普通内外圆车削刀具选择讲解
- 格式:ppt
- 大小:2.08 MB
- 文档页数:32
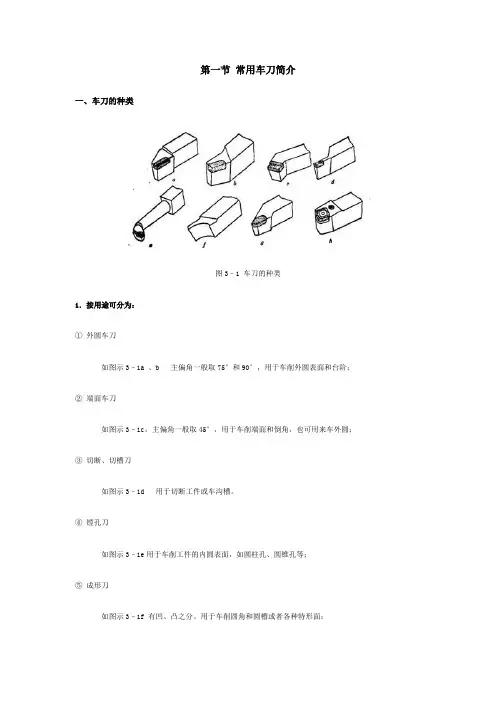
第一节常用车刀简介一、车刀的种类图3–1 车刀的种类1.按用途可分为:①外圆车刀如图示3–1a 、b 主偏角一般取75°和90°,用于车削外圆表面和台阶;②端面车刀如图示3–1c,主偏角一般取45°,用于车削端面和倒角,也可用来车外圆;③切断、切槽刀如图示3–1d 用于切断工件或车沟槽。
④镗孔刀如图示3–1e用于车削工件的内圆表面,如圆柱孔、圆锥孔等;⑤成形刀如图示3–1f 有凹、凸之分。
用于车削圆角和圆槽或者各种特形面;⑥内、外螺纹车刀用于车削外圆表面的螺纹和内圆表面的螺纹。
图3–1g为外螺纹车刀。
2.按结构可分为:①整体式车刀刀头部分和刀杆部分均为同一种材料。
用作整体式车刀的刀具材料一般是整体高速钢,如图3–1f 所示。
②焊接式车刀刀头部分和刀杆部分分属两种材料。
即刀杆上镶焊硬质合金刀片,而后经刃磨所形成的车刀。
图3–1所示a、b、c、d、e、g均为焊接式车刀。
③机械夹固式车刀刀头部分和刀杆部分分属两种材料。
它是将硬质合金刀片用机械夹固的方法固定在刀杆上的,如图3–1h所示。
它又分为机夹重磨式和机夹不重磨式两种车刀。
图3–2所示即是机夹重磨式车刀。
图3–3即是机夹不重磨车刀。
两者区别在于:后者刀片形状为多边形,即多条切削刃,多个刀尖,用钝后只需将刀片转位即可使新的刀尖和刀刃进行切削而不须重新刃磨;前者刀片则只有一个刀尖和一个刀刃,用钝后就必须的刃磨。
图3–2 机夹重磨式车刀图3–3 机夹不重磨式车刀目前,机械夹固式车刀应用比较广泛。
尤其以数控车床应用更为广泛。
用于车削外圆、端面、切断、镗孔、内、外螺纹等。
二、常用车刀的用途如图3–4所示:外圆车刀(90°偏刀、75°偏刀、 60°偏刀)车外圆和台阶;端面车刀(45°弯头刀)车端面;切刀切槽和切断;螺纹车刀车内外螺纹;镗孔刀车内孔;滚花刀滚网纹和直纹;圆头刀车特形面。
图3–4 车刀用途示意图三、车刀的组成图3–5b所示为车刀组成示意图。
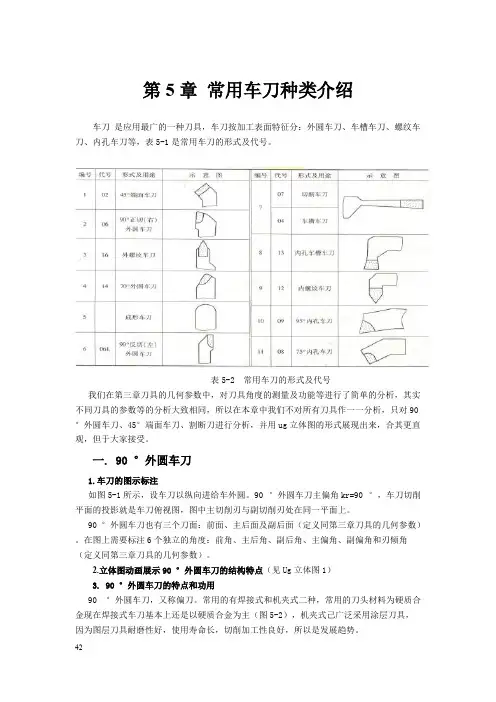
第5章常用车刀种类介绍车刀是应用最广的一种刀具,车刀按加工表面特征分:外圆车刀、车槽车刀、螺纹车刀、内孔车刀等,表5-1是常用车刀的形式及代号。
表5-2 常用车刀的形式及代号我们在第三章刀具的几何参数中,对刀具角度的测量及功能等进行了简单的分析,其实不同刀具的参数等的分析大致相同,所以在本章中我们不对所有刀具作一一分析,只对90 °外圆车刀、45°端面车刀、割断刀进行分析,并用ug立体图的形式展现出来,合其更直观,但于大家接受。
一. 90 °外圆车刀1.车刀的图示标注如图5-1所示,设车刀以纵向进给车外圆。
90 °外圆车刀主偏角kr=90 °,车刀切削平面的投影就是车刀俯视图,图中主切削刃与副切削刃处在同一平面上。
90 °外圆车刀也有三个刀面:前面、主后面及副后面(定义同第三章刀具的几何参数)。
在图上需要标注6个独立的角度:前角、主后角、副后角、主偏角、副偏角和刃倾角(定义同第三章刀具的几何参数)。
2.立体图动画展示90 °外圆车刀的结构特点(见Ug立体图1)3. 90 °外圆车刀的特点和功用90 °外圆车刀,又称偏刀。
常用的有焊接式和机夹式二种,常用的刀头材料为硬质合金现在焊接式车刀基本上还是以硬质合金为主(图5-2),机夹式己广泛采用涂层刀具,因为图层刀具耐磨性好,使用寿命长,切削加工性良好,所以是发展趋势。
图5-1 90 °外圆车刀几何角度图5-2 焊接式90 °外圆车刀90 °外圆车刀按进给方向不同分为左偏刀和右偏刀,我们最常用的是右偏刀。
右偏刀,由右向左进给。
用来车削工件的外圆、端面和台阶,它的主偏角较大,车削外圆时作用于工件的径向力小,不易出现将工件顶弯的现象,一般用于半精加工;左偏刀,由左向右进给,用于车削工件外圆和台阶,也用于车削外径较大而长度短的零件(盘类件)的端面。
普通车床车刀的种类和型号1. 外圆切削刀具(External Turning Tool)外圆切削刀具是最常用的车床车刀之一、它主要用于加工外圆表面,切削过程中刀具沿工件的径向方向进行切削。
根据不同的切削形式,外圆切削刀具可以细分为几个子类,包括普通车刀、U型车刀、V型车刀、R 型车刀等。
普通车刀是最常见和常用的类型,适用于对工件进行粗加工和普通车削操作。
2. 内圆切削刀具(Internal Turning Tool)内圆切削刀具是用于加工工件内圆表面的车床车刀。
与外圆切削刀具类似,内圆切削刀具也可以根据切削形式进行细分。
其中最常见的是S型内圆切削刀具,它的刀头呈半圆形,适用于加工直径较小的内孔。
除此之外,还有一些特殊形状的刀具,如角刀、矩形刀、星形刀等,用于特殊的内圆切削需求。
3. 剖面切削刀具(Profile Turning Tool)剖面切削刀具是车床车刀中另一类常见的刀具。
它主要用于加工工件的剖面形状,可以进行复杂的凸轮加工、图案切削等。
常见的剖面切削刀具有刀尖刀、扁刀、线刀等。
剖面切削刀具的刀头和刀柄的形状和角度可以根据工件的剖面形状进行定制,以满足不同的加工需求。
4. 螺纹切削刀具(Thread Turning Tool)螺纹切削刀具用于加工螺纹表面,主要分为外螺纹刀具和内螺纹刀具两种。
外螺纹刀具一般为V型或者刀片形状,常用于加工外螺纹。
内螺纹刀具则是用于内螺纹加工,刀头和刀柄上有不同的刀片形状,适合加工不同精度和规格的内螺纹。
除了上述几类常见的普通车床车刀外,还有一些特殊的车刀用于特殊的加工需求。
例如:- 刨刀(Grooving Tool):用于加工槽口、凹槽等。
- 切断刀(Parting Tool):用于分割工件,加工断面平整。
- 弯刀(Boring Tool):用于加工内孔的加工,适用于加工大径深孔。
-特殊刀具:如倒角刀、钻孔刀、刨圆刀等,用于特定的切削操作。
总之,普通车床车刀的种类和型号多种多样,可以根据工件的形状、尺寸和加工需求选择适合的刀具。
车刀的分类和选择车刀是机械车床上常用的切削工具之一,它对加工效率和加工质量都有重要影响。
选择适合的车刀分类和类型对于提高加工效率、降低切削成本至关重要。
本文将介绍车刀的分类和选择方法,帮助读者更好地理解和应用车刀。
一、车刀的分类根据车刀的结构和用途,可以将车刀分为以下几类:1. 工具刀片:广义上的车刀,通常由刀柄和刀片组成。
刀柄负责固定刀片,刀片进行切削工作。
工具刀片多用于外圆和内圆粗加工,适用于不同材料的车削操作。
2. 特殊刀片:用于特殊形状的车削。
如内外圆刀片、角刀片等。
特殊刀片适用于需要切削复杂外形的工件,提供更好的切削质量和加工精度。
3. 超硬刀片:采用高硬度材料制成的刀片,如金刚石、立方氮化硼等。
超硬刀片具有较高的硬度和耐磨性,适用于加工硬质材料如铸铁、合金钢等。
4. 镗刀:用于车削大孔径和参考表面。
镗刀采用特殊设计,能够提供更高的刚性和稳定性,适用于大直径工件和高精度加工。
5. 切断刀片:用于切断工件的刀片,有直刃和曲刃两种形式。
切断刀片适用于金属材料的切割,如车削工件的分离和切除。
二、车刀的选择选择适合的车刀是提高车削加工效率的关键。
以下是选择车刀时应考虑的因素:1. 加工材料:根据工件材料的不同,选择不同材质和刀片类型的车刀。
对于铸铁、不锈钢等材料,可选择高速钢刀片;对于合金钢、钛合金等硬材料,应选择超硬刀片。
2. 加工工艺:根据不同的车削工艺,选择合适的车刀类型。
对于粗车、精车和薄层车削等工艺,可以选择不同切削参数和刀片结构的车刀。
3. 切削条件:根据切削深度、进给速度和切削速度等切削条件,选择适合的刀片形状和材料。
对于大切削深度和高切削速度的加工,应选择具有高硬度和耐磨性的刀片。
4. 加工精度:根据对加工精度的要求,选择合适的刀片精度和结构。
如果需要高精度的加工,应选择刀片精度高、几何形状复杂的刀片。
5. 经济性:根据加工成本和刀具寿命,选择经济合理的车刀。
应选用具有长寿命和更换成本低的刀具,以优化切削成本。
车工刀具的名称和用途车工刀具是用于金属加工中的一类工具,广泛应用于车床和加工中心等机床上,用于切削、修整和加工金属材料。
车工刀具可以根据其形状、结构和用途的不同进行分类。
下面将介绍一些常见的车工刀具及其用途。
1. 外圆刀具:外圆刀具主要用于加工外圆面和外螺纹。
常见的外圆刀具有车削刀、车外刀、车径刀等。
它们可以用来加工转轴、轮毂、螺纹外径等工件。
2. 内圆刀具:内圆刀具主要用于加工内圆面和内孔。
常见的内圆刀具有钻孔刀、车孔刀、铰刀等。
它们可以用来加工孔径、沉头、槽孔等工件。
3. 平面刀具:平面刀具主要用于加工平面面和槽面。
常见的平面刀具有车刀、刨刀、切刀等。
它们可以用来加工平面、沟槽、齿轮等工件。
4. 特殊刀具:特殊刀具主要用于加工特殊形状的工件。
常见的特殊刀具有切螺旋槽刀、铣刀、立铣刀等。
它们可以用来加工螺旋槽、倒角、凹槽等工件。
5. 扩孔刀具:扩孔刀具主要用于加工不同直径的孔。
常见的扩孔刀具有扩孔刀、扩孔刀片等。
它们可以用来扩大孔径以适应不同尺寸的工件。
6. 换刀器:换刀器用于快速更换车床上的刀具。
常见的换刀器有机械换刀器、液压换刀器、电动换刀器等。
它们可以提高生产效率,减少换刀时间。
7. 刀柄:刀柄是固定刀具的工具,连接刀片和机床。
常见的刀柄有杆式刀柄、锥孔刀柄、螺纹刀柄等。
它们可以提供刀具所需的刚性和稳定性。
8. 刀片:刀片是车工过程中最常用的切削工具,负责直接切削金属材料。
常见的刀片有钨钢刀片、硬质合金刀片、陶瓷刀片等。
刀片的种类繁多,选择对应的刀片可以获得更好的切削效果。
以上只是车工刀具的一小部分,随着工艺的不断发展和需求的不断改变,车工刀具的种类也在不断增加。
每种刀具都有其独特的设计和用途,可以在不同的加工场景中发挥出最大的作用。
在使用车工刀具时,需要根据加工要求选择合适的刀具,并保持刀具的良好状况,定期进行刀具的保养和更换,以确保切削质量和加工效率。
车床加工外圆中车刀选择及应用作者:陆静平来源:《赢未来》2018年第09期摘要:本文将以车床加工外圆中车刀的如何选择,针对不同的加工要求刀具如何应用,根据刀具的角度和材料选择正确的加工方法和切削用量,提高加工零件产品的精度。
避免不必要的经济损失。
关键字:轴类工件;车刀;选择;应用轴是机器中最常用的部件之一。
它通常由外筒、端面、台阶、倒角、过渡圆、槽和中心孔组成。
转轴时,除了要保证图纸上规定的尺寸和表面粗糙度外,还要满足一定的形状公差和位置精度要求。
如何在加工轴类零件时达到图纸要求的精度。
一、加工不同精度的车刀车轴一般可分为两个阶段:粗车和精车。
毛坯粗车的功能是提高劳动生产率,尽快将材料从毛坯中移除,而精车的功能是使工件满足规定的技术要求。
粗车和精车的使用目的不同,车刀的要求也有很大的不同。
1、粗车刀粗车刀在粗车时必须适应大刀的特点和快速进刀的特点,主要要求是车刀有足够的强度,一次可以进刀更多。
粗车刀几何参数选择的一般原则是:工作特性:深度进刀、快速进刀需要足够的车刀强度。
粗车刀几何参数要求:(1)主偏转角不宜过小。
(2)前角要小,后角要加强,(3)选择边缘倾角s=- 30的方向,增加刀头的强度。
(5)刀具尖端的磨削(6)车刀前面磨断屑槽。
2、精车刀工作特点:尺寸精度、较小的表面粗糙度、加工余量小,车削刀具必须锋利精车刀几何参数要求:(1)取较小的倾角κr'。
(2)前角应大于γo,以使车刀更加锋利。
(3)后角αo也應该较大,以减少车刀和工件之间的摩擦。
(4)车刀前面磨断屑槽。
二、加工不同结构要素的车刀圆、端面和台阶所用刀具的主要偏转角度为45、75和90。
1、45°车刀及其应用(1)车刀按进给方向的分类和判别。
(2)45°车刀及其应用。
45°硬质合金车刀特点45°车刀的锐角优于90°车刀,刀尖的强度和散热优于90°车刀。
45°车刀常用于加工工件的端面和45°倒角,以及较短的外圆。
车刀角度的选择一,车刀的安装位置对车刀角度的影响。
,车刀装得高于或低于中心时对车刀角度的影响。
1.当刀尖对准工件中心安装时前角与后角不变。
2.当刀尖装得高于工件中心时,前角增大,后角减小。
3.当刀尖装得低于工件中心时,前角减小,后角增大。
车内孔时,刀尖的三种安装位置,除当刀尖对准工件中心安装时车刀前角后角不变,其余两种情况,对车刀前角的影响,均与车外圆时相反。
,车刀装得歪斜对车刀角度的影响,车刀装的偏斜会使车刀的主偏角和副偏角发生变化经。
1.当刀杆装的与工件垂直时,主偏角与副偏角不改变。
2.当刀杆装的向右歪斜时,则主偏角增大,副偏角减小。
3.当刀杆装的向左歪斜时,则主偏角减小,副偏角增大。
车削圆锥时,刀杆装的与工件圆锥母线垂直,否则主偏角也会发生变化,影响加工质量。
螺纹车刀如果装得不正,就会引起螺纹牙型半角误差。
切断刀如果装得不正,就会使切断面凹凸不平,甚至断刀。
精车刀装得不正会影响工件的表面粗糙度。
,进给运动对车刀角度的影响,车削时除工件做旋转运动外,车刀还必须做直线运动,这两个运动合成螺旋运动。
在横向车削时,车刀按一定大小的走刀量进给,刀尖在工件的端面上的运动轨迹是阿基米德螺旋线,刀具愈近工件中心或走刀量愈大时,螺旋线愈倾斜,跟螺旋线始终相切的切削平面位置也随之变化,车刀工作时的实际后角减小,前角增大。
在纵向车削时,由于车刀刀尖在工件上的运动轨迹是一条螺旋线,跟螺旋线相切的切削平面位置也随之倾斜,所以也影响刀具的实际工件角度,因此车刀工件时的实际工件角度:Γ0i=τ0+ττ式中τ——螺旋角f——进给量,mm/rD——工件直径mm.一般车削时,走刀量较小,由于进给运动所引起的τ值可以忽略不计,但当车削大螺距螺纹时或多头螺纹时, τ值较大,在刃磨刀具时应考虑,它对工件角度的影响.二,刀具切削部分的几何参数的选择。
1,前角的选择1.前角的作用。
1,加大前角,刀具锋利,减少切屑变形,降低切削力,和切削热,但前角过大影响刀具的强度。
第一章车削加工概述车削加工是机械加工中最基本的一种加工方法,它所用的机床是车床,到目前为止已出现了卧式车床、立式车床、多刀车床、自动及半自动车床、仪表车床、数控车床等多种类型的车床。
所用的刀具为车刀,也可以用钻头、滚花刀、铰刀等,利用这些切削刀具与工件的一系列相对运动,可以完成多重切削。
车削加工的加工范围很广,可以加工出各种类型的带有旋转体表面的零件,如内外圆柱面、内外圆锥面、内外成形面、内外螺旋面等,其经济精度达到IT11~IT06,表面粗糙度为Ra12.5µm~0.8µm。
另外,在车床上安装上夹具和附件还可以进行镗孔、铣削、磨削、研磨、抛光等。
随着数字控制技术的发展,出现了数控车床与车削加工中心等现代化的制造设备,虽然目前所占的比例较少,但它以高柔性、高效率、高精度等传统加工所不能及的独特优点,正逐渐成为现代机械加工的重要技术装备之一,占据着越来越重要的地位。
1.1 机械类专业一、机械类专业实习纲要1、教学要求1) 基本知识①了解车削加工基本概念、设备、刀具、工、夹、量具、切削运动和切削用量适用范围及地位;②了解普通车床及其型号、结构、组成、作用、传动系统等并掌握其操作技术;③掌握车刀的组成,形状参数,材料性能及适用条件;④了解车削加工工件的安装夹持方法及所用附件,掌握三爪卡盘的应用;⑤了解车削加工工件的测量方法及量具并掌握其使用技术;⑥掌握基本车削加工方法,如车外圆、端面、锥面、钻孔、滚花、螺纹的加工工艺方法与技术;2)基本技能①熟练正确操作车床,掌握车床各手柄用途;②能独立完成车工作业件的加工;③掌握车工工具、量具的使用方法,正确测量工件;2、教学重点1)切削用量三要素的合理选择;2)车刀的几何参数;3)车床的操作;4)车削加工工艺过程;3、教学难点1)零件加工及操作;2)零件的测量准确程度;3)正确使用各类车刀;二、机械类专业实习总体安排三、机械类专业实习具体安排1、第一天1)上午 7:30~9:00 理论知识讲解(90′)车床与车削一、概述金属切削机床是用切削的方法将金属毛坯加工成机械零件的机器,是制造机器的机器,故又称为“工作母机”,一般简称机床。
车刀片的选择2010-4-23 16:21:00 来源:精威深机械阅读:64次我要收藏【字体:大中小】车外圆的刀片:选用原则主要是根据加工工艺的具体情况决定。
一般要选通用性较高的及在同一刀片上切削刃数较多的刀片。
粗车时选较大尺寸,精、半精车时选较小尺寸。
S形:四个刃口,刃口较短(指同等内切圆直径),刀尖强度较高,主要用于75°、45°车刀,在内孔刀中用于加工通孔。
T形:三个刃口,刃口较长,刀尖强度低,在普通车床上使用时常采用带副偏角的刀片以提高刀尖强度。
主要用于90°车刀。
在内孔车刀中主要用于加工盲孔、台阶孔。
C形:有两种刀尖角。
100°刀尖角的两个刀尖强度高,一般做成75°车刀,用来粗车外圆、端面,80°刀尖角的两个刃口强度较高,用它不用换刀即可加工端面或圆柱面,在内孔车刀中一般用于加工台阶孔。
R形:圆形刃口,用于特殊圆弧面的加工,刀片利用率高,但径向力大。
W形:三个刃口且较短,刀尖角80°刀尖强度较高,主要用在普通车床上加工圆柱面和台阶面。
D形:两个刃口且较长,刀尖角55°刀尖强度较低,主要用于仿形加工,当做成93°车刀时切入角不得大于27°~30°;做成62.5°车刀时,切入角不得大于57°~60°,在加工内孔时可用于台阶孔及较浅的清根。
V形:两个刃口并且长,刀尖角35°刀尖强度低,用于仿形加工。
做成93°车刀时切入角不大于50°;做成72.5°车刀时切入角不大于70°;做成107.5°车刀时切入角不大于35°。
切槽刀片:一般切深槽用切断刀片,切浅槽用成型刀片,如以下几种:立装切槽刀片、平装切槽刀片、条状切槽刀片、清台阶圆弧根槽刀片,这些刀片切出的槽宽精度较高。
螺纹刀片:常用的是L形,这种刀片可重磨,价格也便宜,但不能切牙顶。