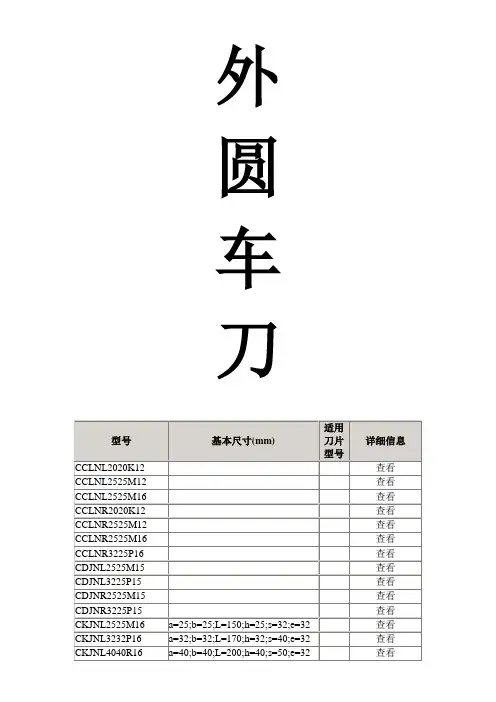
外圆车刀型号说明内孔车刀型号说明可转位精密车刀简介可转位精密车刀是车削工具系统中主要部件,规格、品种较多的产品之一,精密级产品,车刀的主要尺寸公差控制在±0.08mm以内。
螺钉夹紧式外圆车刀型号b h h1f l2l1刀尖半径配用刀片螺钉扳手SDJCR/L10 10 10 12 17 701010E070.4 DCMT070204 M2.5x5 T8SDJCR/L12 12 12 16 14 1001212H07SDJCR/L 16 16 16 20 18 100 0.8 DCMT11T308 M4x9 T151616H11SDJCR/L2020K1120 20 20 25 26 125SDJCR/L2525M1125 25 25 32 26 150型号b h h1f l2l1刀尖半径配用刀片螺钉扳手SDNCN 1010H0710 10 10 514100 0.4 DCMT070204 M2.5x5 T8SDNCN 1212H0712 12 12 6SDNCN 1616H1116 16 16 8 210.8 DCMT11T308 M4x9 T15 SDNCN 2020K1120 20 20 10.5 25 125SDNCN 2525M1125 25 25 13 25 150型号b h h1f l2l1刀尖半径配用刀片螺钉扳手SDNCR/L 1212H0712 12 12 18100105 0.4 DCMT070204 M2.5x5 T8 SDNCR/L 1616H1116 16 16 25 1070.8 DCMT11T308 M4x9 T15 SDNCR/L 2020K1120 20 20 29.5 116 125SDNCR/L 2525M1125 25 25 34.5 141 150螺钉夹紧式外圆车刀SDJCR/L 、SDPCN 、SDPCR/L 、SSDPN 、STACR/L 、SCGCR/L 、SCFCR/L 、SCLCR/L 、SRDCN 、SRGCR/L 、SVJBR/L 、SVVBN 、SVHBR/L型 号bh h1 f l2l1 刀尖半径 配用刀片 螺钉 扳 手SSDPN 1010H09 1010 10 5121000.4SCMT09T308 M4x9T15SSDPN 1212H09 12 12 12 6 SSDPN 1616H09 16 16 16 8 14 0.8SSDPN 2020K09 20 20 201025 125SSDPN 2525M09 252525 12.5 25 150型 号bh h1 f l2l1 刀尖半径 配用刀片螺钉扳 手STACR/L 0808H09 8 8 8 810.5 `100 0.4TCMT090204 M2.5x5T8STACR/L 1010H09 10 10 10 10 STACR/L 1212H09 12121212STAPR/L 1616H1116 16 16 16 13STAPR/L 2020K1120 20 20 25 18 125TCMT110204STAPR/L 2525M1125 25 25 32 25 150型号b h h1f l2l1刀尖半径配用刀片螺钉扳手0.4 CCMT060204 M2.5x5 T8 SCGCR/L 1212H0612 12 12 16 12100SCGCR/L 1616H0916 16 16 20 16SCGCR/L 2020K0920 20 20 25 25 1250.8 CCMT09T308 M4x9 T15 SCGCR/L 2525M0925 25 25 32 25 150螺钉夹紧式外圆车刀型号b h h1f l2l1刀尖半径配用刀片螺钉扳手SCFCR/L 12 12 12 16 16 100 0.4 CCMT0602 M2.5x5 T81212H06SCFCR/L16 16 16 201616H09SCFCR/L20 20 20 25 25 1250.8 CCMT09T308 M4x9 T15 2020K09SCFCR/L25 25 25 32 25 1502525M09型号b h h1f l2l1刀尖半径配用刀片螺钉扳手SCLCR/L12 12 12 16 120.4 CCMT060204 M2.5x5 T8 1212H06100SCLCR/L16 16 16 20 161616H09SCLCR/L0.8 CCMT09T308 M4x9 T1520 20 20 25 25 1252020K09SCLCR/L25 25 25 32 25 1502525M09型号b h h1f l2l1A配用刀片螺钉扳手SRDCN 1616H0816 16 16 1213 1008 RCMT0803MO M3x6 T8SRDCN 2020K0820 20 20 14 125SRDCN 2525M1225 25 25 18.5 150 12 RCMT1204MO M4x9 T15型号b h h1f l A配用刀片螺钉扳手SRGCR/L 1616H0816 16 16 20 1008 RCMT0803MO M3x6 T8 SRGCR/L 2020K0820 20 20 25 125SRGCR/L 2525M1025 25 25 32 150 12 RCMT1204MO M4x9 T15螺钉夹紧式外圆车刀型号b h h1f l2l1刀尖半径配用刀片螺钉扳手SVJBR/L 1212F11 12 12 12 16 25 800.4 VBMT110204 M2.5x5 T8 SVJBR/L 1616H11 16 16 16 20 25 100SVJBR/L 2020K16 20 20 20 25 35 125VBMT160404SVJBR/L 2525M16 25 25 25 32 35 150型号b h h1f l2l1刀尖半径配用刀片螺钉扳手SVVBN 1212F1112 12 12 6 25 800.4 VBMT110204M2.5x5 T8SVVBN 1616H1116 16 16 8 25 100SVVBN2020K1120 20 20 10 25 125SVVBN2525M1625 25 25 12.5 40 150 VBMT160404型号b h h1f l2l1刀尖半径配用刀片螺钉扳手SVHBR/L 2020K1620 20 20 25 32 1250.4 VBMT160404 M2.5x5 T8 SVHBR/L 2525M1625 25 25 32 32 150SVHBR/L 3225P1625 32 32 32 32 170螺钉夹紧式内孔车刀型 号最小加工直径Dd f l1 l2 H B α° a刀尖半径 配用刀片 螺 钉 扳手S08H -STFP R/L09108 5.5 100 16 7 8 8° 8.50.4TCMT090204M2.5x5 T8S10K -STFP R/L111210 6.5 125 20 9 10 6° 10TCMT110204S12M -STFP R/L111612 9 150 24 11 11.5 4°S16Q -STFP R/L132016 11 180 30 15 15.5 3° 12.7TCMT110204S20R -STFP R/L132420 13 200 40 18 19 2°S25S -STFP R/L163125 17 250 45 23 24 0° 14.5 0.8 TCMT160308 M4x9 T15S32T -STFP R/L163932 22 300 50 30 31型 号最小加工直径Dd fl1 l2 H B α° a刀尖半径 配用刀片 螺 钉 扳手S10H-STUP R/L 11 12 10 6.5 100259 9.5 6°10 0.4 TCMT110204 M 2.5x5 T8S12K-STUP R/L 111612 9125 11 11.5 4°S12F-STUP R/L 11 80S16M-STUP R/L 11 20 16 11 150 30 14 15 3° S20Q-STUP R/L 11 24 20 13 180 35 18 18.5 2° S25R-STUP R/L 16 31 25 17 200 45 23 22.50° 14.5 0.8 TCMT160308 M4x9 T15S32S-STUP R/L 16 3932 22 250 50 30 29.5型 号最小加工直径Dd fl1 l2 H B α° a刀尖半径 配用刀片 螺 钉 扳手S10K -STLP R/L111210 6.5 125 20 9 10 6° 10 0.4 TCMT110204 M 2.5x5 T8S12M -STLP R/L111612 9 150 24 11 11.5 4°S16Q -STLP R/L132016 11 180 30 15 15.5 3°12.7TCMT110204S20R -STLP R/L132420 13 200 40 18 19 2°S25S -STLP R/L163125 17 250 45 23 24 0° 14.5 0.8 TCMT160308 M4x9 T15S32T -STLP R/L163932 22 300 50 30 31螺钉夹紧式内孔车刀S-STFPR/L 、S-STUPR/L 、S-STLPR/L 、S-SSKPR/L 、S-SCLCR/L 、S-SDUCR/L型 号最小加工直径Dd f l1 l2HB α° a刀尖半径 配用刀片 螺 钉 扳手S16Q -SSKPR/L092016 11 180 30 15 15.5 6° 8.20.4SCMT09T304 M4x9 T15S20R -SSKPR/L092420 13 200 40 18 192°S25S -SSKPR/L12 3125 17 250 45 23 2411.3SCMT120404 M5x12 T20S32T -SSKPR/L3932 22 300 50 30 31 0°12型号最小加工直径D d f l1l2H Bα°a刀尖半径配用刀片螺钉扳手S10K-SCLCR/L0613 10 7 12525 9 9.5 12°6.0 0.4 CCMT060204 M2.5x5 T8S12M-SCLCR/L0616 12 9 150 11 11.510°S16Q-SCLCR/L0920 16 11 180 30 14 159.5 0.8 CCMT09T308 M4x9 T15 S20R-SCLCR/L0925 20 13 200 35 18 18.5 8°S25S-SCLCR/L0932 25 17 250 40 23 22.5 6°型号最小加工直径D d f l1l2H Bα°a刀尖半径配用刀片螺钉扳手S12M-SDUCR/L16 12 9 150 25 11 11.5 8°077.0 0.4 DCMT070204 M2.5x5 T8 S16Q-SDUCR/L20 16 11 180 30 14 15 6°07S20R-SDUCR/L25 20 13 200 35 18 18.5 8° 10.5 0.8 DCMT11T308 M4x9 T1511复合上压式车刀型号b h.h1l1f l2a刀尖半径配用刀片MSBNR/L 2020K1220 20 125 1733.5 11 0.8 SNMG120408MSBNR/L 2525M1225 25 150 22MSBNR/L 3225P1525 32 170 22 38 14SNMG1506121.2MSBNR/L 4040R1940 40 200 35 38 17 SNMG190612型号b h.h1l1f l2a刀尖半径配用刀片MSDNN 2020K1220 20 125 10.034 8 0.8 SNMG120408 MSDNN 2525M1225 25 150 12.5MSDNN 3225P1525 32 170 12.5 42 10 1.2 SNMG150612型号b h.h1l1f l2a配用刀片MSKNR/L 2020K1220 20 125 2529 11 SNMG120408 MSKNR/L 2525M1225 25 150 3214 SNMG150612 MSKNR/L 3225P1525 32 170 3238MSKNR/L 4040R1940 40 200 50 17 SNMG190612复合上压式车刀型号 b h.h1 l1 f l2 a 配用刀片MSSNR/L 2020K1220 20 125 25 34 8 SNMG120408MSSNR/L 2525M1225 25 150 32MSSNR/L 3225P1525 32 170 32 38 10 SNMG150612型号f h1l2b h l1A配用刀片MRGNR/L 2020K1225 202820 20 125?12 RNMG1204 MRGNR/L 2525M1232 25 25 25 150MRGNR/L 3225P1232 32 32 25 32 170型号f h1l2b h l1a刀尖半径配用刀片MDPNN 2020K1510 2045 20 20 12512 0.8 DNMG150608MDPNN 2525M1512.5 252525 150MDPNN 3225P1532 32 170复合上压式车刀MSBNR/L、MSDNN、MSKNR/L、MSSNR/L、MRGNR/L、MDPNN、MTGNR/L、MCLNR/L、MTFNR/L、MWLNR/L、MDJNR/L、MDHNR/L型号f h1l2b h l1a刀尖半径配用刀片MTGNR/L 2020K1625 2028 20 20 12514.50.8TNMG160408MTGNR/L 2525M1632 252525 150MTGNR/L 3225P2232 32 32 170 20 TNMG220408 MTGNR/L 4040R2750 40 38 40 40 200 24.5 1.2 TNMG270612型号F f1h1l2b h l1a刀尖半径配用刀片MCLNR/L 2020K122518 203020 20 12512 0.8 CNMG120408MCLNR/L 2525M1232 252525 150MCLNR/L 3225P1622 32 35 32 170 14.51.2CNMG160612 MCLNR/L 4040R1950 30 40 38 40 40 200 18 CNMG190612型号f f1h1l2b h l1a刀尖半径配用刀片MTFNR/L 2020K162518 2024.520 20 12514.50.8TNMG160408MTFNR/L 2525M1632 252525 150MTFNR/L 3225P2224 32 32 32 170 20 TNMG220408 MTFNR/L 4040R2750 30 40 31 40 40 200 24.5 1.2 TNMG270612复合上压式车刀型号f h1l2b h l1a刀尖半径配用刀片MWLNR/L 2020K0825 2025 20 20 1258.5 0.8 WNMM080408MWLNR/L 2525M0832 252525 150MWLNR/L 3225P103230 32 17010.5 1.2 WNMM100612MWLNR/L 4040R1050 40 40 40 200型号f f1h1l2b h l1a刀尖半径配用刀片MDJNR/L 2020K152519 203820 20 12514 0.8 DNMG150608MDJNR/L 2525M1532 252525 150MDJNR/L 3225P1532 32 170型号f h1l2b h l1a刀尖半径配用刀片MDHNR/L 2020K1525 2038 20 20 12514 08 DNMG150608MDHNR/L 2525M1532 252525 150MDHNR/L 3225P1532 32 170杠杆式车刀PSBNR/L、PSDNN、PSSNR/L、PCFNR/L、PSKNR/L、PCBNR/L、PTGNR/L、PCLNR/L、PTFNR/L、PDPNN、PDJNR/L、PDHNR/L、PRGNR/L型号f h1l2b h l1±0.08a刀尖半径配用刀片PSBNR/L 1616H0913 16 22 16 16 100 80.8 SNMG090308PSBNR/L 2020K1217 20 28 20 20 12511 SNMG120408PSBNR/L 2525M1222 25 242525 150PSBNR/L 3225P1532 35 32 170 13.51.2SNMG150612 PSBNR/L 4040R1935 40 40 40 40 200 16.5 SNMG190612型号f h1l2b h l±0.08a刀尖半径配用刀片PSDNN 1616H098.0 16 22 16 16 100 5.50.8 SNMG090308PSDNN 2020K12 10.3 2030 20 20 1258SNMG120408PSDNN 2525M1212.8 252525 150PSDNN 3225P1232 32 170 1.2 SNMG150612型号f S h1l2b h l1±0.08l0a刀尖半径配用刀片PSSNR/L1616H0920 13.9 16 22 16 16 100 93.9 5.50.8 SNMG090308PSSNR/L2020K1225 16.7 2030 20 20 125 116.78SNMG120408PSSNR/L2525M1232 23.7 252525 150 141.7PSSNR/L3225P1232 32 170 161.71.2SNMG150608 PSSNR/L4040R1950 32.5 40 40 40 40 200 187.5 12 SNMG190612杠杆式车刀型号f f1h1l2b h l1a刀尖半径配用刀片PCFNR/L2020K122518 202820 20 12512 0.8 CNMG120408PCFNR/L2525M1232 252525 150PCFNR/L3225P1232 32 170型号f f1h1l2b h l1l0a刀尖半径配用刀片PSKNR/L1616H0920 15 16 17 16 16 100 102 80.8 SNMG090308PSKNR/L2020K122517 202220 20 125 12811 SNMG120408PSKNR/L2525M1232 25 25 25 150 153PSKNR/L3232P1540 22 32 30 32 32 170 174 13.51.2SNMG150612 PSKNR/L4040R1950 27 40 40 40 40 200 205 16.5 SNMG190612型号f h1l2b h l1a刀尖半径配用刀片PCBNR/L2020K1217 2028 20 20 12511 0.8 CNMG120408PCBNR/L2525M1222 252525 150PCBNR/L3225P1632 31 32 170 14.5 1.2 CNMG160612杠杆式车刀型号f f1h1l2b h l1a刀尖半径配用刀片PTGNR/L1616H162016162216 16 10014.5 0.8 TNMG160408PTGNR/L 25 20 20 20 1252020K16 PTGNR/L2525M1632 21 252525 150PTGNR/L3225P2224 32 28 32 170 201.2TNMG220412 PTGNR/L4040R2750 30 40 35 40 40 200 24.5 TNMG270612型号f f1h1l2b h l1a刀尖半径配用刀片PCLNR/L1616H0920 -16 26 16 16 10012 0.8 CNMG090308PCLNR/L2020K122518 202820 20 125CNMG120408PCLNR/L2525M1232 252525 150PCLNR/L3225P1232 32 170PCLNR/L4040R1250 25 40 40 40 40 200 18 1.2 CNMG120412型号f f1h1l2b h l1a刀尖半径配用刀片PTFNR/L1616H1620 18 1622 16 16 10014.50.8TNMG160408PTFNR/L2020K1625 17.5 20 20 20 125 PTFNR/L2525M1632 20 252525 150PTFNR/L3232P2224 32 28 32 170 20 TNMG220412 PTFNR/L4040R2750 30 40 31 40 40 200 24.5 1.2 TNMG270612杠杆式车刀型号f h1l2b h l1a刀尖半径配用刀片PDPNN 2525M1512.5 2536 2525 15012 0.8 DNMG150608PDPNN 3232P1532 32 170型号f f1h1l2b h l1a刀尖半径配用刀片PDJNR/L2020K152519 203220 20 12514 0.8 DNMG150608PDJNR/L2525M1532 252525 150PDJNR/L3225P1532 32 170型号f h1l2b h l1±0.08a刀尖半径配用刀片PDHNR/L 2020K1525 2032 20 20 12514 0.8 DNMG150608PDHNR/L 2525M1532 252525 150PDHNR/L 3225P1532 32 170型号f h1l2b h l1a配用刀片PRGNR/L 2020K0925 20 19 20 20 1259.52 RNGA0903 PRGNR/L 2525M0932 25 25 25 25 150PRGNR/L 2525M1212.7 RNMG1204 PRGNR/L 3225P1232 32 33 25 32 170切断(槽)刀型号说明QZQ1616RL、QZQ2020RL、QZQ2525RL、QZQ3225RL切断(槽)刀型号尺寸刀片型号螺钉扳手h b(h)L f B ar maxQZQ1616R/L0316 16 100 16.4 316ZQMX3N11-1EM5X16 S4QZQ1616R/L 04 4 ZQMX4N11-1EQZQ2020R/L 0320 20 125 20.4320 ZQMX3N11-1EM6X14S5QZQ2020R/L 04 4 ZQMX4N11-1E QZQ2525R/L 032525 15025.43 ZQMX3N11-1EM6X16QZQ2525R/L 04 4 ZQMX4N11-1E QZQ2525R/L 05 5 25 ZQMX5N11-1E QZQ2525R/L 0625.7 6 32 ZQMX6N11-1E QZQ3225R/L 0332 170 25.4325ZQMX3N11-1EM8X20 S6QZQ3225R/L 04 4 ZQMX4N11-1E QZQ3225R/L 05 5 ZQMX5N11-1E QZQ3225R/L 0625.7 6 32 ZQMX6N11-1E螺纹车刀型号说明外螺纹车刀型号hh1bLf配用刀片螺 钉 扳 手SE R/L 1616H16 16 16 16 100 20 16ER/L M3.5x14 T15SE R/L 2020K16 20 20 20 125 25SE R/L 2525M16 25 25 25 15032SE R/L 3225P16 32 32 25 170 SE R/L 3232P16 32 32 32 170 40 SE R/L 2525M22 25 25 25 150 32 22ER/L M4x15T20SE R/L 3225P22 32 32 25 170 32 SE R/L 3232P2232323217040内螺纹车刀SER/L,SNR/L。
车外圆的车刀,切削部分的组成车外圆的车刀是一种常用的切削工具,广泛应用于机械加工领域。
车外圆的车刀主要由刀杆和刀片两部分组成。
刀杆是车外圆车刀的主体部分,通常由高速钢或硬质合金制成。
刀杆的形状通常为圆柱形,一端连接着刀片,另一端则与车床的主轴相连接。
刀杆的直径和长度根据加工件的尺寸和形状而确定。
刀杆的表面经过精细的加工,以确保刀片的稳定性和刚性。
刀片是车外圆车刀的切削部分,它直接参与到加工过程中。
刀片的材料通常选择硬质合金、陶瓷、多晶金刚石等超硬材料制成,以确保刀片的硬度和耐磨性。
刀片的形状和角度的选择直接影响到加工件的形状和精度。
车刀的刀片形状根据加工件的要求而确定。
常见的刀片形状有圆形、方形、三角形等。
圆形刀片适用于车削直径较小的轴类零件,方形刀片适用于车削宽度较大的工件,而三角形刀片则适用于车削角度较小的工件。
刀片的刃口也有不同的形状,如直线刃、斜线刃、曲线刃等。
直线刃适用于加工直线轮廓的工件,斜线刃适用于加工斜面轮廓的工件,而曲线刃则适用于加工曲线轮廓的工件。
刀片的角度也是非常重要的。
常见的角度有主偏角、副偏角、前角、后角等。
主偏角决定了切削力的大小和方向,副偏角决定了切屑的形状和排除方式,前角和后角则决定了刀片的切入角度和进给速度。
除了刀杆和刀片外,车外圆车刀还包括一些附件和辅助装置,如刀柄、刀头、刀座等。
这些附件和辅助装置可以提高车外圆车刀的刚性和稳定性,以及加工的精度和效率。
车外圆车刀是一种重要的切削工具,它由刀杆和刀片两部分组成。
刀杆是车外圆车刀的主体部分,刀片是车外圆车刀的切削部分。
刀片的形状、刃口和角度的选择直接影响到车外圆车刀的使用效果。
除了刀杆和刀片外,车外圆车刀还包括一些附件和辅助装置,以提高加工的精度和效率。
车外圆车刀在机械加工领域起着重要的作用,广泛应用于各种加工工艺中。
通过合理选择和使用车外圆车刀,可以提高加工效率、降低成本,实现更高质量的加工结果。
75°可转位外圆车刀1 75°可转位外圆车刀已知:工件材料Cr18NiTi,使用机床CA6140,加工后dm=26,Ra=3.2,需粗、半精车完成,加工余量3.0mm,设计装C刀片75°直头外圆车刀。
设计步骤:1.选择刀片夹固结构考虑到加工是在CA6140普通机床上进行,属于连续切削,参照表2-1典型车刀夹固结构简图和特点,采用偏心式刀片夹固结构。
2.选择刀片材料由原始条件结构给定:被加工工件材料为灰铸铁,连续切削,完成粗车、半精车两道工序,按照硬质合金的选用原则,选取刀片材料(硬质合金牌号)为YG6。
3.选择车刀合理角度根据刀具合理几何参数的选择原则,并考虑到可转位车刀:几何角度的形成特点,选取如下四个主要角度(1)前角=14°,(2)后角=6°(3)主偏角=75°,(4)刃倾角=-6°的实际数值以及副后角和副偏角在计算刀槽角度时,经校验后确定。
后角4.选择切削用量根据切削用量的选择原则,查表确定切削用量为:粗车时:切削深度ap=3mm,进给量f=0.5mm/r,切削速度v=90m/min半精车时:ap=1mm,f=0.4mm/r,v=130m/min5,选择刀片型号和尺寸(1)选择刀片有无中心固定孔由于刀片夹固结构已选定为偏心式式,因此应选用有中心固定孔的刀片。
(2)选择刀片形状按选定的主偏角=75°,选用棱形80°刀片。
(3)选择刀片精度等级选用U级(4)选择刀片边长内切圆直径d (或刀片边长L )根据已选定的ap,Kr,λs ,可求出刀刃的实际参加工作长度Lse 。
为;Lse=s r K ap λcos sin =οο6cos 75sin 3-=3.123mm L ﹥1.5Lse=4.685因为是棱形 ,d›4.525(5)选择刀片厚度S根据ap,f ,利用诺模图,得S ≧4.8(6)选择刀尖圆半径rε:根据ap,f, 利用诺模图,得连续切削εr =0.8(7)选择刀片断屑槽型式和尺寸根据条件,选择V 型。
第5章常用车刀种类介绍车刀是应用最广的一种刀具,车刀按加工表面特征分:外圆车刀、车槽车刀、螺纹车刀、内孔车刀等,表5-1是常用车刀的形式及代号。
表5-2 常用车刀的形式及代号我们在第三章刀具的几何参数中,对刀具角度的测量及功能等进行了简单的分析,其实不同刀具的参数等的分析大致相同,所以在本章中我们不对所有刀具作一一分析,只对90 °外圆车刀、45°端面车刀、割断刀进行分析,并用ug立体图的形式展现出来,合其更直观,但于大家接受。
一. 90 °外圆车刀1.车刀的图示标注如图5-1所示,设车刀以纵向进给车外圆。
90 °外圆车刀主偏角kr=90 °,车刀切削平面的投影就是车刀俯视图,图中主切削刃与副切削刃处在同一平面上。
90 °外圆车刀也有三个刀面:前面、主后面及副后面(定义同第三章刀具的几何参数)。
在图上需要标注6个独立的角度:前角、主后角、副后角、主偏角、副偏角和刃倾角(定义同第三章刀具的几何参数)。
2.立体图动画展示90 °外圆车刀的结构特点(见Ug立体图1)3. 90 °外圆车刀的特点和功用90 °外圆车刀,又称偏刀。
常用的有焊接式和机夹式二种,常用的刀头材料为硬质合金现在焊接式车刀基本上还是以硬质合金为主(图5-2),机夹式己广泛采用涂层刀具,因为图层刀具耐磨性好,使用寿命长,切削加工性良好,所以是发展趋势。
图5-1 90 °外圆车刀几何角度图5-2 焊接式90 °外圆车刀90 °外圆车刀按进给方向不同分为左偏刀和右偏刀,我们最常用的是右偏刀。
右偏刀,由右向左进给。
用来车削工件的外圆、端面和台阶,它的主偏角较大,车削外圆时作用于工件的径向力小,不易出现将工件顶弯的现象,一般用于半精加工;左偏刀,由左向右进给,用于车削工件外圆和台阶,也用于车削外径较大而长度短的零件(盘类件)的端面。
第一节常用车刀简介一、车刀的种类图3–1 车刀的种类1.按用途可分为:①外圆车刀如图示3–1a 、b 主偏角一般取75°和90°,用于车削外圆表面和台阶;②端面车刀如图示3–1c,主偏角一般取45°,用于车削端面和倒角,也可用来车外圆;③切断、切槽刀如图示3–1d 用于切断工件或车沟槽。
④镗孔刀如图示3–1e用于车削工件的内圆表面,如圆柱孔、圆锥孔等;⑤成形刀如图示3–1f 有凹、凸之分。
用于车削圆角和圆槽或者各种特形面;⑥内、外螺纹车刀用于车削外圆表面的螺纹和内圆表面的螺纹。
图3–1g为外螺纹车刀。
2.按结构可分为:①整体式车刀刀头部分和刀杆部分均为同一种材料。
用作整体式车刀的刀具材料一般是整体高速钢,如图3–1f所示。
②焊接式车刀刀头部分和刀杆部分分属两种材料。
即刀杆上镶焊硬质合金刀片,而后经刃磨所形成的车刀。
图3–1所示a、b、c、d、e、g均为焊接式车刀。
③机械夹固式车刀刀头部分和刀杆部分分属两种材料。
它是将硬质合金刀片用机械夹固的方法固定在刀杆上的,如图3–1h所示。
它又分为机夹重磨式和机夹不重磨式两种车刀。
图3–2所示即是机夹重磨式车刀。
图3–3即是机夹不重磨车刀。
两者区别在于:后者刀片形状为多边形,即多条切削刃,多个刀尖,用钝后只需将刀片转位即可使新的刀尖和刀刃进行切削而不须重新刃磨;前者刀片则只有一个刀尖和一个刀刃,用钝后就必须的刃磨。
图3–2 机夹重磨式车刀图3–3 机夹不重磨式车刀目前,机械夹固式车刀应用比较广泛。
尤其以数控车床应用更为广泛。
用于车削外圆、端面、切断、镗孔、内、外螺纹等。
二、常用车刀的用途如图3–4所示:外圆车刀(90°偏刀、75°偏刀、 60°偏刀)车外圆和台阶;端面车刀(45°弯头刀)车端面;切刀切槽和切断;螺纹车刀车内外螺纹;镗孔刀车内孔;滚花刀滚网纹和直纹;圆头刀车特形面。
图3–4 车刀用途示意图三、车刀的组成图3–5b所示为车刀组成示意图。